Изобретение относится к машиностроению и авиационной промышленности и может быть использовано, в частности, для электрохимической размерной обработки (ЭХРО) жаропрочных никельхромовых сплавов.
В настоящее время для ЭХРО жаропрочных сплавов на никелевой основе чаще всего применяются электролиты, представляющие собой водные растворы смеси нейтральных солей.
Известен электролит для электрохимической обработки жаропрочных никельхромовых сплавов [1], в состав которого помимо хлористого и азотнокислого натрия введен тетраметиламмоний йодистый с целью повышения качества обработанной поверхности и точности обработки. Вышеуказанный электролит имеет следующий состав, мас.%:
Хлористый натрий - 10-15
Азотнокислый натрий - 2,4-5,0
Тетраметиламмоний йодистый - 0,5-1
Вода - Остальное
Недостатком электролита является невысокое качество обработанной поверхности.
Известен электролит для размерной электролитической обработки металлов, жаропрочных сплавов на никелевой основе [2], имеющий следующий состав, мас. %:
Азотнокислый натрий - 3,5-6,5
Триэтаноламин - 50,0-60,0
Вода - Остальное
Увеличение локализации процесса анодного растворения жаропрочных материалов обусловлено высоким содержанием триэтаноламина в электролите, который выступает в качестве пассиватора. Однако высокое содержание органической добавки является одновременно недостатком данного электролита в связи с его токсичностью и сложностью утилизации отработанного раствора.
Известен электролит для размерной электрохимической обработки материалов, преимущественно хромникелевых сплавов [3] . Электролит обеспечивает увеличение производительности процесса анодного растворения и улучшения качества обработанной поверхности. Электролит имеет следующий состав, мас. %:
Никель сернокислый - 18,0-20,0
Аммоний хлористый - 2,5-3,0
Натрий азотнокислый - 2,0-2,5
Борная кислота - 1,2-1,5
Вода - Остальное
Недостатком электролита является его токсичность за счет содержания ионов никеля, которые вызывают кожные заболевания: "никелевая экзема" и "никелевая чесотка".
Наиболее близким по технической сущности и качеству обрабатываемой поверхности при ЭХРО жаропрочных никельхромовых сплавов является составной электролит 15% NaCl + 7% NaNO3, который вследствие этого был выбран нами в качестве прототипа. Применение электролита указанного состава позволяет проводить электрохимическую размерную обработку жаропрочных никельхромовых сплавов типа ЦНК-7П с достаточно высокой производительностью и точностью обработки.
Однако применение данного электролита не обеспечивает нужного качества поверхности и соблюдение экологической безопасности в связи с высоким содержанием токсичного шестивалентного хрома в электролите, образующегося в процессе обработки никельхромовых сплавов.
Задачей, на решение которой направлено заявляемое изобретение, является снижение токсичности электролита за счет удаления шестивалентного хрома из раствора электролита без ухудшения качества поверхности. Поставленная задача достигается тем, что в известный электролит, содержащий хлорид и нитрат натрия, дополнительно вводят триэтаноламин (ТЭА) и соль азотнокислого бария. При этом содержание всех компонентов должно быть в следующем соотношении, мас.%:
Хлористый натрий (NaCl) - 15
Азотнокислый натрий (NaNO3) - 7
Триэтаноламин ((HOC2H4)3N) - 1
Азотнокислый барий (Ba(NO3)2) - 0,5
Вода - 76,5
Приготовление предлагаемого электролита осуществляется предварительным растворением компонентов в воде. Соль азотнокислого бария отдельно растворяют в горячей (50-60oC) воде и вводят в электролит.
Конкретный пример применения.
Проводилась электрохимическая обработка жаропрочного никельхромового сплава ЦНК-7П на экспериментальной установке в предлагаемом электролите следующего состава, мас.%: хлористый натрий - 15; азотнокислый натрий - 7; триэтаноламин - 1; азотнокислый барий - 0,5; вода - 76,5. В процессе обработки снимались вольтамперные характеристики и зависимость скорости съема при постоянном напряжении от величины межэлектродного зазора, по которой определялась избирательность электролита, а следовательно, точность обработки. С помощью металлографического микроскопа излучалось состояние поверхности сплава после ЭХРО, а измерение шероховатости проводилось на профилометре модели 170622.
Процесс обработки проводился при следующих параметрах: плотность тока - 10-14 А/см2; величина межэлектродного зазора - 0,1-0,3 мм; температура электролита - 20-25oC; скорость протока электролита - 20 м/с.
С целью изучения влияния отдельных компонентов состава электролита на скорость и качество проводилась ЭХРО сплава ЦНК-7П в различных электролитах следующего состава, мас.%:
1) Хлористый натрий - 15; вода - 85.
2) Азотнокислый натрий - 15; вода - 85.
