4J
со со со
О5
СО
IPU2.i
Тензодатчики дают информащпо о расстоянии между губками 5 или 48„ По этой информации судят о размерах детали. В губках 5 установлены подвижные щупы, которые позволяют более точно измерять внутренние размеры деталей. Перемещение щупов фиксируется тензодатчиками, установленными в приводе щупов. При измерении шероховатости губки 48, закрепленные на жестко установленной детали, стяf. 34
гиваются при помощи пиевмоцилиндра J, и по моменту трогания губок 48 определяют шероховатость. Значение шероховатости определяют при помощи манометра, измеряющего давление в штоковой полости пневмоцилиндра 3, Плита 1 имеет возможность перемещения в направляющих, а губки 5 и 48 имеют возможность установки на разных уровнях, что обеспечивает их адаптацию к детали. 2 з.п. ф-лы, 5 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительный схват | 1986 |
|
SU1395481A1 |
| Адаптивный схват | 1986 |
|
SU1395480A1 |
| Захватное устройство | 1984 |
|
SU1288046A1 |
| Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам | 1980 |
|
SU863466A2 |
| Схват манипулятора | 1983 |
|
SU1202864A1 |
| Вакуумный схват манипулятора | 1986 |
|
SU1421533A1 |
| Устройство для монтажа радиодеталей на печатную плату | 1985 |
|
SU1412027A1 |
| ГИДРОЦИЛИНДР ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2022732C1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам | 1978 |
|
SU703428A1 |


Изобретение относится к области машиностроения и может быть использовано для переноса деталей с одновременным измерением их геометрических размеров и шероховатости наружной поверхности. Целью изобретения является расширение функциональных возможностей за счет обеспечения возможности измерений ;размеров деталей, шероховатости их поверхности и адаптации к жестко закрепленной детали.Для этого основные губки 5 с пневмоприводом 4 их относительного перемещения установлены на плите 1. В плоскости перемещения основных губок 5 расположены дополнительные призматические губки 48. Пневмопривод 43 относительного перемещения губок 48 жестко закреплен на штоке 42 пневмо- цилиндра 3. Пневмоцилиндр 3 установлен на плите 1 и обеспечивает перемещение губок 48 относительно губок 5. Пневмоприводы 4 и 43 оснащены упругими пластинами с теизодатчиками. сл
1
Изобретение относится к машиностроению и может быть использовано для переноса деталей с одновременным измерением их геометрических размеров и шероховатости наружной поверхности.
Целью изобретения является расширение функциональных возможностей.
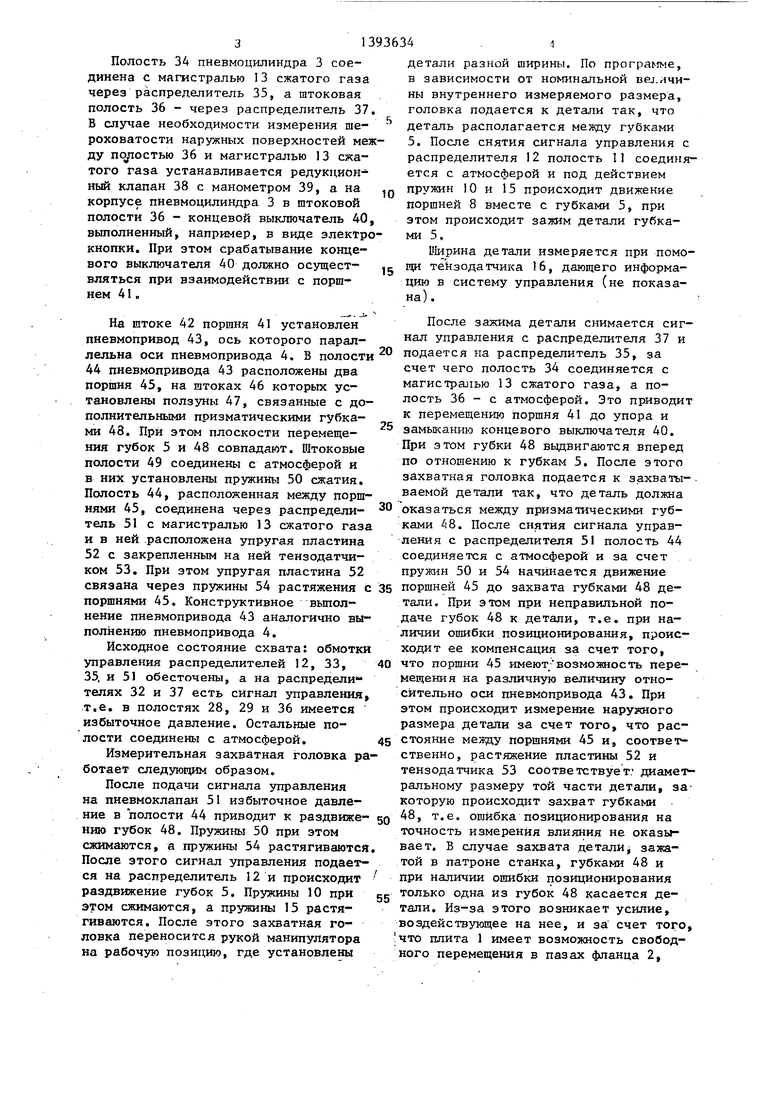
На фиг. 1 показана измерительная захватная головка манипулятора, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 2; на фиг о 5 - разрез на фиг. 4.
