Изобретение относится к машиностроению и может быть использовано для повышения износостойкости цилиндрических деталей и узлов.
Цель изобретения - повышение качества наплавки.
Способ индукционной наплавки, преимущественно поверхности цилиндрической детали, включает нанесение на поверхность присадочного материала и обработку его индуктором, причем согласно изобретения, на поверхности выполняют совокупность канавок,ориентированных по образующей поверхности, периодически ориентируют поверхность с расположением каждой канавки горизонтально в верхней части поверхности, заполняют канавки присадочным материалом и обрабатывают его индуктором, после чего поверхность обрабатывают, срезая слой основного металла и наплавленного материала до проектного
диаметра, причем первоначально диаметр детали берут с припуском на чистовую обработку.
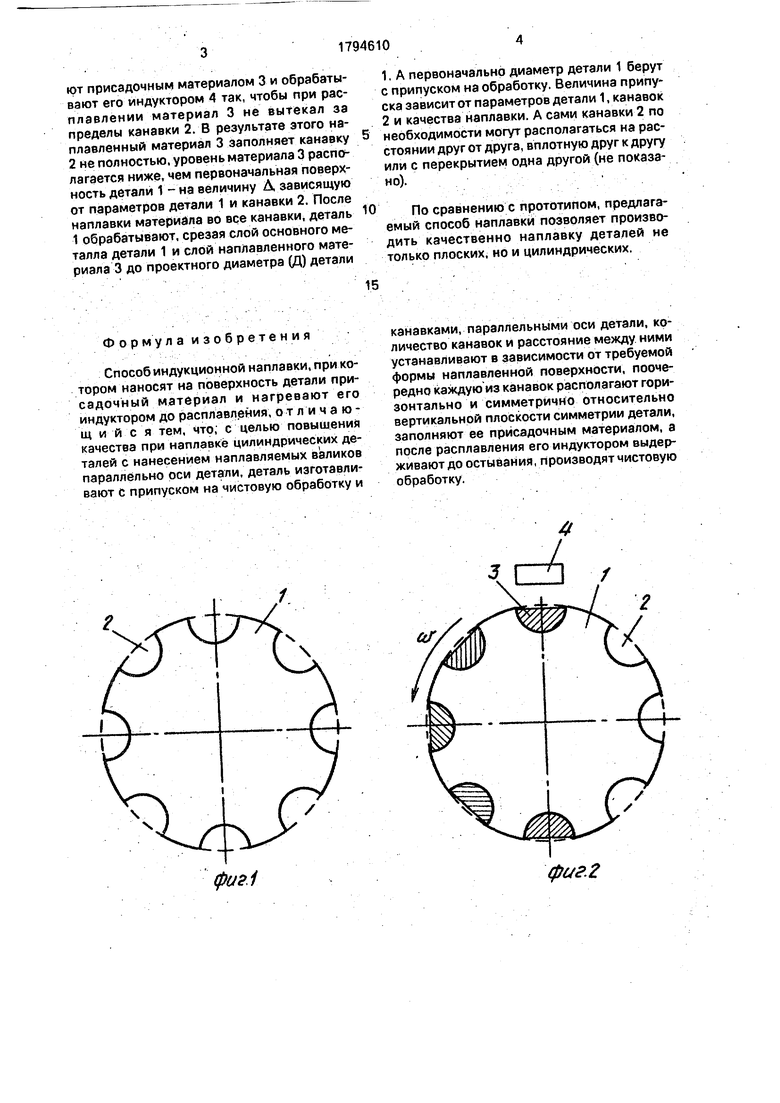
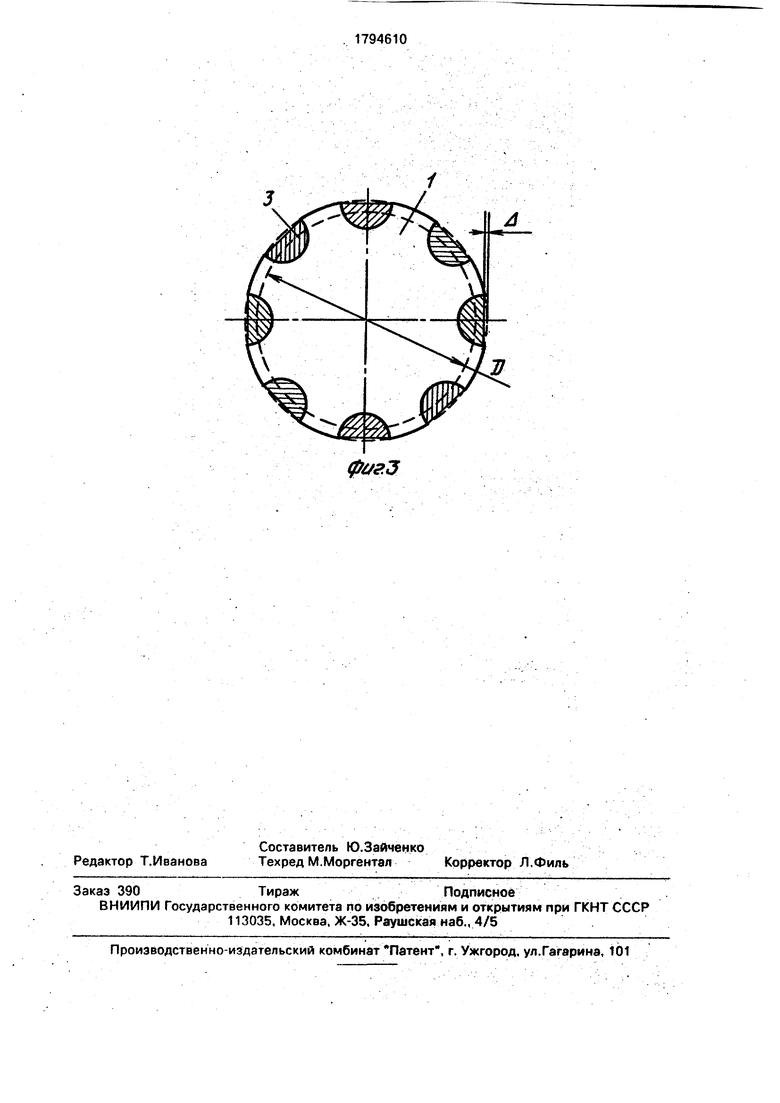
На фиг. 1 показана цилиндрическая деталь с канавками; на фиг. 2 - то же, о канавкой, заполненной наплавленным присадочным материалом; на фиг. 3 - то же, с обработкой до проектного диаметра.
На чертеже изображены: цилиндрическая деталь 1, канавки 2, наплавленный присадочный материал 3, индуктор 4.
Предлагаемый способ реализуется следующим образом.
На поверхности цилиндрической детали, например вала 1, вырезается фрезой совокупность канавок 2, ориентированных по образующей цилиндра 1. Затем деталь 1 периодически ориентируют так. чтобы каждая из канавок 2 периодически расплавлялась в верхней части детали 1, горизонтально. При этом канавку 2 заполниV|
2
&
ют присадочным материалом 3 и обрабатывают его индуктором 4 так, чтобы при расплавлении материал 3 не вытекал за пределы канавки 2. В результате этого наплавленный материал 3 заполняет канавку 2 не полностью, уровень материала 3 располагается ниже, чем первоначальная поверхность детали 1 - на величину А, зависящую от параметров детали 1 и канавки 2. После наплавки материала во все канавки, деталь 1 обрабатывают, срезая слой основного металла детали 1 и слой наплавленного материала 3 до проектного диаметра (Д) детали
1. А первоначально диаметр детали 1 берут с припуском на обработку. Величина припуска зависит от параметров детали 1, канавок 2 и качества наплавки. А сами канавки 2 по необходимости могут располагаться на расстоянии друг от друга, вплотную друг к другу или с перекрытием одна другой (не показано)..
