Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для получения клеевых цилиндрических соединений.
Известен способ получения клеевых цилиндрических соединений типа вал-втулка, поверхности которых сопрягаются с зазором.
Недостатками такого способа являются неравномерность толщины клеевого слоя, снижающая прочность соединения, необхо- применения дополнительных приспособлений для центрирования деталей.
Известен способ склеивания цилиндрических деталей, который основан на применении дополнительной детали - оправки, вводимой вовнутрь охватываемой детали с зазором, определяемым расчетным образом.
Недостатками этого способа являются необходимость обработки сопрягаемых поверхностей оправки и охватываемой детали
с высокой точностью, придавая деталям при формирований клеевого шва вращательн - of возвратно-поступательное движение, точнее позиционирование оправки относительно охватываемой детали, возможность использования только с клеями горячего от- верждёния.о
Наиболее близким по технической сущности и достигаемому результату является способ получения неразъемного соединения концентрично устанавливаемых цилиндрических деталей, включающий изготовление деталей с выполнением отверстия в охватываемой детали, подготовку склеиваемых поверхностей, нанесение на них клея и установку одной детали в другую.
Недостатком данного способа является то, что по нему невозможно соединить детали, установленные с большим зазором по отношению друг к другу.
VJ
ю ел
Ск
со
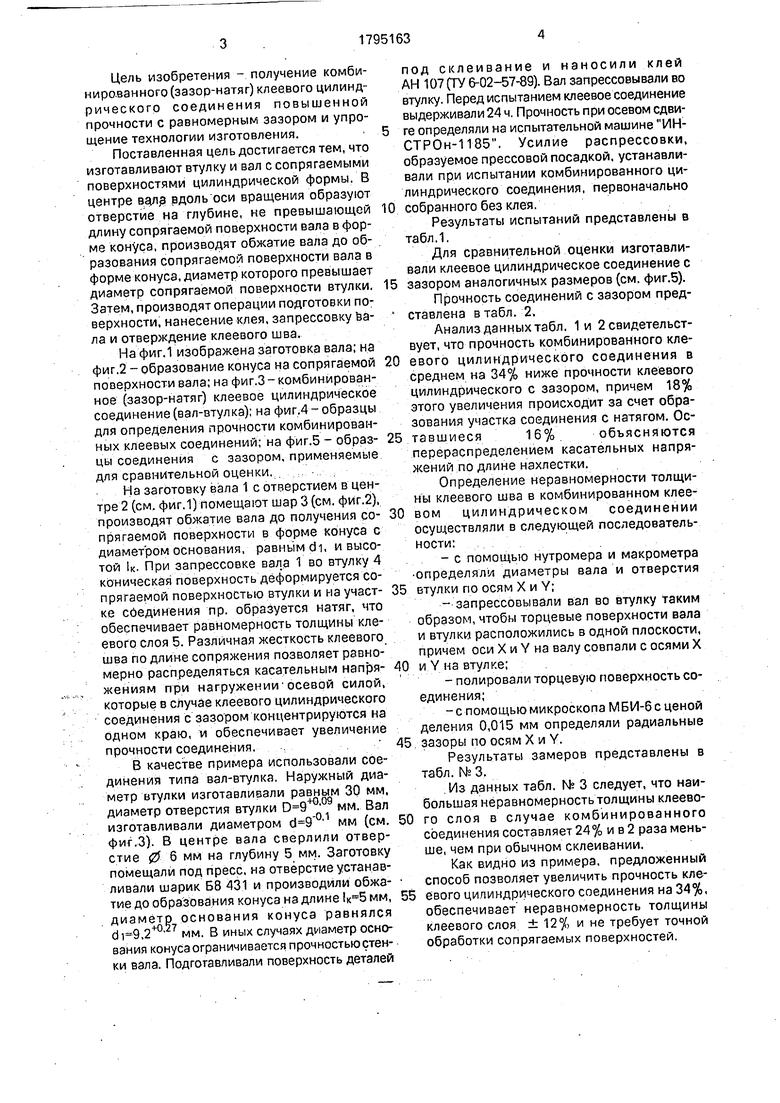
Цель изобретения - получение комбинированного (зазор-натяг) клеевого цилиндрического соединения повышенной прочности с равномерным зазором и упрощение технологии изготовления.
