Изобретение относится к деревообрабатывающей промышленности, в частности к производству дрёвесно-стружечных плит, и может быть использовано при шлифовании и сортировке древесногстружечных плит.
Известна система контроля качества шлифования дрёвесно-стружечных плит, включающая лабораторный профилометр- профилограф с накладной головкой, под которую устанавливают выпиленный образец плиты..
Известно также устройство для контроля степени шероховатости древесных плит с источником освещения, фотоприемниками и светоразделительным узлом, предназначенное для измерения шероховатости участка плиты, на который устанавливают устройство.
Известна система контроля качества шлифования дрёвесно-стружечных плит, включающая профилометр-профилограф, накладную головку и механизм перемещения щупа с концевым выключателем и приводом......-,,..„ .,. ; . , ; .. , .
Недостатком известной системы явля- ётся то, что она не позволяет непосредственно в процессе шлифования и сортировки оперативно контролировать шероховатость плит и своевременно влиять на технологи- .ческий процесс.
Цель изобретения - повышение информативности о технологическом процессе за счетточного и оперативного контроля шероховатости поверхности плит.
Для достижения поставленной цели система контроля качества шлифования дрёвесно-стружечных плит, включающая профилометр-профилограф., накладную головку с механизмом перемещения щупа, с первым концевым выключателем и с приводом, снабжена штабелеукладчиком с приводом и устройством автоматического управления процессом измерения шероховатости, включающим подъемник накладной головки с приводом, второй, третий и четвертый концевые выключатели и блок управления, к входам которого подключены выходы концевых выключателей, а к пё рво-. му, второму и третьему выходам блока управления подключены соответственно входы привода штабелеукладчика, привода подъемника накладной головки и привода механизма перемещения щупа.
Отличием изобретения от прототипа является то, что ьмстема снабжена штабелеукладчиком с приводом и устройством автоматического управления процессом измерения шероховатости, включающим подъемник накладной головки с приводом
второй, третий и четвертый концевые выключатели и блок управления, к входам которого подключены выходы концевых выключателей, а к первому, второму и трет.ьему выходам блока управления подключены соответственно входы привода штабелеукладчика, привода подъемника накладной головки и привода механизма перемещения щупа.
На чертеже изображена схема системы контроля качества шлифования дрёвесно- стружечных плит.
Система контроля качества шлифования дрёвесно-стружечных плит содержит (профилометр) профилограф 1, накладную головку 2 с механизмом 3 перемещения щупа 4 с первым концевым выключателем 5 и с приводом 6, штабелеукладчик 7 с приводом 8 и устройство автоматического Управления процессом измерения шероховатости, включающее подъемник 9 наклад- ной головки 2 с, приводом 10, второй 11, третий 12 и четвертый 13 концевые выключатёли и блок 14 управления, к входам которого подключены выходы концевых выключателей 5, 11, 1.2 и 13, а к первому, второму и третьему выходам блока 14 управления подключены соответственно входы
привода 8 штабелеукладчика 7, привода 10 подъемника 9 накладной головки 2 и привода 6 механизма 3 перемещения щупа 4.
Система контроля качества шлифования, работает следующим образом,
После шлифования Древесно-стружеч.- ная плита направляется в штабелеукладчик 7, если он готов к приему плит, о чем сигнализирует второй концевой выключатель 11 блоку управления 14 при нахождении подъемника 9 накладной головки 2 в исходном положении. При этом по сигналу блока 14 управления включается привод 8 и плита заходит в штабелеукладчик 7, где после ее останова и опускания на одну ступень срабатывает третий концевой выключатель 12, сигнализирующий блоку 14 управления о готовности плиты к измерению. Блок14 управления формирует сигнал, который с его выхода поступает к приводу 10, В результате подъемник 9 начинает опускать накладную головку 2. При ее установке на плиту включается концевой выключатель 12, и сигнал о готовности к измерению шероховатости поступает в блок 14 управления, после
чего последний формирует сигнал приводу 6 на включение механизма 3 перемещения щупа 4. Перемещающийся щуп 4 накладной головки 2 начнет передавать информацию с шероховатости плиты профилометру-проф- илографу 1 для ее отображения регистрации. При завершении трассы ощупывания включается концевой выключатель 5, и по ei о сигналу о завершении измерения шероховатости участка плиТы блок 14 управления формирует сигнал приводу 10 на подъем накладной головки 2 подъемником 9 в исходное положение. Далее цикл работы по- оряется.
