Область техники, к которой относится изобретение
Изобретение относится к промышленности строительных материалов, а именно к технологическим линиям для изготовления керамического кирпича.
Уровень техники
Известна поточная линия для изготовления керамического кирпича, содержащая два параллельно расположенных потока, в которых по технологическому процессу расположены формующие пресса, автоматы-укладчики кирпича на сушильные вагонетки, механизмы транспортирования сушильных вагонеток с поворотными кругами, сушила, автоматы-разгрузчики кирпича с сушильных вагонеток, конвейеры подачи кирпича, автоматы-садчики на обжиговые вагонетки, механизмы транспортирования обжиговых вагонеток, печь, толкатели двухстороннего действия и передаточное устройство (см. а.с. СССР №707805, кл. В 28 В 15/00, 1977 г.).
Недостатком данной поточной линии является сложность из-за наличия нескольких сушильных устройств.
Известна автоматическая линия для производства керамических изделий, содержащая в технологической последовательности пресс, устройство для обрезки бруса, ускоряющий ленточный конвейер, многострунный резчик, механизм раздвижки изделий, транспортер для передачи рамок с изделиями в зону действия многовильчатой каретки подъемника, конвейерный питатель, заборник сушильных рамок, передвижную тележку с поворотной платформой, поворотный круг с толкателями вагонеток, двухветьевой вертикально - замкнутый конвейер, ветви которого жестко соединены с толкателем многострунного резчика, передвижную подъемно-опускную каретку с направляющими, соединенную посредством регулируемых тяг с двухветьевым конвейером, имеющего кулачково-коромысловый механизм и подъемно-опускной рольганг, кинематически связанный с ускоряющим ленточным конвейером, сушильная камера (см. а.с. СССР №1052390, кл. В 28 В 15/00, 1982 г.).
Недостатком данной линии является невысокая надежность и производительность, большая металлоемкость.
Наиболее близкой по технической сущности и достигаемому положительному эффекту является принятая авторами за прототип технологическая линия изготовления керамического кирпича, содержащая глиноприемник с роторными измельчителями и средствами транспортировки материалов, два параллельно расположенных потока, каждый из которых включает установленные в технологической последовательности пресс, обрезной автомат, механизм подачи бруса и автомат для резки и садки на печную вагонетку, систему толкателей и поворотных кругов, печь обжига, разгрузчик печных вагонеток и автомат упаковки, при этом она снабжена линией производства дегидратированных добавок, включающей расположенные в технологическом порядке дополнительный глиноприемник с роторным измельчителем и транспортными средствами, вращающуюся печь обжига, холодильник, комбинированную дробилку, элеватор, накопительные емкости и шнековый дозатор, взаимодействующий с транспортером, по которому подается необожженная глина. В линии в качестве печи-обжига используют печь-сушило (см. пат. СССР №1785500, кл. В 28 В 15/00, 1992 г.).
Недостатком данной линии является большая металлоемкость оборудования, большие производственные площади и высокие энергоемкости.
Раскрытие изобретения
Технический результат, который может быть достигнут с помощью предлагаемого изобретения, сводится к уменьшению металлоемкости оборудования, снижению энергоемкости и уменьшению производственных площадей.
Технический результат достигается с помощью технологической линии для производства керамического кирпича пластического формования, содержащей линию производства дегидратированных добавок и линию производства керамического кирпича, включающие установленные в технологической последовательности, два глиноприемника, транспортер, вращающуюся печь, холодильник, трубчатый конвейер, комбинированную дробилку, элеватор, накопитель, шнековые дозаторы, приемное устройство, четыре конвейера, вальцы тонкого помола, передвижной конвейер, передвижной элеватор с горизонтальным подборником, шихтозапасник, смеситель, отрезные автоматы, садчик на обжиговые площади, оборудованный многодисковым резчиком, раздвижное и подъемно-поворотное устройства, обжиговые площадки с толкателями для их перемещения, печь-сушило, толкатели гидравлические, портальный разгрузчик, поддоны для продукции с конвейером для их транспортировки и транспортер подачи свободных поддонов, газоходы с газоочистителями, вентиляторы, воздуховоды, шламонакопитель, при этом она снабжена роликовыми дорожками для перемещения обжиговых площадок и гидравлическими прессами, а печь-сушило выполнена П-образной формы с возможностью размещения по периметру внутри производственного здания, в центре которой расположен шихтозапасник.
