1
Изобретение относится к области электрохимической размерной обработки (ЭХРО) металлов и сплавов преимущественно нержавеквдих сталей, например I 1Х18Н10Т.
Известны электролиты для размерной электрохимической обработки нержавеющих сталей на основе водных растворов солей щелочного металла с галоген-10 ионами с кислородсодержащими соединениями лора и азота в наивысшей степени окисления, например хлорнокислого натрия, и азотнокислого натрия СЦ Применение в качестве электролитов 15 растворов галогенилов щелочных металлов, например хлорида и бромида натрия, приводит к возникновению меж« кристаллитного растравливания в прюцессе ЭХРО и образованию на рабочей 20 поверхности катода-инструмента пленки из вторичных продуктов процесса. Обработка в растворах азотнокислого натрия вызывает темный цвет обработанной поверхности. Поэтому, а также 25 для обеспечения высокой локализующей способности электролита для ЭХРО нержавеющих сталей применяют электролит на основе водного раствора хлорнокислого натрия с концентрацией 25-35%. 30
Недостатком этого электролита является образование на рабочей поверхности катода-инструмента пленки из . вторичных продуктов процесса, что приводит к изменению размеров катода и увеличению его электрического сопротивления, отрицательно сказываясь на стабильности, производительности и энергозатратах процесса ЭХРО.
Из описанных в литературе примеров использования добавок азотнокислого натрия к электролитам для размерной электрохимической обработки наиболее близок к заявляемому электролиту состав, котоЕ ай содержит 30-50% бромида щелочного металла и добавки щелочи, борной кислоты к азотнокислого натрия, причем рекомендуемая концентрация азотнокислого натрия составляет О,5- 2 вес.%. Однако наличие в нем бромида щелочного металла вызывает образование на катоде пленки из вторичных продуктов; а также межкристаллитное растравливание нержавеющих сталей и щелочи, приводящей к снижению активности электролита, и уменьшению скорости обработки указанных сталей.
Целью изобретений является повышение стабильности и производительности ЭХРО при одинаковых энергозатратах для процесса обработки нержавеющих сталей путем предотвращения образования на катоде пленки из вторичных продуктов.
Цель достигается введением в водный раствор хлорнокислого натрия, азотнокислого натрия при следующем соотношении компонентов, вес.%: Хлорнокислый натрий 25-35 Азотнокислый натрий 2-4 ВодаОстальное
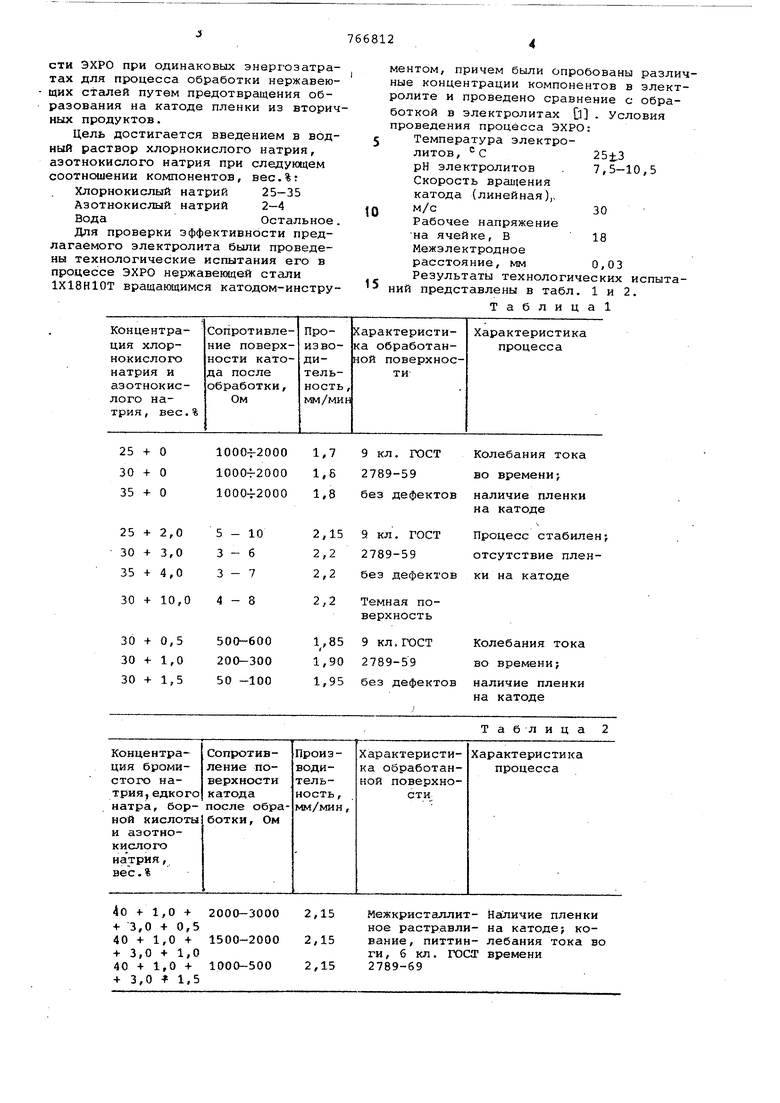
Для проверки эффективности предлагаемого электролита были проведены технологические испытания его в процессе ЭХРО нержавекицей стали 1Х18Н10Т вращающимся катодом-инструментом, причем были опробованы различные концентрации компонентов в электролите и проведено сравнение с обработкой в электролитах Cl . Условия проведения процесса ЭХРО: Температура электролитов, С25t3 рН электролитов . 7,5-10,5 Скорость вращения катода (линейная),, м/с30 Рабочее напряжение на ячейке, В 18 Межэлектродное расстояние, мм 0,03 Результаты технологических испытаний представлены в табл. 1 и 2. Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для размерной электрохимической обработки | 1977 |
