(54) ЛИНИЯ ОХЛАЖДЕНИЯ ДРЕВЕСНЫХ ПЛИТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
| Устройство для досылания штучных грузов | 1979 |
|
SU891543A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПОДГОТОВКИ ИЗМЕЛЬЧЕННОГО СЫРЬЯ | 1990 |
|
RU2006296C1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| Веерный охладитель для древесностружечных плит | 1981 |
|
SU1020251A1 |
| Станок для сращивания древесных плит | 1981 |
|
SU1025510A1 |
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
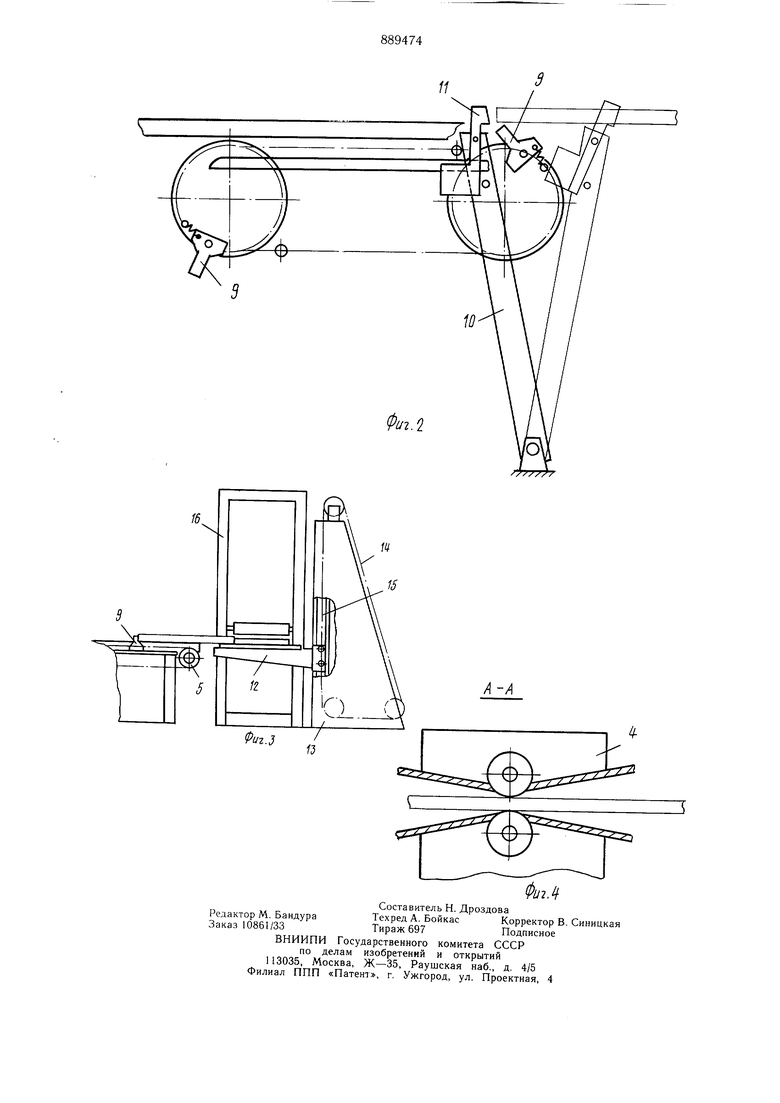
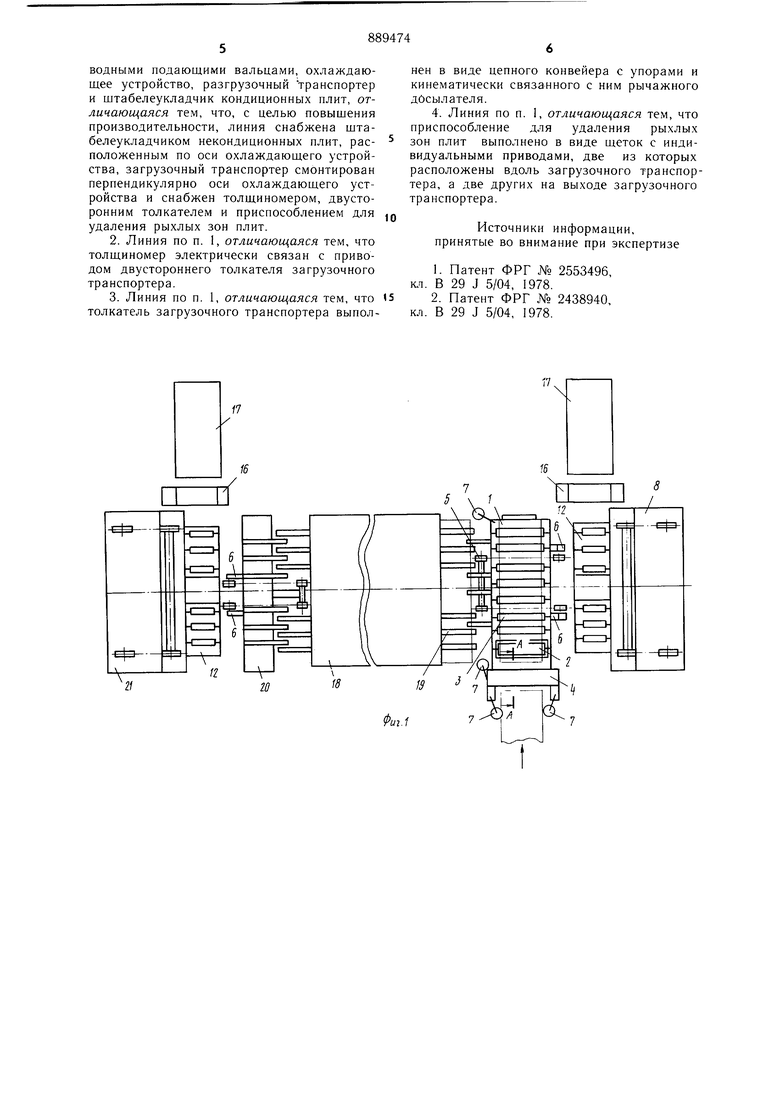
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для охлаждения древесных плит. Известна линия охлаждения плит, включающая загрузочный транспортер, охлаждающее веерное устройство и транспортер для удаления плит 1. Основной недостаток линии - отсутствие контроля толщины плит, что приводит к непроизводительному использованию оборудования, складированию некондиционных по толщине плит вместе с годными. При этом дальнейщее отделение годных плит требует значительных затрат времени, дополнительных площадей, обслуживающего персонала и оборудования. Кроме того, плиты, поступающие в охлаждающее устройство, имеют рыхлые зонь на кромках, частицы которых осыпаются в устройстве, что требует дополнительных затрат на их удаление. Наиболее б.тзкой к предлагаемой по технической сущности является линия охлаждения древесных плит, включающая загрузочный транспортер с приводными подающими вальцами, охлаждающее устройство, разгрузочный транспортер и штабелеукладчик кондиционных плит 2. Эта линия обладает следующими недостатками: не производится контроль толщины и разделение кондиционных и некондиционных плит; происходит засорение частицами рыхлости кромок плит механизмов линии. Переоборудование линии для разделения плит на кондиционные и некондиционные в известной компоновке установок, потребует значительного увеличения габаритов. Цель изобретения - повьиыение производительности линии. Цель достигается тем. что линия охлаждения древесных илит. вк.чючающая заг)узочный транспортер с приводными подающими вальцами, охлаждаюи1,ее ycTpoiiciBo. разгрузочный транспортер и щтабелеук.чадчик кондиционных плит, снабжена ипабе леукладчиком некондиционных и.чит. расположенным по оси ).хлаж;1.ак1,.чс; ycrpoiiства, загрузочньи ipiiHciiojiTcii -i ииирован нерпендикулярно оси (),:, д имо устройства и снабжен то.пцпнпчч :ч;м. двусто)oiiii i : толкатслел; и 1})ис 01-оолением /или удаления рЬ/лЛЫ.Х ЗОЬ МИТ. ipll iTOM, Т(),11Ц 1110Мер У-1еКТрИЧеСК:; CliH:-sa i г ():и)м лиустороняего T(:i --in заг})у:и)чнс)-о 1 ранс11О1)тс)а. То/1кате.