Краткое описание чертежа
На чертеже дана технологическая линия для производства керамического кирпича пластического формования, общий вид.
Осуществление изобретения
Технологическая линия для производства керамического кирпича пластического формования содержит линию производства дегидратированных добавок и линию производства керамического кирпича, включающие установленные и соединенные в технологической последовательности глиноприемники 1, 2 с роторным измельчителем (на чертеже не показан), транспортер 3, вращающуюся печь 4, холодильник (на чертеже не показан), трубчатый конвейер 5, комбинированную дробилку (на чертеже не показана), элеватор 6, накопитель 7, шнековый дозатор 8, приемное устройство 9, конвейеры 10, 11, вальцы тонкого помола 12, конвейер 13, передвижной конвейер 14, передвижной элеватор с горизонтальным подборником 15, конвейер 16, шихтозапасник 17, вальцы тонкого помола 18, смеситель 19, шнековые дозаторы 20, гидравлические пресса 21, отрезные автоматы 22, садчик 23 на обжиговые площадки 24, оборудованный многодисковым резчиком, раздвижным устройством (на чертеже не показано) и подъемно-поворотным устройством (на фиг. не показано), толкатели 25 для перемещения обжиговых площадок 24, печь-сушило 26, выполненную П-образной формы с возможностью размещения по периметру внутри производственного здания, в центре которой расположен шихтозапасник 17, толкатели гидравлические 27, 28, 29, роликовые дорожки 30 для перемещения обжиговых площадок 24, портальный разгрузчик 31, поддоны 32 для продукции, конвейер 33 для транспортировки нагруженных поддонов, транспортер 34 подачи свободных поддонов (на чертеже не показаны), газоходы 35, вентиляторы 36, газоочиститель 37, емкость 38 для реагента, воздуховод 39, шламонакопитель 40, опорная балка 41.
Технологическая линия для производства керамического кирпича пластического формования эксплуатируется следующим образом.
Глина автосамосвалом подается в глиноприемники 1 и 2. Глина из приемника 1, оборудованного роторным измельчителем, транспортером 3 подается во вращающуюся печь 4 обжига, в которой глина обжигается до температуры 450-600°С. Обезвоженная глина через водяной холодильник трубчатым конвейером 5 подается в комбинированную дробилку. Измельченная масса элеватором 6 подается в накопитель 7, откуда шнековым дозатором 8 подается в приемное устройство 9 конвейера 11. Смесь конвейером 11 подается в вальцы тонкого помола 12, откуда конвейером 13 подается на передвижной конвейер 14, который передвигается по конструкции конвейера 13 и опорной балки 41, заполняя шихтозапасник 17. Из шихтозапасника 17 многоковшовым горизонтальным подборником 15 шихта подается на конвейер 16, который подает шихту на вальцы тонкого помола 18, смеситель 19. Шнековыми дозаторами 20 формовочная масса подается в гидравлические пресса 21. Отрезные автоматы 22 отрезают мерные куски бруса, которые подаются на садчик 23, снабженный резчиком бруса, брус разрезается на отдельные кирпичи и укладывается с раздвижкой послойно с поворотом на 90° на свободную обжиговую площадку 24. Обжиговые площадки 24 с уложенным кирпичом толкателем 25 по роликовым путям 30 транспортируются на шаровую площадку перед печью-сушило 26 и толкатель 25 заталкивает обжиговую площадку 24 с уложенным кирпичом-сырцом в форкамеру печи-сушило 26. Толкатель 27 проталкивает состав площадок 24 по зоне обжига и возвращается в исходное положение, включается толкатель 28, который проталкивает состав площадок 24 по зоне подготовки и возвращается в исходное положение. Толкатель 29 заталкивает обжиговую площадку 24 из форкамеры в зону печи-сушило 26. Когда форкамера печи-сушило 26 освобождается и толкатель 29 займет исходное положение, в камеру заталкивается следующая обжиговая площадка 24 с сырым кирпичом и цикл повторяется.