По сравнению с прототипом, предлагаемый способ наплавки позволяет производить качественно наплавку деталей не только плоских, но и цилиндрических.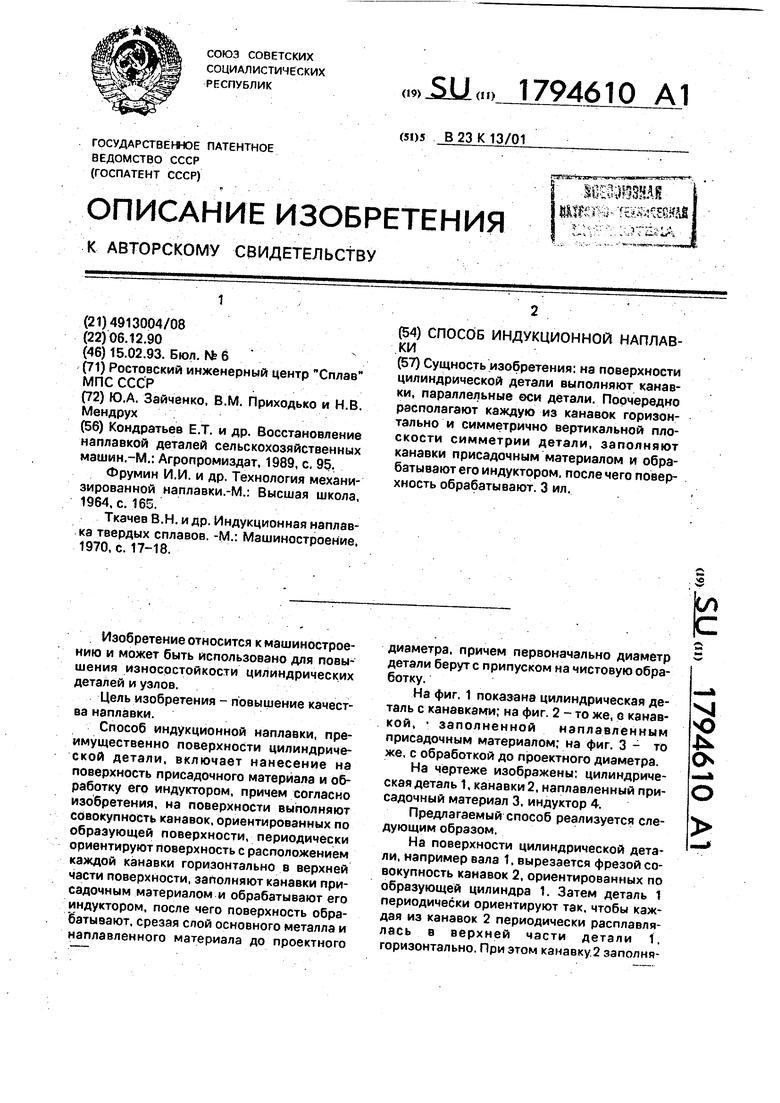
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной наплавки | 1990 |
|
SU1801063A3 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2533517C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2529146C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2012 |
|
RU2491157C1 |
| Способ индукционной наплавки | 1990 |
|
SU1794611A1 |
| Способ индукционной наплавки | 1991 |
|
SU1836186A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2192949C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2533515C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1997 |
|
RU2120363C1 |
Сущность изобретения: на поверхности цилиндрической детали выполняют канавки, параллельные оси детали. Поочередно располагают каждую из канавок горизонтально и симметрично вертикальной плоскости симметрии детали, заполняют канавки присадочным материалом и обрабатывают его индуктором, после чего поверхность обрабатывают. 3 ил.
Фор м у ла изобретен и я
Способ индукционной наплавки, при котором наносят на поверхность детали присадочный материал и нагревают его индуктором до расплавления, от л и ч а ю - щ и и с я тем, что; с целью повышения качества при наплавке цилиндрических деталей с нанесением наплавляемых валиков параллельно оси детали, деталь изготавливают с припуском на чистовую обработку и
канавками, параллельными оси детали, количество канавок и расстояние между ними устанавливают в зависимости от требуемой формы наплавленной поверхности, поочередно каждую из канавок располагают горизонтально и симметрично относительно вертикальной плоскости симметрии детали, заполняют ее присадочным материалом, а после расплавления его индуктором выдерживают до остывания, производят чистовую обработку.
фигЗ
| Кондратьев Е.Т, и др | |||
| Восстановление наплавкой деталей сельскохозяйственных машин.-М.: Агропромиздат, 1989, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Фрумин И.И | |||
| и др | |||
| Технология механизированной наплавки.-М.: Высшая школа, 1964, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Ткачев В.Н | |||
| и др | |||
| Индукционная наплавка твердых сплавов | |||
| -М.: Машиностроение, 1970, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
