Изобретение относится к изготовлению щелевых сеток из проволочных петлеобразных колосников трапециевидного сечения.
l/1-звестен способ изготовления щелевых сеток, согласно которому первоначально осаживают стержневую прямолинейную часть до конечных размеров, а колец - до 10%, а затем производят осадку колец до заданных размеров. Однако, как показала практика, принимаемый за прототип способ имеет недостаток, который заключается в том, что на стержневом участке колосника после осадки его до конечного размера не удается получить острую боковую кромку между рабочей стороной колосника и его боковыми гранями в пределах не более 0,2 мм по радиусу закругления углов (требования ГОСТ 9074-85 для сеток со щелью, % 0,1-0,3). В настоящее время целому ряду потребителей требуются щелевые сетки с размером щели 0,05-0,20 мм с острыми
кромками колосников в пределах 0,05- 0,1 мм по радиусу закругления .углов (для процессов связанных с дополнительным извлечением полезных компонентов из мелкораздробленных порошковых материалов - руды цветных и черных металлов для пищевой промышленности и т.д.).
Целью изобретения является повышение качества разделения по крупности и равномерности частиц просеиваемого материала, улучшение процесса обезвоживания продуктов классификации за счет использования сетки с боковыми острыми кромками колосников.
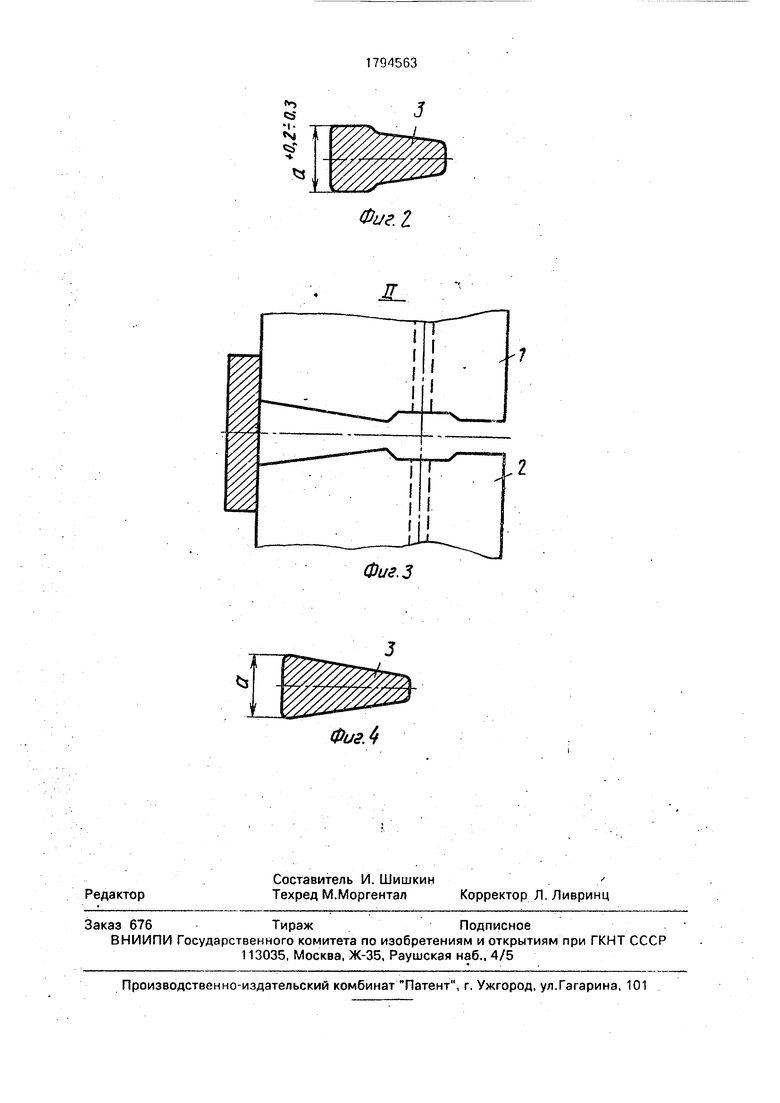
На фиг. 1-4 изображен инструмент для осуществления способа и сечение полученной проволоки.
