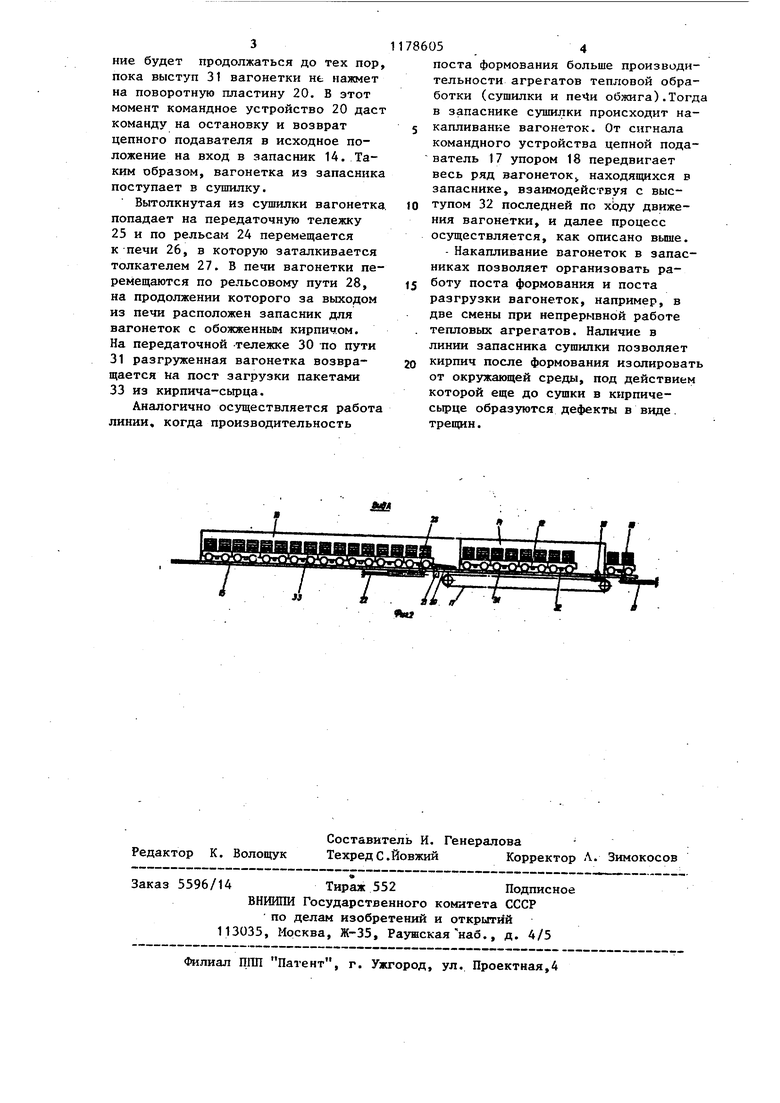
Изобретение относится к производству керамических строительных материалов и может найти применение на заводах, выпускающих кирпич, трубы и другие изделия. Цель изобретения - повышение производительности .за счет автоматического обеспечения ритмичной загрузки сушилки и печи при периодической работе пресса. Н& фиг.1 изображена линия, вид в плане на фиг.2 - вид по стрелке А на фиг.1. Линия содержит ленточный пресс 1 резательный автомат 2, транспортер 3 подачи кирпича к допрессовщику 4, механизм 5, синхронизирующий работу пресса и допрессовщика. Оборудование для садки изделий включает тран портер 6 подачи кирпича, толкатель 7для подачи ряда кирпича, механизм 8, формирующий слой кирпича, переносчик 9 слоя на комплектовочньш стол 10 для набора пакета, переносчик 11 пакета с комплектовочного стола на печную вагонетку 12. После поста формирования пакета садки установлен толкатель 13 для подачи загруженной вагонетки в запасник 14 Рельсовые пути 15 проходят через запасник 14 и сушилку 16. Запасник 14выполнен в виде соосно расположе ной форкамеры с установленным в ней вертикально замкнутым цепным подавателем 17 с односторонним поворотным упором 18 и реверсивным приводо 19. Командное устройство 20 линии с конечным выключателем 21 выполнено в виде поворотной пластины и расположено на входе в сушилку 16. Перем щение вагонеток в сушилке 16 осуществляется подавателем 22 с двуплечим упором 23. На выходе из суши ки перпендикулярно рельсовым путям 15расположены пути 24 с передаточной тележкой 25. Для заталкивания в гонеток с передаточной тележки 25 в печь 26 обжига имеется толкатель 27 8печи 26 проложены рельсовые пути 28. Продолжение рельсовых путей 28 дополнительный рельсовый путь 29 за выходом из печи является запасником для вагонеток с обожженным кирпичом. Возврат вагонеток после их разгрузки на пост загрузки осуществляют с помощью передаточной тележки 30 по путям 31. Вагонетки 12 для взаимодействия с командным 05 . 2 устройством, упорами толкателей и подавателей снабжены выступами 32. Линия работает следующим образом. Из ленточного пресса выходит бесконечный брус прямоугольного сечения, автомат 2 разрезает его на отдельные кирпичи, которые по транспортеру 3 поступают к допрессовщику 4. Далее с помощью формирователя 7 слоя, механизма 8, переносчика 9 слоя на комплектовочный стол 10 собирается пакет 33 кирпича, который переносчиком 11 пакета устанавливает его на печную вагонетку 12. Таким образом на вагонетку последовательно устанавливаются четьфе пакета кирпича.