Изобретение относится к области машиностроения, к электрофизическим и электрохимическим методам обработки материалов, а именно к электролитам для размерной электрохимической обработки изделий преимущественно из железохромо- никелевых сплавов, например ЭП 718 В Д.
Цель изобретения - повышение точности и производительности размерной электрохимической обработки изделий из железохромоникелевых сплавов при сохранении качества поверхности.
Использование в качестве основы электролита натрия хлорнокислого позволяет осуществить процесс с возрастающей зависимостью выхода по току от плотности тока.
Добавки солянокислого гидроксилэми- на способствуют достижению более высокой удельной скорости растворения на участках изделия, где локальная плотность тока больше. Это.приводит к увеличению производительности и точности обработки при сохранении достигнутого уровня качества поверхности..
При проведении патентных исследований аналогичных решений не обнаружено.
Выбор концентраций компонентов осуществлён исходя из соображений обеспече- ниявысокой точности и производительности ЭХО. С увеличением концентрации хлорнокислого натрия более 10% и концентрации добавки солянокислого гидроксиламина более 0,3% возрастает рассеивающая способность электролита, что приводит к ухдшению точности обработки. Уменьшение концентрации хлорнокислого натрия ниже 4% обуславливает снижение производительности. Добавка солянокислого гидроксиламина концентрацией менее 0,1% является малоэффективной с точки зрения увеличения производительности и точности процесса ЭХО.
Предлагаемый состав электролита опробован при размерной электрохимической обработке образцов из желеэохромонике- левого сплава ЭП 718 ВД на модернизированном станке с импульсным источником питания (U 20 В, т 1 мс, Т 3) и вибрацией катода-инструмента (F 12 Гц). Обработка образцов осуществлялась на межэлектродном зазоре 0.05-0,4 мм при максимальной плотности тока 25-30 А/см2,
VI
О
О 00
Os 00
температура электролита 20°С, давление электролита на входе 0,7 МПа. .. Для приготовления электролита растворяют рассчитанное количество перхлората натрия и солянокислого гидроксидамина в водопроводной воде.
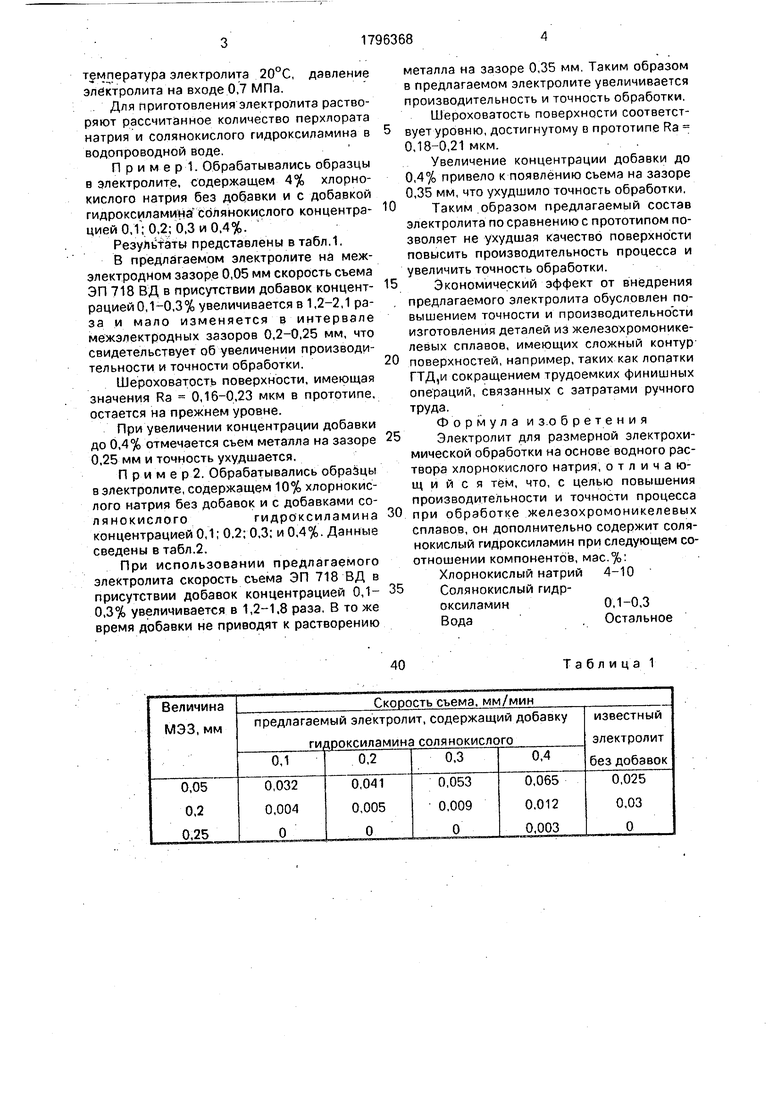
П р и м е р 1. Обрабатывались образцы в электролите, содержащем 4% хлорно- кислого натрия без добавки и с добавкой гидроксиламина солянокислого концентрацией 0, 0,2; 6,3 и 0,4%.
Результаты представлены в табл,1.
В предлагаемом электролите на межэлектродном зазоре 0,05 мм скорость съема ЭП 718 ВД в присутствии добавок концентрацией 0,1-0,3% увеличивается в 1,2-2,1 раза и мало изменяется в интервале межэлектродных зазоров 0,2-0,25 мм, что свидетельствует об увеличении производительности и точности обработки.
Шероховатость поверхности, имеющая значения Ra 0,16-0,23 мкм в прототипе, остается на прежнем уровне.
При увеличении концентрации добавки до 0,4% отмечается съем металла на зазоре 0,25 мм и точность ухудшается.
