ФИ8.1
Изобретение относится к обработке металлов резанием и может быть использовано на токарных станках с ЧПУ, а именно для автоматизированной подачи прутка в зону резания.
Целью изобретения является расширение технологических возможностей путем обеспечения захвата прутка с малым выле- том из зоны зажима.
Нафиг.1 представлен захват для подзчи прутка, общий вид; нафйг.2-видА нафиг.1.
Захват для подачи прутка имеет корпус 1, закрепленный в револьверной головке суппорта токарного станка (не показаны) с помощью хвостовика 2 и зажимных элементов 3, выполненных в виде рычагов, вращающихся вокруг осей 4. Рычаги 3 подпружинены пружиной сжатия 5 механизма регулирования усилия зажима, который содержит подпружиненные пружиной 5 тарелки б и винты 7, расположенные на концах рычагов 3. Тарелки 6 имеют сферические поверхности, ответные сферическим поверхностям винтов -7, и предназначены для взаимодействия с поверхностями упомянутых винтов 7. Для удобства захвата прутка рычаги 3 снабжены заходной фаской 8. Настройка захвата на диаметр обрабатываемого прутка производится с помощью настроенных винтов 9, расположенных в рычагах 3 перпендикулярно оси захвата 00.
Захват для подачи прутка работает следующим образом.
Подаваемый пруток закрепляется в механизированном самоцентрирующем патроне токарного станка в ЧПУ (не показан). Захват для подачи прутка, закрепленный в револьверной головке суппорта станка, перемещается совместно с суппортом до совмещения оси захвата с осью прутка. Затем происходит наезд на пруток и захват его зажимными элементами 3 с помощью за- ходных фасок 8, то есть происходит перемещение вдоль оси прутка. Настройка на зажимаемый диаметр прутка.производится настроечными винтами 9. Сила зажима прутка (при изготовлении первой детали) регулируется винтами 7, которые сферической поверхностью взаимодействуют с ответной поверхностью тарелок 6, которые предотвращают изгиб пружины 5 за счет их шарнирной установки с упомянутыми винтами 7.
После этого зажимные кулачки самоцентрирующего патрона разжимаются, освобождая пруток, а суппорту совместно с захватом и прутком задается обратное перемеа ение вдоль оси прутка и происходит вытягивание
прутка из патрона на нужную длину (не показано). По достижении необходимой длины прутка зажимные кулачки самоцентрирую- щёго патрона сжимаются, закрепляя пруток, а захват, перемещаясь совместно с
суппортом вдоль оси прутка, освобождает его и возвращается в исходное положение. Далее начинается процесс обработки заготовки. После-обработки и отрезки детали цикл повторяется. Все перемещения суппорта с захватом, а также зажим и разжим самоцентрирующего патрона производится по программе, срабатываемся устройством числового программного управления станка.
Новая конструкция прутка обеспечивает наименьший вылет зажимных элементов 3 от торца захватываемого прутка, так как охватываемые поверхности элементов 3 располагаются на минимально возможном