3) Хлористый натрий - 15; азотнокислый натрий - 7; вода - 78.
4) Хлористый натрий - 15; азотнокислый натрий - 7; азотнокислый барий - 0,5; вода - 77,5.
5) Хлористый натрий - 15; азотнокислый натрий - 7; триэтаноламин - 1; вода - 77.
6) Хлористый натрий - 15; азотнокислый натрий - 7; триэтаноламин - 1; азотнокислый барий - 0,5; вода - 76,5.
Экспериментальные данные представлены в табл. 1 и на фиг. 1.
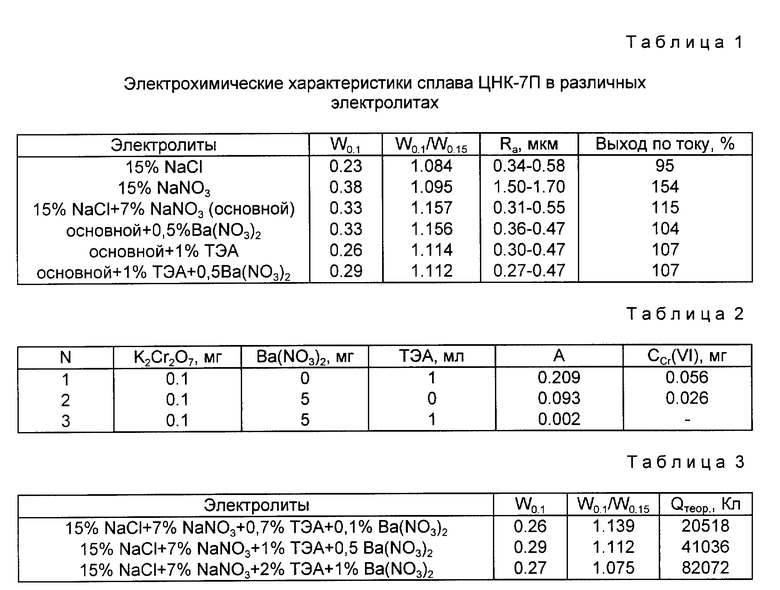
В табл. 1 представлены значения электрохимических характеристик сплава, обработанного в режиме импульсного тока в различных электролитах: скорость растворения сплава при минимальном зазоре (W0,1), степень локализации (W0,1/W0,15), значения шероховатости поверхности сплава ЦНК-7П после ЭХРО при зазоре 0,15 (Ra), выход по току.
На фиг. 1 приведены зависимости скорости съема сплава ЦНК-7П от величины межэлектродного зазора при напряжении 5,6 В, полученные в предлагаемом и в исследуемых электролитах.
Как видно из фиг. 1 и табл. 1, введение в основной электролит соли бария не способствует снижению избирательности, так как точность обработки сохраняется. При введении органической добавки (ТЭА) несколько снижается точность обработки, которая, однако, остается в пределах допустимых значений.
Исследование качества поверхности сплава показало, что при ЭХРО в предлагаемом электролите происходит выравнивание поверхности и высота микронеровностей (Ra) составляет при плотности тока 15 А/см2 0,27-0,47 мкм, в то время как при обработке в электролите-прототипе при тех же параметрах высота микронеровностей составляет 0,31-0,55 мкм.
Введение соли нитрата бария в электролит осуществлялось с целью удаления (осаждения) из электролита токсичного шестивалентного хрома. Проведенные исследования показали, что после введения нитрата бария электролит становится прозрачным. Образующийся осадок BaCrO4 - мелкокристалличен, обладает большой скоростью осаждения, легко отделяется от электролита. Поэтому общий объем шлама после обработки уменьшается.
Введение триэтаноламина в основной электролит, содержащий 0,5% нитрата бария обусловлено не только тем, что ТЭА - известный ингибитор коррозии, но и тем, что он способствует полноте осаждения хромата бария за счет защелачивания среды электролита. Результаты аналитических исследований по полноте осаждения хромата бария в присутствии ТЭА представлены в табл. 2. Из табл. 2 видно, что в присутствии ТЭА хромат бария осаждается значительно полнее и быстрее.
