Изобретение относится к станкостроению и может быть использовано для центрирования и зажима деталей увеличенной длины по цилиндрической поверхности с прижимом детали к торцу.
Целью изобретения является повышение надежности зажима.
На фиг. 1 изображен продольный осевой разрез оправки; на фиг. 2 - разрез А-А на фиг. 1.
Оправка содержит корпус 1, закрепленный на шпинделе станка 2. Внутри корпуса проходит тяга 3, связанная со штоком 4 привода (например, гидроцилиндра).
Головка тяги 3 входит в цилиндрическую выточку втулки 5, закрытой крышкой 6, которая зафиксирована в выточке упорным кольцом 7, В радиальных пазах втулки 5 установлены зажимные элементы 8, выполненные в виде двуплечих рычагов, которые посредством сегментных вкладышей 9 контактируют с клиновыми скосами оправки 1. Зажимные элементы 8 имеют 2 выступы Б и В с кольцевыми проточками, в которых установлены пружинные кольца 10. Устройство показано для обработки зубчатого венца втулки 11, долбяком 12.
Устройство работает следующим образом.
В исходном положении шток 4 с тягой 3 и втулкой 5 находятся в верхнем положении. Зажимные элементы 8 пружинными кольцами 10 прижаты к сегментным вкладышам 9, а последние -.к скосам корпуса оправки 1. Поверхности Б и В зажимных элементов 8 при этом утоплены во втулке 5. Обрабатываемая деталь 11 свободно надевается на втулку 5. Включается привод, штоком 4 посредством тяги 3 втулка 5 перемещается
0
вниз и перемещает с собой зажимные элементы 8 с вкладышами 9. Последние, перемещаясь по клиновым скосам корпуса оправки 1, расходятся в радиальном направлении. Это движение сообщается зажимными элементами 8, которые перемещаются до упора участками Б и В в поверхность обрабатываемой детали 11. При этом зажимные элементы 8 самоустанавливаются за счет проворота по цилиндрической поверхности сегментных вкладышей 9. Происходит центрирование детали. При дальнейшем перемещении тяги 3 вниз происходит прижим детали 11 к торцу
5 Т корпуса 1. .
После обработки детали штоком 4 посредством тяги 3 втулка 5 с кулачками 8 поднимается вверх. Деталь 10 отрывается от торца и при дальнейшем перемещении
0 втулки 5 вверх зажимные элементы 8 пружинными кольцами 10 утапливаются и деталь 11 освобождается,
