Изобретение относится к строительным материалам и может быть использовано на предприятиях малой и средней годовой мощности для изготовления керамических изделий: кирпича, черепицы и др,
Известен способ переработки шихты путем рыхления глины грубого помола, тонкого помола, дробления добавок и совместного перемешивания с последующим направлением переработанной шихты в шнековый процесс.
Однако при данном способе тонкий помол и перемешивание шихты осуществляется один раз, что снижает качество переработки шихты.
Наиболее близким к предлагаемому является способ раздельного дробления добавок (углеотходов), грубый и тонкий помол добавок, раздельное разрыхление глины.
грубый тонкий помол глины и совместное перемешивание глины с добавками и последующее направление шихты в шнековый процесс.
Известный способ реализуется на двух технологических потоках: одном для переработки углеотходов и втором для переработки глины. Первый поток включает ящичные питатели, дробилку, стержневую мельницу, элеваторы, дисковые питатели и бункеры запаса. Второй поток включает рыхлитель, ящичный питатель, дезинтегратор, вальцы грубого помола и вальцы тонкого помола. Оба потока распределительным устройством соединены между собой для направления шихты одновременно на два шнековых пресса.
Недостатком известного способа и технологических линий является недостаточ
Ю
Јь
О 00
о
ная переработка и.очистка шихты, так как раздельную тонкую переработку глины и.до- бавок осуществляют только один раз, что не обеспечивает требуемого качества при использовании трудноформуемых глин.
Предлагаемый способ и линия предназначены для использования на заводах средней и малой годовой мощности, т.е. 5-10-15 млн,шт. кирпича в год.. .
Цель изобретения - повышение качества переработки шихты - достигается тем, что тонкий помол и перемешивание глины с добавками (шихты) осуществляют повторно с. использованием двух дополнительных бункеров, при этом после повторного помола переработанную шихту направляют в один из дополнительных бункеров и после его заполнения до полного объема половину повторно