/2 з.1
Изобретение относится к металло- обработке и может быть использовано для подачи прутка через шпиндель то- карных станков с ЧПУ..
Целью изобретения является расширение технологических возможностей посредством увеличения диапазона подаваемых прутков.
На фиг.1 представлен захват, об- щий вид; на фиг,2 - разрез А-А на фиг.1.
Захват для прутков состоит из корпуса (фиг.1), закрепленного в резцедержателе суппорта токарного стан- ка с помощью хвостовика 2, и шарнир- но связанных с корпусом 1 рычагов 3, подпружиненных друг к другу пружиной 4, На осях 5, расположенных на концах рьмагов 3 с возможностью поворо- та, закреплены зажимные элементы, выполненные в виде дисковых кулачков 6, рабочая поверхность 7 которых выполнена в форме расположенных по архимедовой спирали острозаточенных зубьев 8, На рабочей поверхности кулачков 6 выполнена заходная фаска 9,
Фиксация кулачков 6 в рабочем положении осзпцествляется с помощью фик саторов 10, вьтолненных в виде нажимных винтов, рабочие концы 11 которых вьшолнены коническими по форме впадины между острозаточенными зубьями 8 Фиксаторы установлены в резьбовых отверстиях 12 рычагов 3.
Захват работает следующим образом.
Додаваемый пруток закрепляется в ме ханизированнбм самоцентрирующем патроне токарного станка с ЧПУ (не показан). Захват, закрепленный в суппорте станка с помощью хвостовика 2, перемещается совместно с суппортом параллельно оси прутка на некотором расстоянии от него до достижения зубьями 8 конца прутка. Затем суппорту и соответственно захвату сообщает™ ся движение, перпендикулярное оси прутка, до совмещения оси прутка с серединой рабочей поверхности профиля 7, кулачков 6, чему способствует наличие на кулачках заходной фаски 9« При этом происходит врезание зубьев 8 в тело прутка за счет усилия, соз- даваемого пружин;ой 4.
После этого зажимные элементы самоцентрирующего патрона разжимаются, освобождая пруток, а суппорту совместно с захватом и прутком задается перемещение вдоль оси прутка и происходит вытягивание .прутка из патрона на нужную длину (не показано).
По достижении необходимой длины прутка его снъва зажимают в патроне, а захват, перемещаясь совместно с суппортом перпендикулярно оси прутка освобождает его и возвращается в исходное положение.
Все перемещения суппорта с захватом, а также зажим и разжим самоцент рирующего патрона производятся по программе, отрабатываемой устройством числового программного управления станка.
При необходимости перенастройки захвата для работы с прутками друго- г.о диаметра рабочие концы 11 фиксаторов 10 выводят из зацепления с впадинами кулачков 6, которые поворачивают до получения необходимого расстояния между обращенными друг к другу зубьями 8 кулачков 6 и фиксируют в этом положении фиксаторами 10.
Изобретение позволяет, по сравнению с прототипом, за счет обеспечения возможности регулирования расстояния между рабочими элементами значительно расширить технологические возможности устройства и тем самым обеспечить работу с прутками различных диаметров.