Фор мула изобретения Оправка, содержащая корпус с конической поверхностью, установленную на корпусе с возможностью перемещения втулку с пазами, связанную с приводом перемещения, и зажимные элементы, размещенные в пазах втулки, отличающаяся тем, что, с целью повышения надежности зажима путём выравнивания зажимного усилия в двух сечениях, оправка снабжена сегментными цилиндрическими вкладышами, основание которых предназначено для взаимодействия с конической поверхностью корпуса, а зажимные элементы выполнены в виде двуплечих рычагов и установлены на цилиндрической поверхности вкладышей.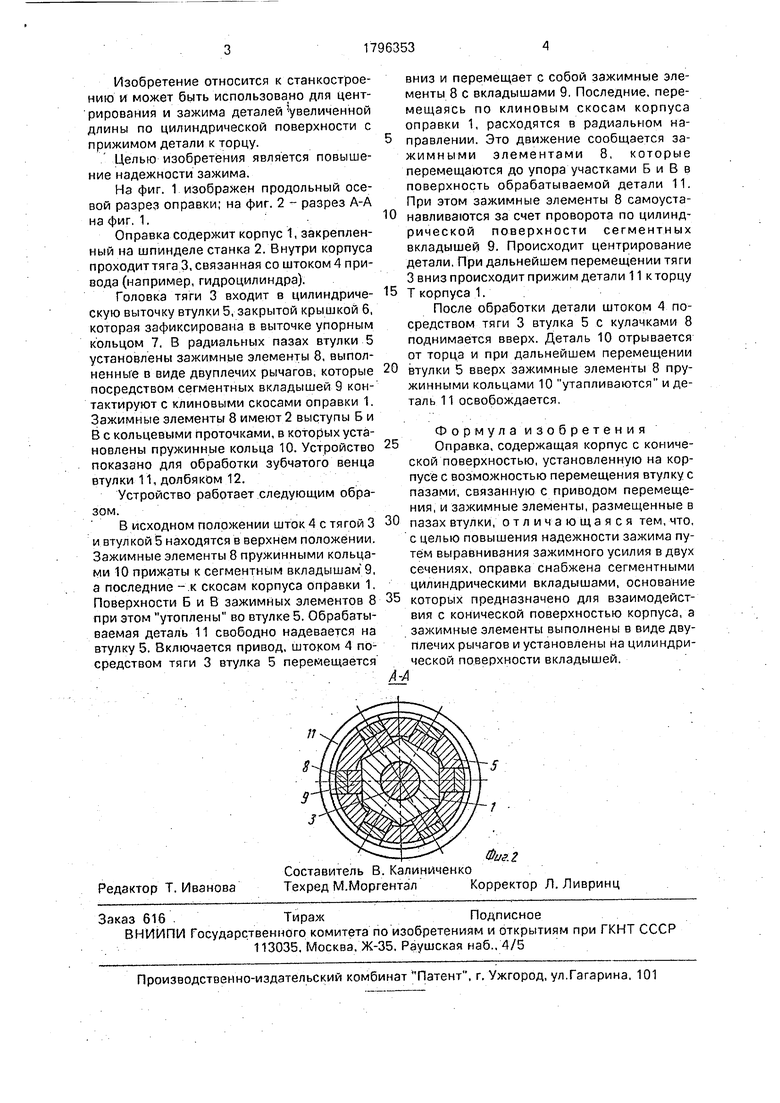
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1989 |
|
SU1743716A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Устройство для закрепления деталей | 1986 |
|
SU1407750A1 |
| САМОЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2087269C1 |
| Устройство для закрепления вкладышей подшипников скольжения | 1987 |
|
SU1668060A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Зажимной патрон | 1983 |
|
SU1094675A1 |
| Патрон для закрепления цилиндрических деталей с радиальными отверстиями | 1982 |
|
SU1065097A1 |
| Устройство для гибки петель из проволоки | 1989 |
|
SU1611527A1 |
Использование: в металлообработке для надежного центрирования и зажима деталей увеличенной длины с одновременным прижатием детали к торцу. Сущность изобретения: устройство содержит оправку 1, внутри которой проходит тяга 3, связанная с втулкой 5, в которой установлены зажимные элементы 8, выполненные в виде дву- плечих рычагов. Последние посредством сегментных вкладышей 9 контактируют с клиновидными скосами оправки 1. При перемещении тяги 3 вниз зажимные элементы 8, перемещаясь со втулкой 5, расходятся о радиальном направлении, самоустанавливаются за счет проворота на цилиндрической поверхности сегментного вкладыша 9 и производят центрирование и зажим детали 11 на участке Б и В. При этом деталь прижимается к торцу Т. 2 ил. П 6 3 7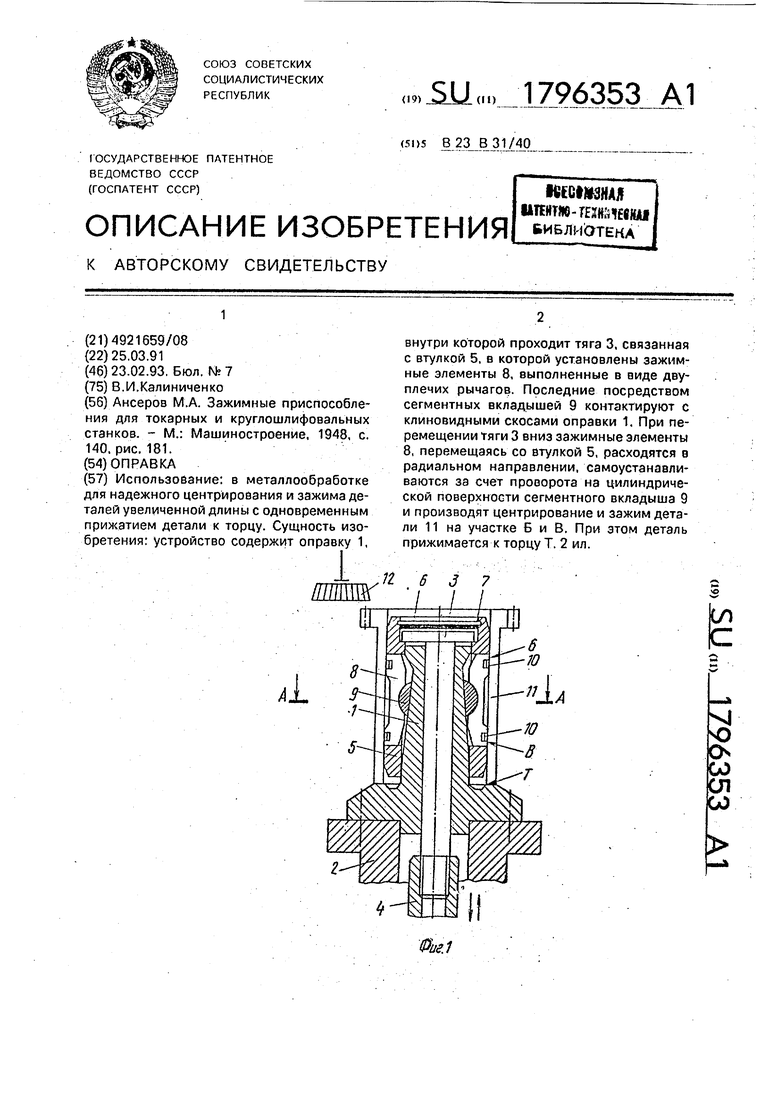
| Ансеров М.А | |||
| Зажимные приспособления для токарных и круглошлифовальных станков | |||
| - М.: Машиностроение, 1948, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| рис | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