Загруженную вагонетку толкатель 13 перемещает в запасник 14 по рельсовым путям 15.В это время процесс формирования новых изделий продолжается и по мере загрузки вагонетки поступают в запасник. Работа линии в случае, когда в запаснике сушилки находится одна вагонетка. Груженая вагонетка 12, перемещаемая в запасник толкателем, своим выступом 32 повернет упор 18 цепного подавателя 17, который после прохождения вагонетки вернется в исходное положение. В сушилке установлен подаватель 22 с двуплечим упором 23, который переталкивает находящуюся под ним вагонетку на один шаг, равньпЧ длине вагонетки, при этом, если сушилка загружена полностью, то переталкиваемая последняя вагонетка продвинет весь состав. Периодичность работы подавателя рассчитана так, что каждая вагонетка находится в сушилке 48 ч. Последняя вагонетка, находящаяся в сушилке, до включения подавателя нажимает на планку командного устройства. В этом положении связь командного устройства 20 с цепным подавателем 17разомкнута. Когда последняя вагонетка в сушилке передвинется на шаг, планка командного устройства поднимется, связь командного устройства 10 с цепным подавателем 17 замкнется и поступит команда на включение цривода 19 цепного подавателя.Упор 18цепного подавателя придет в движение и увлечет за собой вагонетку, находящуюся в запаснике 14. Движение будет продолжаться до тех пор, пока выступ 31 вагонетки не нажмет на поворотную пластину 20. В этот момент командное устройство 20 даст команду на остановку и возврат цепного подавателя в исходное положение на вход в запасник 14. Таким образом, вагонетка из запасника поступает в сушилку.
Вытолкнутая из сушилки вагонетка, попадает на передаточную тележку 25 и по рельсам 24 перемещается к печи 26, в которую заталкивается толкателем 27. В печи вагонетки перемещаются по рельсовому пути 28, на продолжении которого за выходом из печи расположен запасник для вагонеток с обожженным кирпичом. На передаточной -тележке 30 по пути 31 разгруженная вагонетка возвращается на пост загрузки пакетами 33 из кирпича-сьфца.
Аналогично осуществляется работа линии, когда производительность
1786054
поста формования больше производительности агрегатов тепловой обработки (сушилки и пеЧи обжига).Тогда в запаснике сушилки происходит на5 капливанке вагонеток. От сигнала командного устройства цепной подаватель 17 упором 18 передвигает весь ряд вагонеток находящихся в запаснике, взаимодействуя с высJO тупом 32 последней по хЬду движения вагонетки, и далее процесс осуществляется, как описано выше.