ль загрузочного тра1 С1|Орге|)а 151)1П()лне| в влде цепного конвейера е порами .4 кинематическн снизанного е ним рв14а ж по го лсх bf.i а тел я. Приспоеобленне л.1я удаления рых,;ых зон н. Bijiiio.iiieno в вндо щеток с инднвидуальньгмн 1)иводами, две из которвгх расио.южеиы вдоль за1рузочного траненортера, а две дрлдих на ввгходс за1|)узочн()го т)аиеиортера. Устройство удаления рых.лых зон осунгествляет зачиетку кромок нлит с целью исключения простоев ох:1а кда1О1це1о устройства, вызвашюго засорением, осынавн1ихся частнц при прохождении нлит в охл а ждаюн1,ем устроистке.. На фиг. 1 изображена линия охлаждения нлит, вид в плане; iia фиг. 2 -- двусторонний т(.)лкателв; на фиг . 3 -- Н1табе;1еукладчик некондиинониых идит, профильная проекция; на ()иг. 4 - разрез А---А на фиг. I. На входе линии расноложен, загрузочный транспортер 1 с захватываю1цими вальца.м1 2 н роликами 3 с установленным на нем контактным ролпковы.м толщиио.мером 4, двусторонним толкателем 5и досылатсле.м 6, ирисц к(я5;1еине д,ля удаления рых.яых зон нлит 7 и 1итабелеукла,1чик некон.и-шионньгх но толщине iLTHT 8. Двусторонний то.лкатель 5загрузочного трансиортера 1 выполнен в виде реве)С вцого neniioio конвейера с ним досылатс.ля 6, нредназначе1игаго .чля ие 1Сдач1-| нлнт с ненного ко1-1вейера на Н1табелеук.ладчик некондиционных и.лит. Доевглатель 6 вк/почает качаюнийся рвнии 10 и захват 11. Последний иод действием нере 1ени1ЮН1ейся н.лнты имеет возможность улонатв, а после выхода нлитр) 1)иш1мать рабочее ио.ложенлче. Штабелеукладчик некондиционных нлит 8 имеет цриемн1 1е илошадки 12, закрепленные на вертикальном .мнике 13, цредстав.ляюпл,е.м собой два совмеп.енных ценных конвейера 14 с ни.тивидуальиыми приводами. Площадки на каждом конвейере размещены равномерно и перемещаются но замк}1.утому контуру в направляющих 15. Со CTopomj укладки нлит смонтирован укладчик 16 и .место д.ля укладки плит 17. В средней частн ли)1ин расноложено охлал даюн1.ее устройслво 18 в виде закрытой ка.мерь с горизонта.льиым центам конвейером, прохо.:Л.Я1дим сквозь камеру и имеющим блоки рычагов 19. Плиты располагаются на блоках рычагоЕ вертикально. Охлаждение плит в камере оеуществляелся при принудительной вентиляции воздуха. На выходе линии устаиовлеи разгрузочный транснортер 20 с досылателем 6 и штабелеукладчик кондиционных плит 21. Линия охлаждения древесных плит работает следующим образом. П.лита, поступающая на загрузочный гранснортер 1, проходит между двух приводных щеток устройства для удаления рыхлых зон 7. Подающим транспортером пресса (не ;|;;казап) плита проталкивается между ро.