Поставленная цель достигается тем, что изготавливают втулку и вал с сопрягаемыми поверхностями цилиндрической формы. В центре вала рдоль оси вращения образуют отверстие на глубине, не превышающей длину сопрягаемой поверхности вала в форме конуса, производят обжатие вала до образования сопрягаемой поверхности вала в форме конуса, диаметр которого превышает диаметр сопрягаемой поверхности втулки. Затем, производят операции подготовки поверхности, нанесение клея, запрессовку вала и отверждение клеевого шва.
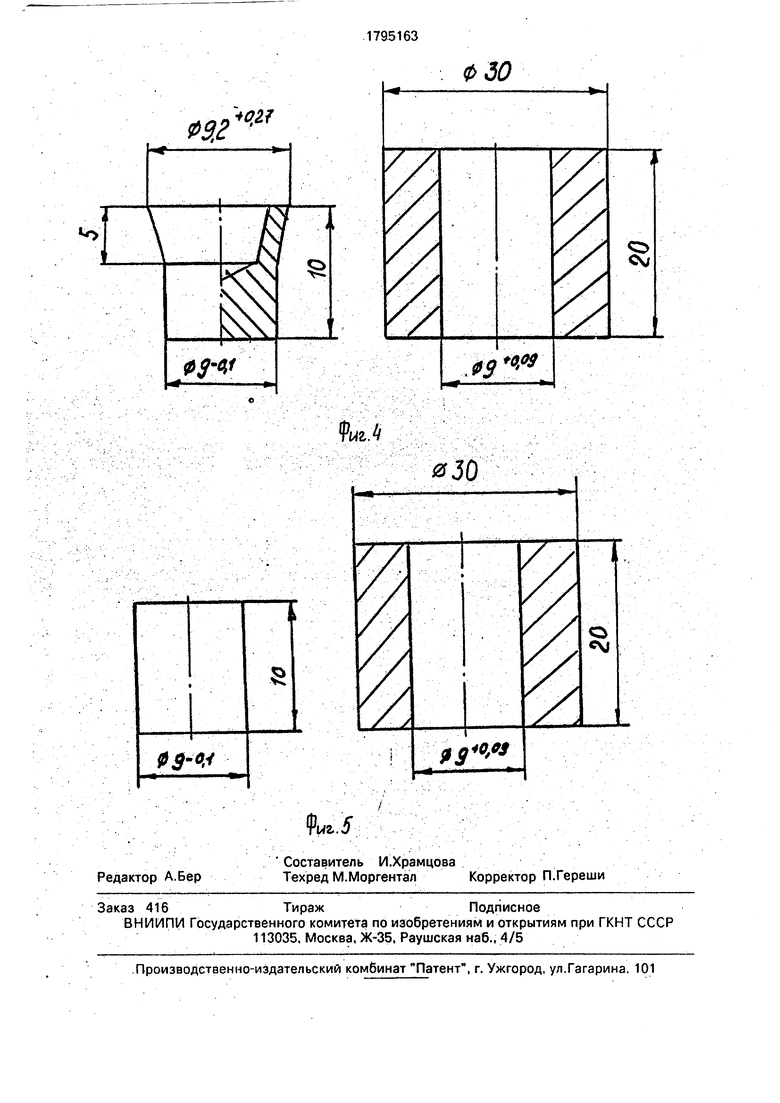
На фиг. 1 изображена заготовка вала; на фиг.2 - образование конуса на сопрягаемой поверхности вала; на фиг.З - комбинированное (зазор-натяг) клеевое цилиндрическое соединение (вал-втулка); на фиг.4- образцы для определения прочности комбинированных клеевых соединений; на фиг.5 - образцы соединения с зазором, применяемые для сравнительной оценки.