переработанной шихты направля-. ют в пресс, причем одновременно осуществляют загрузку второго дополнительного бункера первично переработанной шихты, которую затем направляют на повторный тонкий помол и очистку, а затем догружают первый дополнительный бункер до полного объема вторично переработанной шихтой, после чего шихту направляют из первого дополнительного бункера в полном объеме в пресс, повторяя цикл догрузки шихтой первого бункера.
Для осуществления способа линия переработки шихты формования керамических изделий снабжена дополнительными двумя бункерами, ящичными питателями, а реверсивный ленточный конвейер распределительного устройства подачи шихты в пресс расположен еоосно над дополнительными бункерами и ящичными питателями с возможностью соединения вальцов тонкого помола, смесителя с фильтрующей решеткой и двух дополнительных бункеров в кольцевой технологический поток переработки шихты.
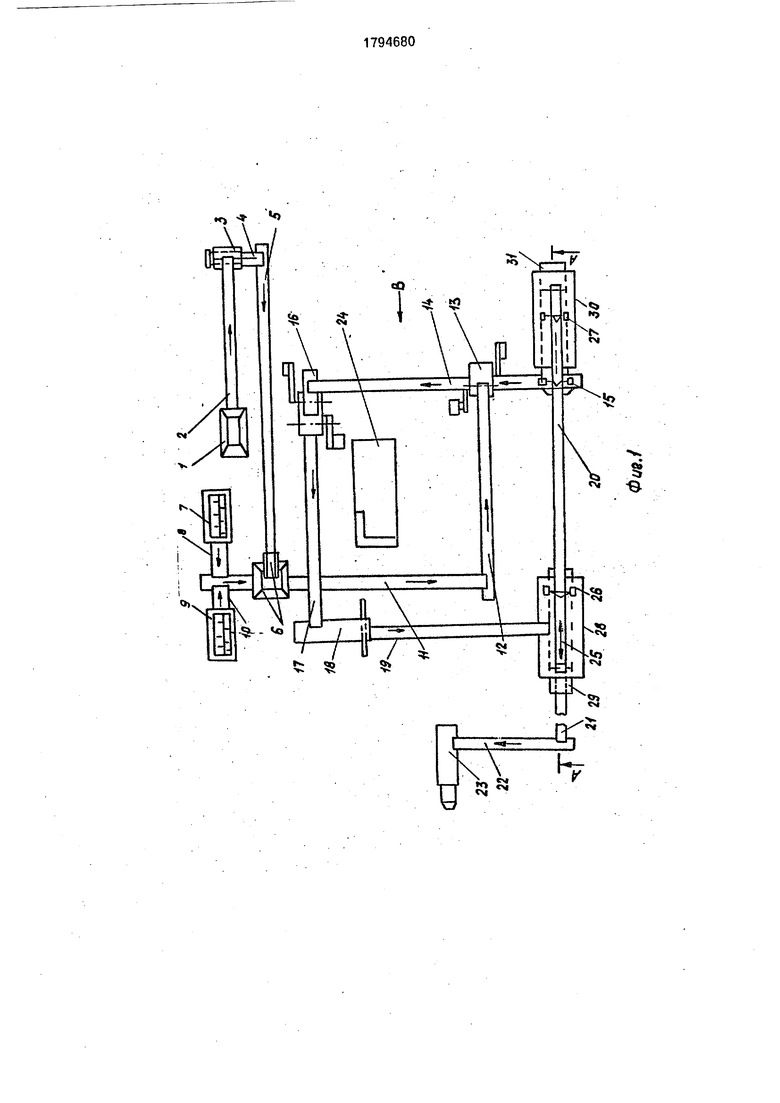
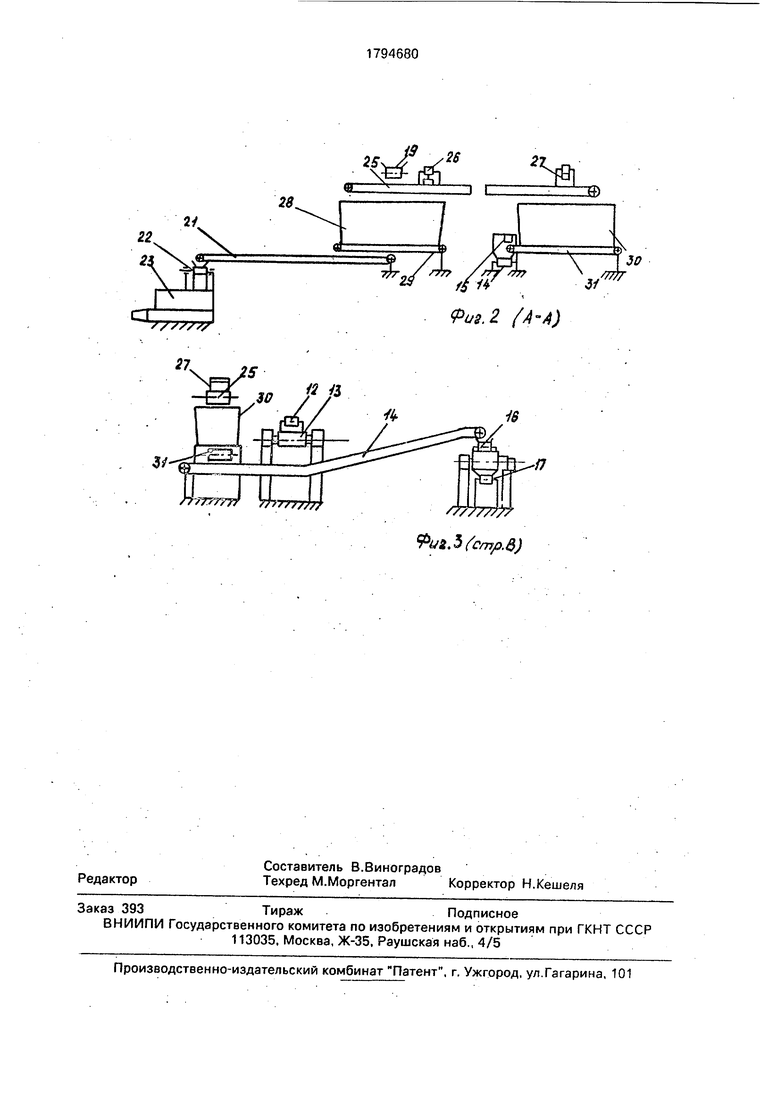
На фиг, 1. 3 приведен пример осуществления и выполнения линий; на фиг. 1 - линия - вид в плане; на фиг. 2 - сечение А-А на фиг 1; на фиг. 3 - вид по стрелке В. : Линия переработки шихты для формования керамических изделий содержит бун- . кер 1 с питателем добавок, ленточный конвейер 2 подачи добавок в дробилку 3, ленточные конвейеры 4 и 5 выгрузки добавок через течку с питателем 6, рыхлитель 7 глины и ящичный питатель 8, второй рыхлитель 9 глины и ящичный питатель 10, ленточные конвейеры 11 и 12 подачи шихты в вальцы 13 грубого помола, ленточный конвейер 14 со сбрасывателем 15 подачи шихты от дополнительного бункера в вальцы 16 тонкого помола, ленточный конвейер 17
подачи шихты в смеситель 18 с фильтрующей решеткой, ленточный конвейер 19 подачи шихты на распределительное устройство 20, ленточные конвейеры 21 и 22 подачи шихты в шнековый пресс 23, систему управления 24.
Распределительное устройство 20 включает реверсивный конвейер 25 с управляемыми плужковыми сбрасывателями 26 и