расстоянии от торца упомянутых элементов за счет конструкции последних.
По сравнению с прототипом, зажимными элементами которого являются дисковые кулачки, и тем самым вылет зажимных элементов больше, у нового захвата расширяются технологические возможности, потому что возможно получение деталей из прутка различных длин.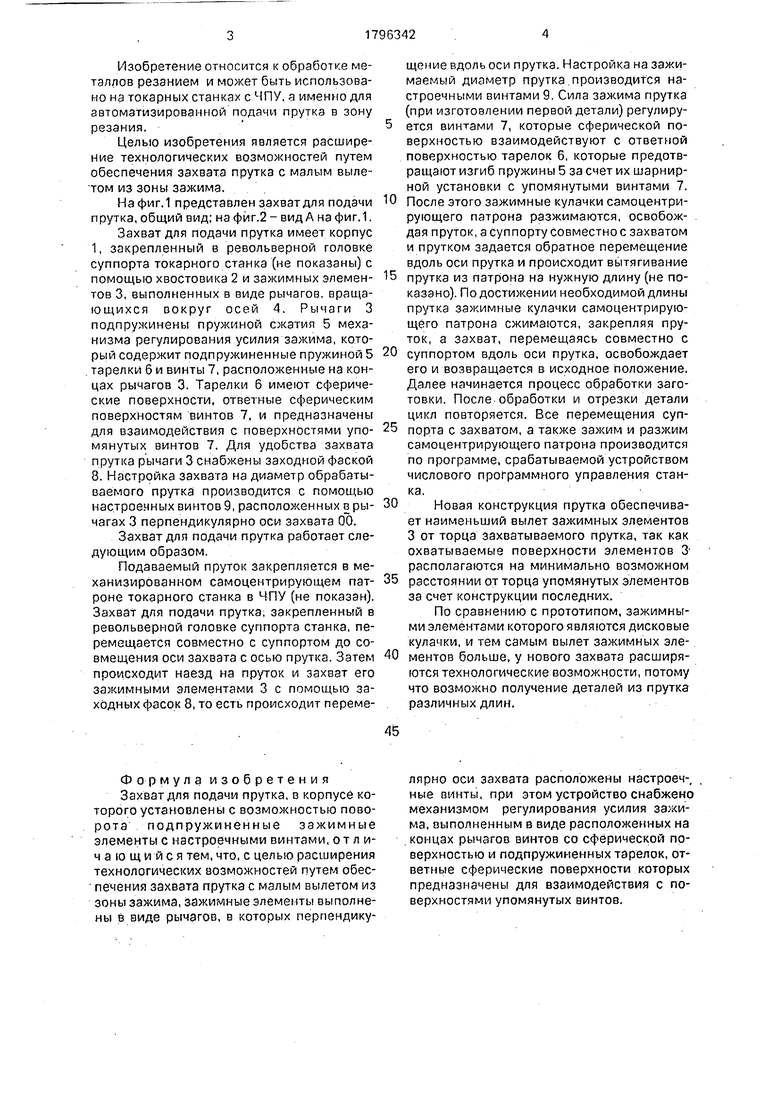
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для подачи прутка | 1989 |
|
SU1703263A1 |
| Захват для подачи прутка | 1988 |
|
SU1627331A1 |
| Захват для подачи прутка | 1986 |
|
SU1395428A1 |
| Автоматическая револьверная головка | 1990 |
|
SU1776493A1 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Устройство для захвата прутка на станках с ЧПУ | 1986 |
|
SU1335371A1 |
| Пневматический патрон для подачи и крепления прутка | 1959 |
|
SU129452A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Устройство для зажима пруткового материала | 1984 |
|
SU1222422A1 |
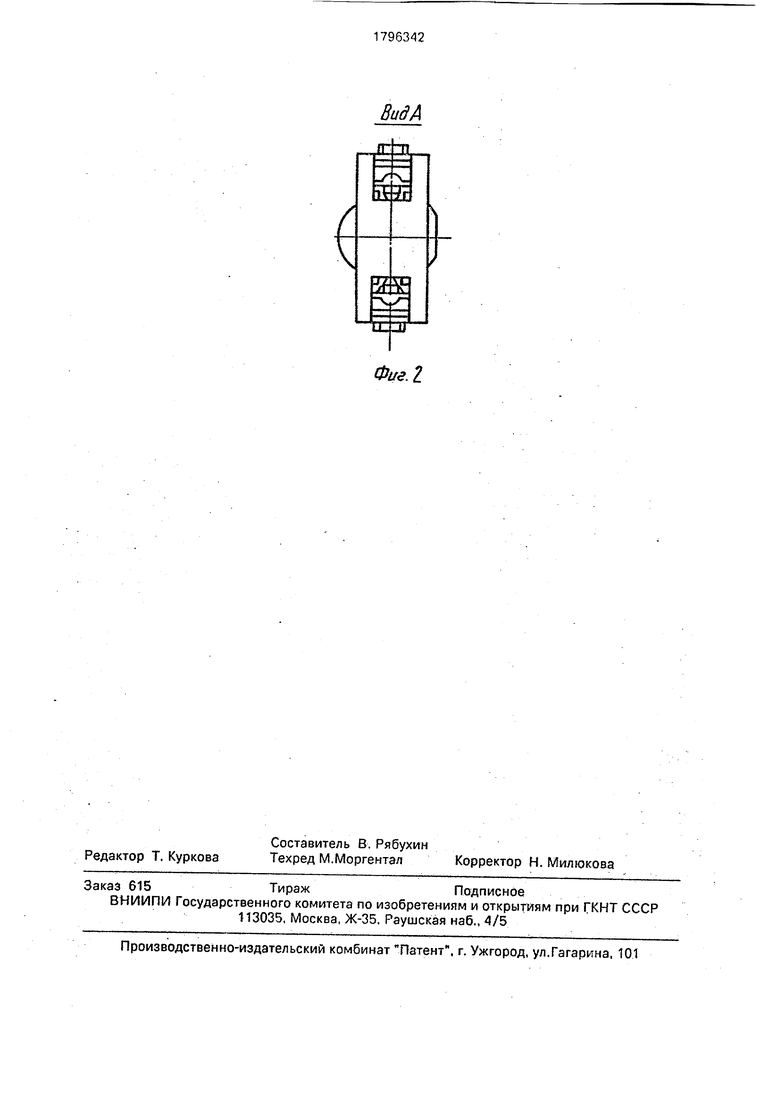
Использование: в захватах для автоматизированной подачи прутка на токарных станках с ЧПУ. Сущность изобретения: захват дли подачи прутка в виде корпуса 1 с шарнмрнр установленными зажимными элементами 3, выполненными в виде рычагов, вращающихся вокруг осей 4. Корпус 1 закреплен в револьверной головке суп порта станка с помощью хвостовика 2, перемещается совместно с суппортом по совмещению оси захвата 00с осью прутка. Затем происходит наезд на пруток и захват его. Настройка на зажимаемый диаметр прутка производится настроечными винтами 9, а сила зажима регулируется винтами 7, после этого элементы само центрирующего патрона разжимаются, освобождая пруток, а суппорту совместно с захватом и прутком задается обратное перемещение г.доль оси прутка. Происходит вытягивание прутка из патрона на нужную длину. Тарелки 6 предотвращают изгиб пружины 5 за счет их шарнирной установки: сферическая выпуклая поверхность винтов 7 контактирует с наружной сферической поверхностью тарелок 6, Зажимные элементы самоцентриругощего патрона затем сжимаются, закрепляя пруток, а захват, перемещаясь совместно с суппортом вдоль оси прутка, освобождает его и возвращается в исходное положение. 2 ил. ел С
Формула изобретения Захват для подачи прутка, в корпусе которого установлены с возможностью поворота подпружиненные зажимные элементы с настроечными винтами, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения захвата прутка с малым вылетом из зоны зажима, зажимные элементы выполнены в виде рычагов, в которых перпендикулярно оси захвата расположены настроеч-. ные винты, при этом устройство снабжено механизмом регулирования усилия зажима, выполненным в виде расположенных на . концах рычагов винтов со сферической поверхностью и подпружиненных тарелок, ответные сферические поверхности которых предназначены для взаимодействия с поверхностями упомянутых винтов.
Вид А
Фиг. I
| Захват для подачи прутка | 1986 |
|
SU1395428A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