На заготовку вала 1 с отверстием в центре (см, фиг. 1) помещают шар 3 (см. фиг.2), производят обжатие вала до получения сопрягаемой поверхности в форме конуса с диаметром основания, равным di, и высотой IK. При запрессовке вала 1 во втулку 4 коническая поверхность деформируется сопрягаемой поверхностью втулки и на участке соединения пр. образуется натяг, что обеспечивает равномерность толщины клеевого слоя 5. Различная жесткость клеевого шва по длине сопряжения позволяет равномерно распределяться касательным напряжениям при нагружении осевой силой, которые в случае клеевого цилиндрического соединения с зазором концентрируются на одном краю, и обеспечивает увеличение прочности соединения. ,
В качестве примера использовали соединения типа вал-втулка. Наружный диаметр втулки изготавливали равным 30 мм, диаметр отверстия втулки D 9+0 09 мм. Вал изготавливали диаметром мм (см. фиг.З). В центре вала сверлили отверстие 06 мм на глубину 5 мм. Заготовку помещали под пресс, на отверстие устанавливали шарик Б8 431 и производили обжатие до образования конуса на длине мм, диаметр основания конуса равнялся d 1-9,2 мм. В иных случаях диаметр основания конуса ограничивается прочностью стенки вала. Подготавливали поверхность деталей
под склеивание и наносили клей АН 107 (ТУ 6-02-57-89). Вал запрессовывали во втулку. Перед испытанием клеевое соединение выдерживали 24 ч, Прочность при осевом сдвиге определяли на испытательной машине ИН- СТРОн-1185. Усилие распрессовки, образуемое прессовой посадкой, устанавливали при испытании комбинированного цилиндрического соединения, первоначально
собранного без клея.
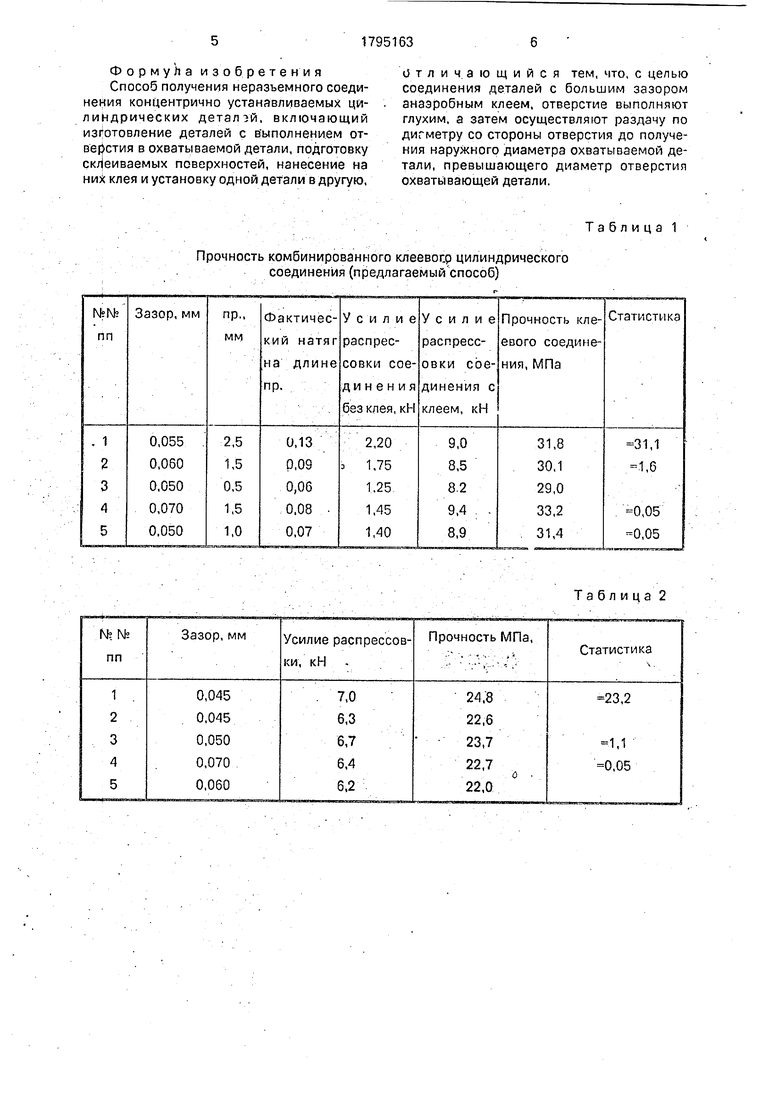
Результаты испытаний представлены в табл.1.