Способ осуществляется следующим образом.
На проволокэ, разматываемой с кассеты, установленной на шпинделе петлеобраСО
С
ч ю
4
ел
О- W
зователя, периодически закручивают вокруг штифта кольца. Проволоку с навитыми кольцами механизмом подачи определенными участками, каждый из которых включает линейную стержневую часть и два кольца подают в 1 позицию штампа, где деформируют стержневой участок в Т-образный профиль, площадь сечения прямоугольной части которого составляет 60-75% от площади сечения исходной проволоки, а затем в позицию штампа; где деформируют стержневую часть в трапециевидный профиль и кольца до заданных размеров, обеспечивающих требуемый размер щели в сетке.
И
10
На фиг. 1 - 4 показано исполнение штампов позиций I и II, где I - подвижные пуансоны , 2 - неподвижные матрицы позиций I и II, 3 - формы профилей колосника, получаемые в I и II позициях.
Резка колосников на мерные длины производится как и раньше на ножницах.
Предлагаемый способ позволяет получить щелевые сетки со щелью 50-3000 мкм с колосниками трапециевидного сечения, имеющими острые боковые кромки (радиус закругления углов не более 0,2 мм).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления щелевых сеток | 1976 |
|
SU554914A1 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| Способ изготовления сварной щелевидной сетки | 1977 |
|
SU617136A1 |
| ЩЕЛЕВОЕ СИТО | 1997 |
|
RU2118207C1 |
| Щелевая сетка | 1989 |
|
SU1671151A3 |
| Сито-бурат барабанной мельницы | 1976 |
|
SU623578A1 |
| СКВАЖИННЫЙ КАРКАСНО-СТЕРЖНЕВОЙ СЕТЧАТЫЙ ФИЛЬТР | 2010 |
|
RU2433251C1 |
| Конусный грохот | 1990 |
|
SU1777971A1 |
| Ротационно-вероятностный грохот | 1990 |
|
SU1794496A1 |
| СПОСОБ ГРОХОЧЕНИЯ | 1991 |
|
RU2028836C1 |
Изобретение относится к изготовлению щелевых сеток из проволочных петлеобразных колосников трапециевидного сечения и 2 позволяет повысить качество разделения по крупности и равномерности частиц просеиваемого материала, улучшить процесс обезвоживания продуктов классификации. Способ изготовления щелевых сеток включает навивку на проволоке колец с заданным шагом, осадку стержневой части проволоки в Т-образный профиль с размером рабочей стороны на 0,2-0,3 мм более заданной и осадку колец первоначально до 10 %, а затем осадку стержневой части в трапециевидный профиль и окончательную осадку колец до заданных размеров, обеспечивающих требуемый размер щели в сетке, резку на мерные отрезки отштампованной проволоки и последующую сборку. 4 ил.
Формула изобретения Способ изготовления щелевых сеток, включающий навивку на проволоке колец с заданным шагом, первоначальную осадку колец до 10%, последующую осадку колец до конечного размера, а также осадку стержневой части проволоки, резку на мерные заготовки отштампованной проволоки и последующую сборку, отличающийся тем, что, с целью повышения качества разделения по крупности и равномерности частиц просеиваемого материала, улучшения процесса обезвоживания продуктов классификации за счет использования сетки с острыми боковыми кромками, на стержневой части отштампованной проволоки трапециевидного сечения, радиус закругления углов которых должен быть не более 0,2 мм, первоначально осаживают стержневую часть в Т-образный профиль, площадь сечения прямоугольной части которого составляет 60- 75% от площади сечения исходной проволоки, а затем производят осадку стержневой части до получения трапециевидного профиля с заданным размером по рабочей стороне.
Фиг А
Фи г. I
Фие.З
| Способ изготовления щелевых сеток | 1976 |
|
SU554914A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