Измерительная захватная головка установлена на плите 1, расположенной в направляюш;их фланца 2, который закреплен на руке манипулятора. На плите 1 установлены пневмоцилиндр 3 .и пневмопривод 4, служарщй для относительного перемещения основных губок 5. Плита 1 имеет возможность перемещения в направдяю1чих фланца 2 в плоскости, перпендикулярной плоскости относительного перемещения основных губок 5. Ось пневмо:цилиндра 3 перпендикулярна плоскости перемещения плиты 1, а ось пневмопривода 4 параллельна ей. Каждая основная губка 5 имеет кор пус, состоящий из фпанца 6 и ползуна 7, причем ползун 7 имеет возможность перемещения по корпусу пневмопривода 4, представляющего собой пневмоцилиндр с двумя порщнями 8. Каждый ползун 7 соединен с соответствующим штоком поршня 8, расположенного в полости 9 и подпружиненного пружиной 10 относительно корпуса пневмоцилинд- ра 4.
Полость I5 5 расположенная между поршнями 8, соединена через nHeBiiio- распределитель 12 с магистралью 13 сжатого газа, а в самой полости 11 5 расположена упругая пластина 14, связанная с поршнями 8 пружинами 15 На упругой пластине 14 закреплен тензо- датчик 16, дающий информацию о расстоянии между основными губками 5. В О каждом ползуне 7 установлен пневмоцилиндр, ось которого перпендикуляр на плоскости перемещения плиты 1. Шток 17 поршня 18 этого пневмоцилиид- ра связан с корпусом основной губки
5 пружиной 19 растяжения и упругой пластиной 20 с тензодатчшсом 21. На поршне 18 закреплен плунжер 22, расположенный в продольной полости основной губки 55 причем плунжер 22
0 имеет клинообразный/хвостовик 23 с продольной прорезью 24, в которой расположена плоская пружина 25j закрепленная од1шм концом на поверхности основной губки, а другим связан5 ная с подвижным щупом 26, установленным в основной губке 5 в отверстии 27 с возможностью перемещения в плоскости, параллельной плоскости перемещения плиты 1 Один из концов под0 вижного щупа 26 вьтолнен клинообразным и имеет возможность взаимодействия с клинообразным хвостовиком 23 плунжера 22.
35
Штоковые полости 28 и 29, а также поршневые полости 30 и 31 соединены попарно между собой, а также через распределители 32 и 33 с магистралью 13 сжатого газа.
5
3
Полость 34 пневмоцилиндра 3 соединена с магистралью 13 сжатого газа через распределитель 35, а штоковая полость 36 - через распределитель 37, В случае необходимости измерения шероховатости нарьокных поверхностей между пс остью 36 и магистралью 13 сжатого газа устанавливается редукдион- ный клапан 38 с манометром 39, а на Q корпусе пневмоцклиндра 3 в штоковой полости 36 - концевой выключатель 40, вьшолненный, например, в виде электрокнопки. При этом срабатывание концевого выключателя 40 должно осуществляться при взаимодействии с поршнем 41 „
13936
15
На штоке 42 поршня 41 установлен пневмопривод 43, ось которого параллельна оси пневмопривода 4. В полости 44 пневмопривода 43 расположены два поршня 45, на штоках 46 которых установлены ползуны 47, связанные с дополнительными призматическими губками 48. При этом плоскости перемещения губок 5 и 48 совпадают. Штоковые полости 49 соединены с атмосферой и в них установлены пружины 50 сжатия. Полость 44, расположенная между поршнями 45, соединена через распределитель 51 с магистралью 13 сжатого газа и в ней .расположена упругая пластина 52 с закрепленным на ней тензодатчи- ком 53. При этом упругая пластина 52 связана через пружины 54 растяжения с поршнями 45. Конструктивное вьшол- нение пневмопривода 43 аналогично выполнению пневмопривода 4.