- Накапливание вагонеток в запасниках позволяет организовать ра-
15 боту поста формования и поста разгрузки вагонеток, например, в две смены при непрерывной работе . тепловых агрегатов. Наличие в линии запасника сушилки позволяет
20 кирпич после формования изолировать от окружающей среды, под действием которой еще до сушки в кирпичесырце образуются дефекты в виде. трещин.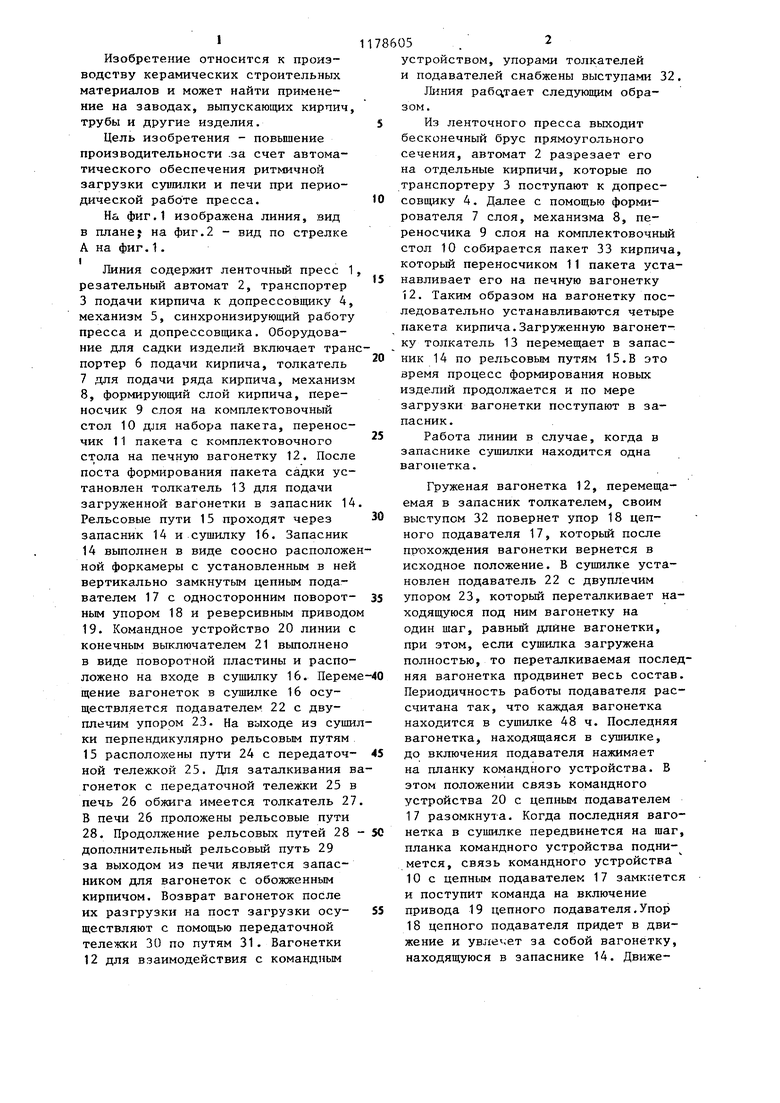
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Линия для производства керамических изделий | 1988 |
|
SU1616822A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Линия формования кирпича полусухого прессования | 1990 |
|
SU1756162A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, содержащая установленные в технологической последовательности пресс, резательный автомат, комплект оборудования для садки изделий, вагонетки с выступами, передаточные тележки с толкателем, сувишку с подавателем, печь и систему управления, отли ающаяся тем, что, с целью повышения производительности за счет автоматического обеспечения ритмичной загрузки сушилки и печи при периодической работе пресса, линия снабжена запасниками печи и сушилки и командным устройством с конечным выключателем, при этом запасник сушилки выполнен в виде соосно расположенной форкамеры с вертикально замкнутым цепным подавателем с поворотным упором и реверсивным приводом, запасник печи - в виде дополнительного рельсо(Л вого пути, а командное устройство расположено на входе в сушилку и связано с приводом цепного подавателя. S 00 О) о ел
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