Вышедшая обжиговая площадка 24 с обожженным и охлажденным кирпичом толкателем 25 устанавливается на подъемно-поворотное устройство, которое работает синхронно с портальным разгрузчиком 31, который разгружает обжиговую площадку 24 и складирует на поддон 32. Нагруженные поддоны 32 транспортируются конвейером 33 на склад готовой продукции. Свободные поддоны устанавливаются на транспортер 34, который подает их на пост загрузки. Освобожденная обжиговая площадка 24 толкателем 25 транспортируется на подъемно-поворотное устройство садчика 23 и этот цикл повторяется.
Все отработанные газы из обжиговых печей 26 и 4 проходят систему мокрой газоочистки: газопроводы 35, вентиляторы 36, абсорбер с подвижной насадкой 37, емкость реагента 38 и шламонакопитель 40.
Применяя роликовые дорожки 30, шаровые площадки, поршневые гидравлические пресса 21 и обжиговые площадки 24 металлоемкость оборудования снижается на сотни тонн, облегченное оборудование при эксплуатации экономит электроэнергию и дает возможность эксплуатировать печь-сушило 26, размещенную по периметру производственного здания, в центре которого размещен шихтозапасник 17. Все это экономит производственные площади. Применяя пониженную температуру (-450)- (-600)°С,экономится расход газа.
Предлагаемое изобретение по сравнению с прототипом и другими известными техническими решениями имеет следующие преимущества:
- снижение металлоемкости оборудования;
- снижение энергоемкости;
- уменьшение производственных площадей;
- улучшение экологической обстановки окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| Устройство для резки глиняного бруса | 1990 |
|
SU1787789A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Устройство для садки керамических изделий на печную вагонетку | 1989 |
|
SU1789340A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1997 |
|
RU2131808C1 |
| СПОСОБ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КАМНЯ | 2011 |
|
RU2461457C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| Устройство для накопления кирпичей с зазором между ними | 1989 |
|
SU1738670A1 |
Изобретение относится к промышленности строительных материалов, а именно к технологическим линиям для изготовления керамического кирпича. Технический результат, который может быть достигнут с помощью предлагаемого изобретения, сводится к уменьшению металлоемкости оборудования, снижению энергоемкости и уменьшению производственных площадей. Технологическая линия для производства керамического кирпича пластического формирования содержит линию производства дегидратированных добавок и линию производства керамического кирпича, включающие установленные в технологической последовательности два глиноприемника, транспортер, вращающуюся