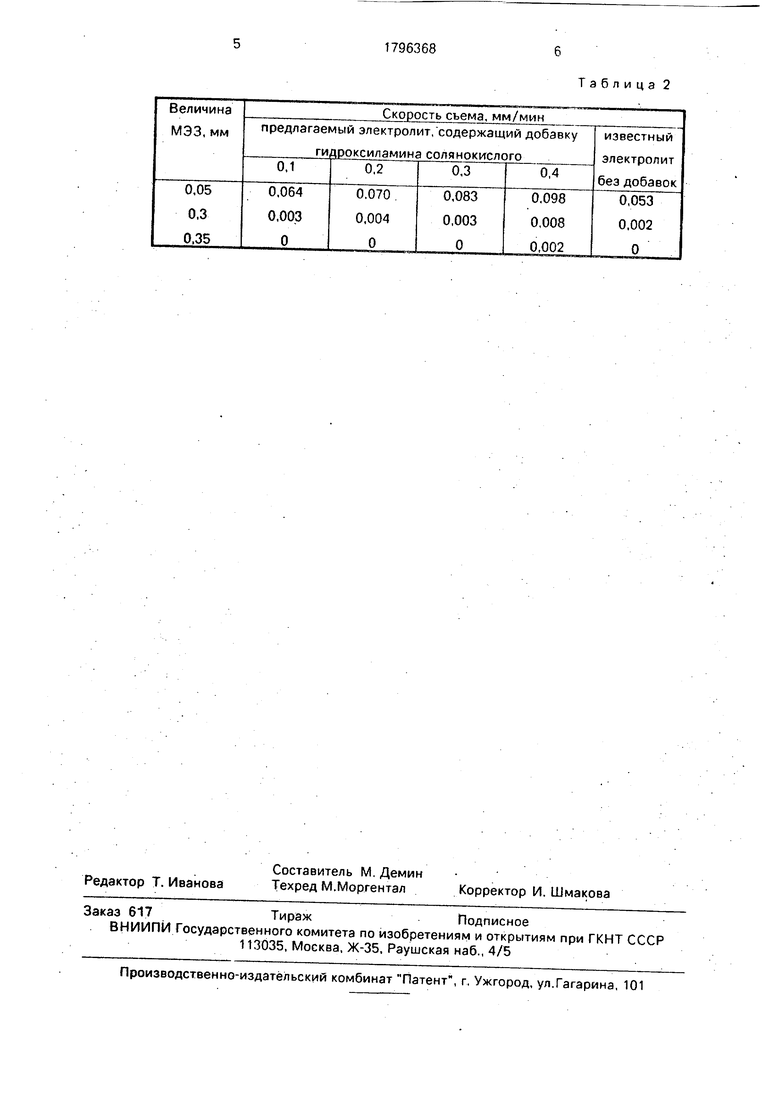
П р. им е р 2. Обрабатывались образцы в электролите, содержащем 10% хлорнокис- лого натрия без добавок и с добавками со- лянокислогогидроксиламина концентрацией 0,1; 0.2; 0,3: и 0,4%. Данные сведены в табл.2.
При использовании предлагаемого электролита скорость съема ЭП 718 ВД в присутствии добавок концентрацией 0,1- 0,3% увеличивается в 1,2-1,8 раза, В то же время добавки не приводят к растворению
металла на зазоре 0,35 мм. Таким образом в предлагаемом электролите увеличивается производительность и точность обработки. Шероховатость поверхности соответствует уровню, достигнутому в прототипе Ra 0,18-0,21 мкм..
Увеличение концентрации добавки до 0,4% привело к появлению съема на зазоре 0,35 мм, что ухудшило точность обработки.
Таким .образом предлагаемый состав электролита по сравнению с прототипом позволяет не ухудшая качество поверхности повысить производительность процесса и увеличить точность обработки.
Экономический эффект от внедрения предлагаемого электролита обусловлен повышением точности и производительности изготовления деталей из железохромонике- левых сплавов, имеющих сложный контур
поверхностей, например, таких как лопатки ГТД,и сокращением трудоемких финишных операций, связанных с затратами ручного труда.
Формула из.обретения
Электролит для размерной электрохимической обработки на основе водного раствора хлорнокислого натрия, отличающийся тем, что, с целью повышения производительности и точности процесса
при обработке железохромонмкелевых сплавов, он дополнительно содержит солянокислый гидроксиламин при следующем соотношении компонентов, мае. %: Хлорнокислый натрий 4-10
Солянокислый гидроксиламин0,1-0,3 Вода . Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для размерной электрохимической обработки титана и сплавов на его основе | 1982 |
|
SU1096068A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2471595C1 |
| Электролит для размерной электрохимической обработки металлов и сплавов | 1979 |
|
SU917991A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2163525C1 |
| Электролит для размерной электрохимической обработки | 1978 |
|
SU766812A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2002 |
|
RU2221677C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2119413C1 |
| Электролит для размерной электрохимической обработки титана и сплавов на его основе | 1987 |
|
SU1465209A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2134627C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2001 |
|
RU2192943C1 |
Сущность изобретения: электролит на основе водного раствора хлорнокислого натрия дополнительно содержит солянокислый гидроксиламин при следующем соотношении компонентов, мас.%: хлорно- кислый натрий 4-10, солянокислый гидроксиламин 1-0.3, вода - остальное. Применение: обработка железохромонике- левых сплавов. 1 табл.
40
Т а б л и ц а 1
Таблица 2
| Саушкин Б.П., Петров Ю.Н., Нистрян А.З., Маслов А.В | |||
| Электрохимическая обработка изделий из титановых сплавов | |||
| - Ки- шенев: Штиинца, 1988. |