Исходное состояние схвата: обмотки управления распределителей 12, 33, 35. и 51 обесточены, а на распредели телях 32 и 37 есть сигнал управления, т.е. в полостях 28, 29 и 36 имеется избыточное давление. Остальные полости соединены с атмосферой.
Измерительная захватная головка работает следующим образом.
После подачи сигнала управления на пневмоклапан 51 из быточное давление в полости 44 приводит к раздвиже- кию губок 48. Пружины 50 при этом сжимаются, а пружины 54 растягиваются После этого сигнал управления подается на распределитель 12 и происходит раздвижение губок 5. Пружины 10 при этом сжимаются, а пружины 15 растягиваются. После этого захватная головка переносится рукой манипулятора на рабочую позицию, где установлены
5
Q 3634 . 1
детали разной ширины. По программе, в зависимости от нокшнальной вел.ичи- ны внутреннего измеряемого размера, головка подается к детали так, что деталь располагается между губками 5. После снятия сигнала управления с распределителя 12 полость 11 соединяется с атмосферой и под действием пружин 10 и 15 происходит движение поршней 8 вместе с губками 5, при этом происходит зажим детали губками 5,
Чирина детали измеряется при помощи тейзодатчика 16, дающего информацию в систему управления (не показана).
15
5
0
5
0 5
0 g
После зажима детали снимается сигнал управления с распределителя 37 и подается на распределитель 35, за счет чего полость 34 соединяется с магистралью 13 сжатого газа, а полость 36 - с атмосферой. Это приводит к перемещению поршня 41 до упора и замыканию концевого выключателя 40. При этом губки 48 выдвигаются вперед по отношению к губкам 5. После этого захватная головка подается к захваты-, ваемой детали так, что деталь должна оказаться между призматическими губками 48. После снятия сигнала управления с распределителя 51 полость 44 соединяется с атмосферой и за счет пружин 50 и 54 начинается движение поршней 45 до захвата губками 48 детали. При этом при неправильной подаче губок 48 к детали, т.е. при наличии ошибки позиционирования, происходит ее компенсация за счет того, что поршни 45 имеют; возмолность перемещения на различную величину относительно оси пневмопривода 43. При этом происходит измерение наружного размера детали за счет того, что расстояние мевду поршнями 45 и, соответственно, растяжение пластины 52 и тензодатчика 53 соответствует. диаметральному размеру той части детали, за- которую происходит захват губками 48, т.е. ошибка позиционирования на точность измерения влияния не оказывает. В случае захвата дeтaлиj зажатой в патроне станка, губками 48 и при наличии ошибки позиционирования только одна из губок 48 касается детали. Из-за этого возникает усилие, воздействующее на нее, и за счет того, что плита 1 имеет возможность свободного перемещения в пазах фланца 2,
вся конструкция, установленная на плите 1, перемещается под действием этого усилия и ошибка компенсируется, При этом губки 48 и 5 устанавливают- ся соосно с деталь . Таким образом, ни на манипулятор, ни на деталь, ни на патрон станка не оказывается длительного по времени силового воздействия за счет нйличия у захватной головки свойства адаптации. Кроме того, эа счет адаптации создается возможность измерения внутренних диаметров при соосиости расположения детали и губок 5, что повышает точность изме- рения.
При необходимости измерения шероховатости наружной поверхности детали с распределителя 35 снимается сиг нал управления и полость 34 соединя- ется с атмосферой. При помогая редукционного клапана 38 вручную или автоматически увеличивается величина давления в полости 36 (предварительно производится подключение полости 36 к магистрали 13 сжатого гаЭ а распределителем 37). Уравнение; статического равновесия порпшя 41 со штоком 42 с установленным на нем пневмо™ приводом 43 с губками 48 имеет следу- ющий вид:
„- 35
Зб ..Г
де Pjj - избыточное давление в полости 36;
эффективная площадь порш ня 41;
Р - сила трения в уплотнениях поршня 41 и итока 42;
сила трения губок 46 о на- .„
руяснук) поверхность детали, которая зависит от усилия захрата, площади контакта, ма териало в пов ерхнос тей, шероховатости поверхности детали и от некоторых: других параметров.
Однако для деталЕей данного типа ри тех же условиях; захвата, том же
45
материале детали значимым становится параметр шероховатости. При увеличении давления некоторый момент начинается движение поршня 41 за счет превышения величины: Pj,- S, над суммарной силой трения в момент страги- вания (F,p r+FT-P ,,). Эта величина Р замеряется в момент страгивания с места поршня 41 при помощи манометра 39, который может иметь, например.
о
5
„
5
0
5
электрический аналоговьй выход. Момент страгивания с места определяется при помощи концевого выключателя 40, который отрегулирован на срабатывание при начале движения поршня 41. Измеренная величина давления может анализироваться при помощи, например, управляющей микроЭВМ, в памяти которой могут быть заведены таблицы соответствия давления величине шероховатости для данного типа детали.