печь, холодильник, трубчатый конвейер, комбинированную дробилку, элеватор, накопитель, шнековые дозаторы, приемное устройство, четыре конвейера, вальцы тонкого помола, передвижной конвейер, передвижной элеватор с горизонтальным подборником, шихтозапасник, смеситель, отрезные автоматы, садчик на обжиговые площади, оборудованный многодисковым резчиком, раздвижное и подъемно-поворотное устройства, обжиговые площадки с толкателями для их перемещения, печь-сушило, толкатели гидравлические, портальный разгрузчик, поддоны для продукции с конвейером для их транспортировки и транспортер подачи свободных поддонов, газоходы с газоочистителями, вентиляторы, воздуховоды, шламонакопитель. Кроме того, технологическая линия снабжена роликовыми дорожками для перемещения обжиговых площадок и гидравлическими прессами. А печь-сушило выполнена П-образной формы с возможностью размещения по периметру внутри производственного здания, в центре которой расположен шихтозапасник. 1 ил.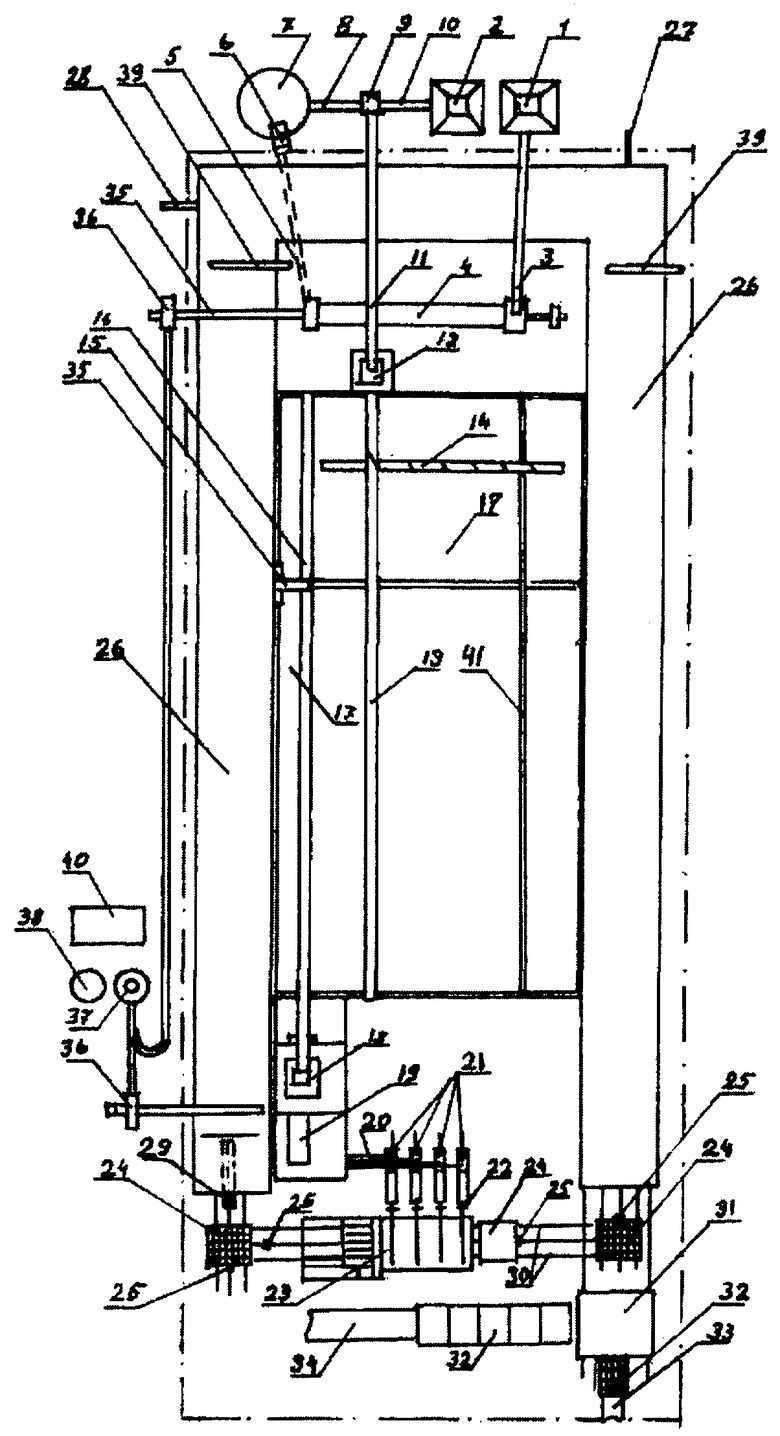
Технологическая линия для производства керамического кирпича пластического формирования, содержащая линию производства дегидратированных добавок и линию производства керамического кирпича, включающие установленные в технологической последовательности два глиноприемника, транспортер, вращающуюся печь, холодильник, трубчатый конвейер, комбинированную дробилку, элеватор, накопитель, шнековые дозаторы, приемное устройство, четыре конвейера, вальцы тонкого помола, передвижной конвейер, передвижной элеватор с горизонтальным подборником, шихтозапасник, смеситель, отрезные автоматы, садчик на обжиговые площади, оборудованный многодисковым резчиком, раздвижное и подъемно-поворотное устройства, обжиговые площадки с толкателями для их перемещения, печь-сушило, толкатели гидравлические, портальный разгрузчик, поддоны для продукции с конвейером для их транспортировки и транспортер подачи свободных поддонов, газоходы с газоочистителями, вентиляторы, воздуховоды, шламонакопитель, отличающаяся тем, что она снабжена роликовыми дорожками для перемещения обжиговых площадок и гидравлическими прессами, а печь-сушило выполнена П-образной формы с возможностью размещения по периметру внутри производственного здания, в центре которой расположен шихтозапасник.
| SU 1785500 A3, 30.12.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ КЕРАМИКИ "РЕДОКСИД" И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2104254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КИРПИЧА И ЛИНИЯ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2047484C1 |
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |
| ЛЕНТОПРОТЯЖНЫЙ МЕХАНИЗМ КИНОАППАРАТА ДЛЯ КОМПЛЕКТА ПЕРЕЗАПИСИ ЗВУКА | 0 |
|
SU349974A1 |