|
SU650768A1 |
| Электролит для размерной электрохимической обработки нержавеющих сталей и сплавов аустенитного класса | 1981 |
|
SU1024202A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2163525C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЭРОЗИОННОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2428287C1 |
| Способ электрохимической размерной обработки | 1981 |
|
SU1007887A1 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| Электролит для электроабразивной обработки | 1980 |
|
SU863289A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2134627C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2001 |
|
RU2192943C1 |
| Электролит для электрохимической размерной обработки металлов | 1991 |
|
SU1815038A1 |
40 -ь 1,0 + 2000+ 3,0 + 0,5
40 + 1,0 + 1500+ 3,0 + 1,0
40 + 1,0 + 100&-ь 3,0 -f 1,5
Таблица
Нгшичие пленки на катоде; колебания тока во времени Как видно из таблиц 1 и 2, применение предлагаемого электролита при ЭХРО позволяет повысить производительность при одинаковых энергозатра уах и улучшить стабильность процесса положительно влияющую iHa точность Ъбработки вследствие предотвращений образования пленки из вторичных продуктов процесса и связанного с этим значительного уменьшения сопротивления поверхностного слоя на катодеинструменте. Оптимальная концентраци азотнокислого натрия находится в пре делах 2-4%. С увеличением этой концентрации сверх указанных значений величина сопротивления поверхностног слоя катода-инструмента, измеряемого капельно-ртутным методом, и производительность обработки оставались на том же уровне, однако при этом элект ролит приближался к состоянию насыщения, что увеличивало возможность выпадения в осадок растворенных солей и затрудняло эксплуатацию электро лита, кроме того, наблюдалось потемнение обрабатываемой поверхности. При менение пониженных концентраций азотнокислого натрия (как это имеет место в прототипе) нецелесообразно, поскольку не обеспечивает предотвращения образования на катоде пленки из вторичных продуктов процесса, хотя и в этом случае процесс пленкообразования идет с меньшей интенсивностью. Предлагае1 1й электролит достаточно стабилен в условиях длительной эксплуатации (до 10-15 г растворенного металла в литре раствора) без корректировки, вследствие чего достигается постоянство показателей обрабатываемости нержавеющей стали в процессе ЭХРО. Входящие в состав электролита хлорнокислый натрий и азотнокислый натрий не являются дефицитными. Формула изобретения Электролит для размерной электрохимической обработки преимущественно нержавеющих сталей, на основе водного раствора хлорнокислого натрия, отличающийся тем, что, с целью повышен1 я производительности и стабилизации процесса посредством предотвращения образования пленки на рабочей поверхности электрода-инструмента, его состав дополнительно содержит азотнокислый натрий, а компоненты взяты в следующем соотношении, вес.%:. Хлорнокислый натрий 25-35 Азотнокислый натрий 2-4 ВодаОстальное. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 315558, кл. В 23 Р- 1/16, 1970.