27. Под распределительным устройством 20 установлены первый дополнительный бункер 28, под которым еоосно установлен дополнительный ящичный питатель 29 и ленточный конвейер 21, а также второй до5 полнительный бункер 30 и под этим еоосно второй дополнительный ящичный питатель 31. Таким образом, реверсивный конвейер 25 установлен еоосно над дополнительными двумя бункерами 28 и 30 и двумя дополни0 тельными питателями 29, 31. Ленточный конвейер 14 со сбрасывателем 15, установлен (фиг. 3) приемной частью под ящичным питателем 31 и вальцами 13 грубого помола, а разгрузочной частью над вальцами 16тон5 кого помола: .
Способ переработки шихты иллюстрируется следующим образом. .. .
Разрыхленную глину из питателей 8 и 10 подают на конвейер 11, на который одно0 временно из питателя 6 подают-размолотые дробилкой 3 добавки. Шихту (глину с добавками) подают в вальцы 13, которое осуществляют грубый помол, затем в вальцы 16, которые осуществляют первичный тонкий
5 помол, затем в смеситель 18, который очищает шихту от посторонних включений, перемешивает и выдает шихту на конвейер 19. Конвейер 19 подает переработанную шихту на распределительное устройство 20. Кон- 0 вейер 25 распределительного устройства 20 при поднятом сбрасывателе 26 и опущенном сбрасывателе 27 подает шихту в бункер 30. Питатель 3.1 выдает шихту из бункера 30 при помощи сбрасывателя 15 на конвейер
5 14, который, минуя вальцы 13 грубого помола, загружает шихту в вальцы 16 тонкого помола.
Вторично размолотая вальцами 16 шихта поступает в смеситель 19 на вторичную
0 очистку и перемешивание, далее на конвейеры 19 и25 приспущенном сбрасывателе26 поступает в бункер 28 и заполняет полный объем бункера 28.
Вторично переработанную шихту из
5 бункера 28 питателем 29 выдают на ленточные конвейеры 21, 22 и в шнековый пресс 23. разгружая бункер 28 наполовину его объема.
Одновременно, т.е. за время расхода половины объема бункера 28, на кольцевой
линии механизмами 1 по 19 осуществляют первичную переработку шихты и загрузку первично переработанной шихтой второго дополнительного бункера 30 конвейером 25 при поднятом сбрасывателе 26 и опущен- ном сбрасывателе 27 до полного объема бункера 30.