ликами толщиномера 4 и захватывается вальпамн 2 загрузочного транспортера 1, которые перемепдают плиты по роликам 3, При отсутслвии электрического сигнала от толщиномера кондиционные плиты перемеьчаютея в охлаждающее устройство, перед входом которого параллельно его оси уста||овлсн| | две приводные щетки устройства д.ля удалепня рыхлых зон 7, удаляющие рыхЛ151е частит с нонеречных кромок плиты. При наличии сигнала от толщиномера некондиционные нлиты направляются на щтабе.леукладчик. 11ере.ме1цение плит производится при помощи упоров 9 двустороннего толкателя и досылателя 6. После нажатия на копечцый выключатель илита посредством площадки 12 вертикального подъемника 13 поднимается и зате.м укладчико.м 16 перемещается на место для укладки плит 17. При подаче плит в охлаждающее устройство блоки рычагов 19 дискретно кантуют плиту из горизонтального положения в вертикальное и в таком положении плиты перемещаютея ценным конвейером до выхода из охлаж;1аюн1сго устройства. На выходе из камеры плита канлуется из вертикального положения в .оризонтальное и с номощью разгр зочно1о транспортера 20 и его досылателя 6 перемещается на штабелеукладчик кондиг,ионных плит 21. Лмния охлаждения п.чит позволяет поBbicHTii эффективность использования оборудования за счет отделения некондиционных по толгцине плит от годных, т. е. исключается загрузка охлаждающего устройства цеко11диционными плитами и затраты времени на последующую сортировку и штабе.л.чрование плит. Расположение ц табелеукладчика некондициот ых плит ио оси охлаждающего устройства, а загрузочного транспортера - перпендикулярно его оси позволяет у.меньщить габариты линии. Наличие устройства для удаления рыхлых зон нлит позволяет повысить качество плит и исключить засорение частицами рыхлости охлаждающего устройства, что исключает время на их уборку, а также повысить точность измерения толгцины плиты за счет более ровной и качественной поверхности зачиц 1енных кромок Годовой эконо.мический эффект от внедрения одной линии составит 567000 руб. Формула изобретения 1. Линия охлаждения древесных нлит, вк.лючающая загрузочный транспортер с при
водными подающими вальцами, охлаждающее устройство, разгрузочный транспортер и щтабелеукладчик кондиционных плит, отличающаяся тем, что, с целью повыщения производительности, линия снабжена щтабелеукладчиком некондиционных плит, расположенным по оси охлаждающего устройства, загрузочный транспортер смонтирован перпендикулярно оси охлаждающего устройства и снабжен толщиномером, двусторонним толкателем и приспособлением для удаления рыхлых зон плит.
Источники информации, принятые во внимание при экспертизе