Оператор участка шлифования древесно-стружечных плит, получая информацию о их шероховатости через установленный незначительный период времени, может судить о качестве шлифования и при отклонении шероховатости от требуемого значения своевременно влиять на технологический процесс.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШЕРОХОВАТОСТИ НАРУЖНОЙ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2392583C1 |
| НАКЛАДНАЯ ГОЛОВКА К ПРОФИЛОГРАФУ-ПРОФИЛОМЕТРУ | 1973 |
|
SU374493A1 |
| Устройство для определения шероховатости | 1991 |
|
SU1796053A3 |
| СПОСОБ ОЦЕНКИ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2541730C2 |
| Профилометр для контроля качества плоских поверхностей | 1985 |
|
SU1303807A1 |
| Линия охлаждения древесных плит | 1980 |
|
SU889474A1 |
| Устройство для контроля шероховатости поверхности отверстий | 1990 |
|
SU1758409A1 |
| Устройство для измерения шероховатости древесно-волокнистых плит | 1989 |
|
SU1765005A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2163540C1 |
Использование: в линии производства древеснр-стружечных плит. Сущность изобретения: в процессе изготовления плит последние поштучно подаются штабелеукладчиком 7 в зону измерения. Накладная головка 2, перемешаясь, посредством щупа 4 отмечает качество поверхности плиты, которое отображается на профилографе 1. Блок управления 14 осуществляет работу устройства в автоматическом режиме. 1 ил.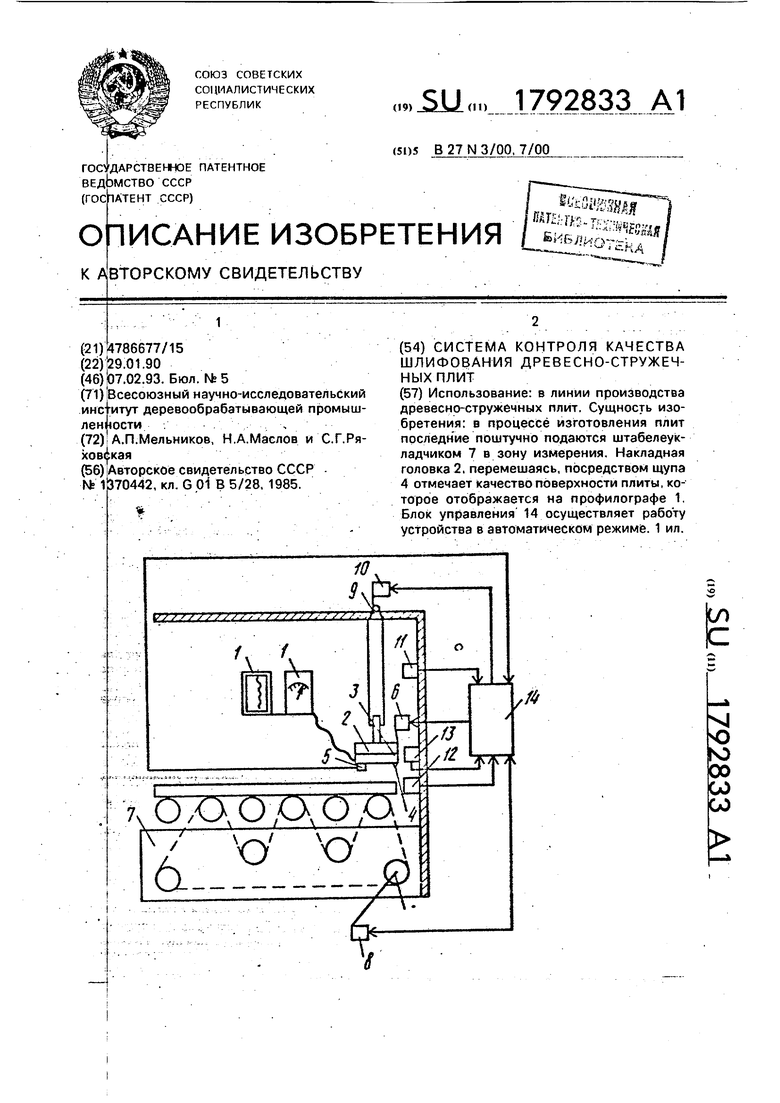
Ф о рм у л а и з о б р е т е н и я Система контроля качества шлифования древесно-стружечных плит, содержащая профилограф, имеющий накладную гсловку с механизмом перемещения щупа, первым конечным выключателем для фор- мфованйя сигнала завершения измерения приводом, о т л и чаю щ а я с я тем, что, с лью повышения оперативности контроля древеснрстружечных плит непосредственно в ходе технологического процесса, она снабжена штабелеукладчиком с приводом и устройством автоматического управления
процессом измерения шероховатости, включающим подъемник накладной головки с соответствующим приводом, второй, третий и четвертый конечные выключатели соответственно для индикации исходного и рабочего положения накладной головки, а также готовности плиты к измерению и блок управления, к входам которого подключены выходы всех конечных выключателей, при этом выходы блока управления связаны с входами приводов штабелеукладчика, подъемника накладной головки и механизма перемещения щупа.