Для сравнительной оценки изготавливали клеевое цилиндрическое соединение с
зазором аналогичных размеров (см. фиг.5). Прочность соединений с зазором пред- ставлена в табл. 2,
Анализ данных табл. 1 и 2 свидетельствует, что прочность комбинированного клеевого цилиндрического соединения в среднем на 34% ниже прочности клеевого цилиндрического с зазором, причем 18% этого увеличения происходит за счет образования участка соединения с натягом. Оставшиеся16%. объясняются перераспределением касательных напряжений по длине нахлестки.
Определение неравномерности толщины клеевого шва в комбинированном клеевом цилиндрическом соединении осуществляли в следующей последовательности:
- с помощью нутромера и макрометра определяли диаметры вала и отверстия втулки по осям X и Y;
-запрессовывали вал во втулку таким
образом, чтобы торцевые поверхности вала
и втулки расположились в одной плоскости,
причем оси X и Y на валу совпали с осями X
и Y на втулке;
- полировали торцевую поверхность соединения;
-с помощью микроскопа МБИ-б с ценой деления 0,015 мм определяли радиальные . зазоры по осям X и Y.
Результаты замеров представлены в табл. №3.
.Из данных табл. № 3 следует, что наибольшая неравномерность толщины клеево- го слоя в случае комбинированного соединения составляет 24% и в 2 раза меньше, чем при обычном склеивании.
Как видно из примера, предложенный способ позволяет увеличить прочность кле- евого цилиндрического соединения на 34%, обеспечивает неравномерность толщины клеевого слоя ± 12% и не требует точной обработки сопрягаемых поверхностей.
Формула изобретения Способ получения неразъемного соединения концентрично устанавливаемых цилиндрических деталэй, включающий изготовление деталей с выполнением отверстия в охватываемой детали, подготовку склеиваемых поверхностей, нанесение на них клея и установку одной детали в другую,
Отлич. ающийся тем, что, с целью соединения деталей с большим зазором анаэробным клеем, отверстие выполняют глухим, а затем осуществляют раздачу по дигметру со стороны отверстия до получения наружного диаметра охватываемой детали, превышающего диаметр отверстия охватывающей детали.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания деталей,охватывающих одна другую | 1980 |
|
SU937499A1 |
| СОЕДИНЕНИЕ ДЕТАЛЕЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ПЕРЕМЕННОГО КОНСОЛЬНОГО ИЗГИБА | 1991 |
|
RU2167754C2 |
| Способ получения клеевого соединения деталей | 2021 |
|
RU2751979C1 |
| Соединение деталей | 1990 |
|
SU1761993A1 |
| Способ быстрого склеивания ортогональных поверхностей плоской и цилиндрической деталей в беспилотном летательном аппарате | 2024 |
|
RU2838361C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ СКЛЕИВАНИЕМ | 2017 |
|
RU2652487C1 |
| Способ изготовления тонкостенных осесимметричных оболочек | 2016 |
|
RU2649477C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2005 |
|
RU2319592C2 |
| Способ восстановления изношенных деталей | 1990 |
|
SU1791090A1 |
| Способ получения неразъемного соединения деталей | 1985 |
|
SU1389977A1 |

Использование: для получения клеевых цилиндрических соединений с большим зазором. Сущность изобретения: при получении неразъемного соединения концентрич- но устанавливаемых цилиндрических деталей детали изготавливают, выполняя отверстия в охватываемой, подготавливают склеиваемые поверхности, наносят на них клей и устанавливают одну деталь в другую. При этом упомянутое отверстие выполняют глухим, а вслед за этим осуществляют раздачу охватываемой детали по диаметру со стороны отверстия до получения наружного диаметра охватываемой детали, превышающего диаметр отверстия охватывающей детали. 3 табл., 5 ил.
Прочность комбинированного клеевого цилиндрического соединения (предлагаемый способ)
Таблица 1
Таблица 2
Неравномерность толщины клеевого шва комбинированного клеевого цилиндрического соединения
fe.3
ш:
ФЗО
| БАРАБАННАЯ МИКРОВОЛНОВАЯ СУШИЛКА | 1995 |
|
RU2109232C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