При необходимости измерения внутренних диаметров снимаются сигналы управления с распределителей 37 и 35 и обе полости 34 и 36 пневмоци- линдра 3 оказьюаются соединенными с атмосферой, а поршень 41 выводится перед зтим в крайнее положение к выключателю 40. Губки 5 вводятся рукой манипулятора внутрь детали, зажатой в патроне станка и удерживаемой губками 48, на необходимую величину, определяемую командой от системы управления.
Измерение диаметра внутреннего отверстия осзпдествляется следующим образом. С распределителя 32 снимается, а на распределитель 33 подается сигнал управления, полости 28 и 29 соединяются с атмосферой, а полости 30 и 31 - с магистралью 13 сжатого газа. Из-за перепада давления начинаетйя движение каждого поршня 18 и связанного с ним плунжера 22, при этом шток 17 через пружину 19 изгибает упругую пластину 20 с тензодатчиком 21, При вьщвижении плунжера 22 происходит выдвижение подвижного щупа 26, плоская пружина 25 при этом изгибается (располагаясь в продольной прорези 24), и ее конец, соединенньй с подвижным щудом 26, имеет относительно него продольное перемещение. После упора подвижного элемента 26 в деталь прекращает свое движение поршень 18 со штоком 17. Тензодатчик 21 имеет при этом вполне определенное растяжение и, соответственно, сопротивление. Информация о величинах сопротивлений тензодатчиков 21 передается в систему управления, где суммируется (с соответствующими масштабными коэффшш- ентами),с величиной сопротивления тензодатчика 16. Щупы 26 позволяют измерять глубину канавок внутри детали. 1
После осуществления всех измерений на распределит(5ль 32 подается.
а с распределителя 33 снимается сигнал упра вления, за счет чего полости 30 и 31 соединяются с атмосферой, а полости 28 и 29 - с магистралью 13 сжатого газа. При этом поршни 18 за- 5 нимают исходное положение, подвижные, щупы 26 под действием плоской пружины 25 также занимают исходное положение. После освобождения детали из патрона станка рукой манипулятора го- ловка отводится, после чего распределитель 35 соединяет полость 34 с магистралью 13 сжатого газа, за счет чего поршень 41 перемещается с губканевая полости соединены через соотве ствующие распределители с магистраль сжатого газа, на штоке пневмоцилинд- ра закреплены дополнительные призматические губки с соответствующим при водом их относительного перемещения, при этом дополнительные призматические губки имеют возможность ст- носительного перемещения в плоскости относительного перемещения основных губок, причем каждый из пневмоприводов относительного перемещения основных и дополнительных призматических губок выполнен в виде
ми 48 и деталью, губки 5 при этон вы- 5 пневмоцилиндра с цвуыя поршнями,подводятся из детали. После отведения руки с деталью в требуемую позицию полость 44 соединяется с магистралью 13 сжатого газа и происходит освобождение детали.20
Информация об измеренных размерах детали и шероховатости обрабатьтается в системе управления и используется для управления как движением руки манипулятора в режимах сортировки дета- лей, так и режимами обработки детали на станке, а также для фиксации аварийных ситуаций (например, необходима смена резца).
,-25
пружиненными относительно корпуса пневмоцилиндра, в полости между порш нями установлена упругая пластина с тензодатчиком, связанная с поршнями пружинами растяжения, причем полость соединена через распределитель с маги стралью сжатого газа.
Формула изобретения
пневмоцилиндра с цвуыя поршнями,под20
25
30
35
40
45
50
55
пружиненными относительно корпуса пневмоцилиндра, в полости между поршнями установлена упругая пластина с тензодатчиком, связанная с поршнями пружинами растяжения, причем полость соединена через распределитель с магистралью сжатого газа.
через распределитель и редукционный клапан, между которыми установлен манометр, при этом на корпусе пневмо- цршиндра в штоковой полости установлен концевой выключатель, имеющий возможность взаимодействия с поршнем пн евмоцилиндр а.
с тензодатчиком, причем на поршне пневмоцилиндра жестко закреплен плунжер, расположенный в продольной полости основной губки, на конце плунжера выполнен клинообразный хвостовик с продольной прорезью, в которой расположена закрепленная одним концом на поверхности основной губки плоская пружина, другим концом связанная с подвижным щупом, установленным в основной губке с возможностью перемещения в плоскости, пар;зллельной плоско- клинообразным и имеет возможность вза- сти перемещения плит, причем один имодействия с соответствующим клино- из концов подвижного щупа выполнен образным хвостовиком плунжера.
$Т
В-В
22
(раг.
(риг. 5
| Схват робота | 1984 |
|
SU1253771A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