Затем, при временно отключенных механизмах поз. 1 по 9, осуществляют разгрузку наполовину бункера 30, путем включения питателя 31, сбрасывателя 15 и ленточного конвейера 14, и направляют шихту на вторичную переработку, минуя вальцы 13, в вальцы 16тонкого помола смеситель 19 на конвейер 19 и 20 на дозагрузку бункера 28 вторично переработанной шихтой до полного объема, возмещая первоначальный расход.
Затем включают механизмы поз. 1 по 9, осуществляют первичную переработку ших
ты и направляют ее на догрузку бункера 30 до полного объема первично переработанной шихтой.
При необходимости, в случае применения трудноперерабатываемой шихты, цикл тонкого помола, очистки и перемешивания повторяют несколько раз, в этом случае подачу гл ины от рыхлителей 7, 9 и добавок от бункера 1 для первичной переработки останавливают на время повторения цикла тонкой переработки.
В случае применения легко перерабатываемой шихты осуществляют один цикл грубой и один цикл тонкой переработки, для этого включают реверсивный конвейер 25 и подают шихту в бункер 28, который разгружают питателем 29 и подают конвейерами 21 и 22 в пресс 23. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия формования строительного кирпича | 1989 |
|
SU1719220A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2461456C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2011 |
|
RU2478471C2 |
| СПОСОБ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КАМНЯ | 2011 |
|
RU2461457C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОЙ ЧЕРЕПИЦЫ | 1993 |
|
RU2046707C1 |
| СПОСОБ ПОДГОТОВКИ ВАНАДИЙСОДЕРЖАЩЕЙ ШЛАКОСОДОВОЙ ШИХТЫ К ОКИСЛИТЕЛЬНОМУ ОБЖИГУ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365650C1 |
| Шихта для изготовления стеклокерамического пропанта | 2021 |
|
RU2763562C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 2005 |
|
RU2287504C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
Использование: для.формования гли няного кирпича на заводах малой и средней годовой мощности. Сущность изобретения: способ состоит в том, что добавки и глина 2 после грубой раздельной переработки подвергаются требуемое количество раз повторной совместной тонкой переработке на кольцевой технологической линии с образованием временного запаса переработанной шихты в технологической линии на промежуточных операциях, что существенно улучшает качество изделий. Добавка и глина предварительно подвергаются дроблению на отдельных машинах, затем шихта проходит совместную грубую и тонкую переработку, в последующем цикл тол.ько гонкой переработки повторяется требуемое количество раз. Линия содержит новый дополнительный конвейер подачи переработанной шихты в пресс, дополнительные бункера и ящичные питатели для кратковременного хранения переработанной шихты в пресс. 2 с.п. ф-лы, 3 ил. 1Л С
Формула изобретения 1. Способ переработки шихты для формования керамических изделий, включающий рыхление глины, дробление добавок, грубый помол и перемешивание глины с добавками, тонкий помол и перемешивание глины с добавками, направление шихты в пресс, отличающийся тем, что, с целью повышения качества переработки шихты, тонкий помол и перемешивание глины с добавками осуществляют повторно с использованием двух дополнительных бункеров, при этом после повторного помола переработанную шихту направляют в один из до- полнительных бункеров и после его заполнения половину шихты направляют в пресс, причем одновременно осуществляют загрузку второго дополнительного бункера первично переработанной шихтой, которую затем направляют на поаторный тонкий помол и очмстку, а затем догружают первый бункер до полного объема, после чего шихту направляют из первого дополнительного бункера з полном объеме в пресс.
устройства расположен соосно над дополнительными бункерами и ящичными питателями с возможностью соединения вальцов тонкого помола, смесителя с фильтрующей решеткой и двух дополнительных бункеров з кольцевой технологический поток переработки шихты.
27,
5,„ «
т/
9W.3 (cmp.Q)
| Линия для производства керамических изделий | 1984 |
|
SU1178605A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