Фор м у ла изобретения
Захват для подачи прутка, в корпусе, которого шарнирно установлены подпружиненные рычаги с зажимными элементами, отличающийся тем, что, с целью расширения технологических возможностей посредством увеличения диапазона подаваемых прутков, захват снабжен фиксаторами, а зажимные элементы вьшолнены в виде дисковьгх кулачков, рабочая поверхность которых вьтолнена в форме острозаточенных зубьев, расположенных по архимедовой спирали, а в рычагах вьшолнены отверстия для размещения фиксаторов, предназначенных для взаимодействия с зубьями кулачков.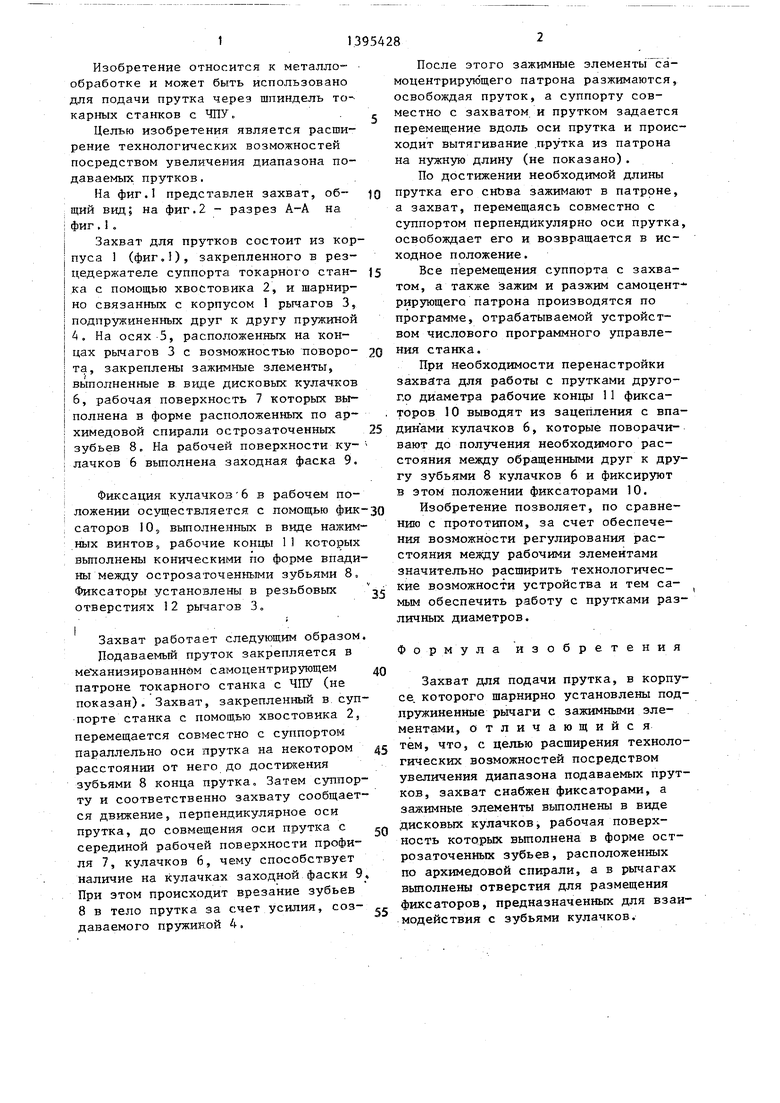
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват для подачи прутка | 1990 |
|
SU1796342A1 |
| Захват для подачи прутка | 1989 |
|
SU1703263A1 |
| Захват для подачи прутка | 1988 |
|
SU1627331A1 |
| Способ нарезания зубьев реек на торцовой поверхности кулачков самоцентрирующихся патронов | 1991 |
|
SU1806048A3 |
| ТОКАРНЫЙ ПРУТКОВЫЙ АВТОМАТ | 1971 |
|
SU303143A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Устройство для автоматической подачи прутка | 1987 |
|
SU1530406A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Автоматическая револьверная головка | 1990 |
|
SU1776493A1 |
| Зажимной патрон | 1990 |
|
SU1787072A3 |
Изобретение относится к области металлообработки и может быть использовано для подачи прутка через шпиндель токарных станков с ЧПУ. Цель, изобретения - расширение технологических возможностей посредством увеличения диапазона подаваемых прутков. Б корпусе 1 захвата шарнирно установлены подпр5гжиненные рычаги 3, на кон- цах которых на осях 5 расположены зажимные элементы, выполненные в виде дисковьпс кулачков 6, рабочая поверхность 7 которых выполнена в форме острозаточенных зубьев 8, расположенных по архимедовой спирали. Фиксация кулачков 6 осуществляется с помощью фиксаторов 10, установленных в отверстиях 12. рычагов 3 и предназначенных для взаимодействия с зубьями 8 кулачков 6. Закрепление прутка осуществляется зубьями 8 кулачков 6 при перемещении захвата перпендикулярно оси прутка, после чего задается перемещение вдоль оси прутка с вытягиванием его из патрона на требуемую величину. 2 ил. (Л с
| Кожевников С.Н | |||
| и др | |||
| Элементы механизмов | |||
| М.: Государственное издательство оборонной промьшшенности | |||
| Приспособление для строгания деревянных полов, устраняющее работу на коленях | 1925 |
|
SU1956A1 |
| БУФЕРНЫЙ ТОРМАЗ | 1922 |
|
SU732A1 |
| Ступица со свободным ходом для ведущих автомобильных колес | 1922 |
|
SU2301A1 |