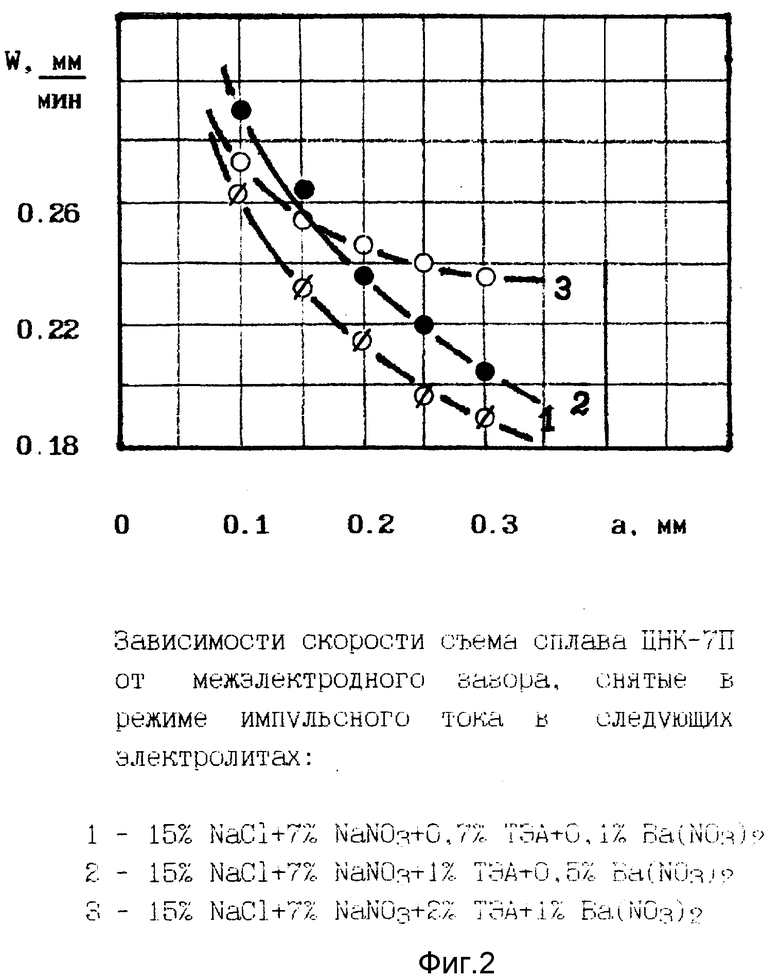
Выбор оптимальной добавки нитрата бария и триэтаноламина обоснован данными, приведенными в табл. 3, где указаны значения скорости съема при минимальном зазоре, степень локализации (W0,1/W0,15) и теоретически рассчитанное значение количества электричества (Q), при котором концентрация ионов бария становится недостаточной для осаждения хромат-ионов в электролитах с различным содержанием добавки.
На фиг. 2 приведены зависимости скорости съема сплава, полученные в электролитах, указанных в табл. 3.
Из табл. 3 и фиг. 2 видно, что увеличение концентрации добавки снижает скорость съема сплава и точность обработки. А минимальная добавка нитрата бария не обеспечивает длительную работу электролита без корректировки концентрации бария, из чего следует, что оптимальная добавка триэтаноламина и азотнокислого бария в основной электролит должна быть в следующем соотношении, мас.%:
Триэтаноламин ((HOC2H4)3N) - 1
Азотнокислый барий (Ba(NO3)2) - 0,5.
Таким образом, введение в известный электролит на основе хлорида и нитрата натрия добавки азотнокислого бария и триэтаноламина позволяет решить поставленную задачу по снижению токсичности электролита за счет удаления шестивалентного хрома из раствора электролита без ухудшения качества поверхности.
Источники информации:
1. А.с. СССР N 933356, кл. B 23 H 3/08, 1982.
2. А.с. SU N 1329927, кл. B 23 H 3/08, 1987.
3. А.с. SU N 1397206, кл. B 23 H 3/08, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2134627C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2163525C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2001 |
|
RU2192943C1 |
| Электролит для электрохимической размерной обработки | 1980 |
|
SU933356A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2002 |
|
RU2221677C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1995 |
|
RU2094546C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА ОКОНЧАНИЯ ХИМИЧЕСКОГО ТРАВЛЕНИЯ | 1996 |
|
RU2116379C1 |
| СПОСОБ ПОЛИРОВАНИЯ МЕДИ И СПЛАВОВ НА ЕЕ ОСНОВЕ | 1996 |
|
RU2127334C1 |
| Жлектролит для электрохимической обработки молибденрениевых твердых сплавов | 1976 |
|
SU618239A1 |
| Электролит для электрохимической размерной обработки металлов | 1991 |
|
SU1815038A1 |
Изобретение относится к машиностроению и авиационной промышленности и может быть использовано, в частности, для электрохимической размерной обработки (ЭХРО) жаропрочных никельхромовых сплавов. Электролит содержит хлористый натрий (NaCl) - 15 мас.%, азотнокислый натрий (NaNO3) - 7мас.%, триэтаноламин ((HOC2H4)3N) - 1 мас.%, азотнокислый барий (Ba(NO3)2) - 0,5 мас. %, вода - 76,5 мас. %. Техническим результатом изобретения является снижение токсичности электролита за счет удаления шестивалентного хрома из раствора без ухудшения качества поверхности. 3 табл. 2 ил.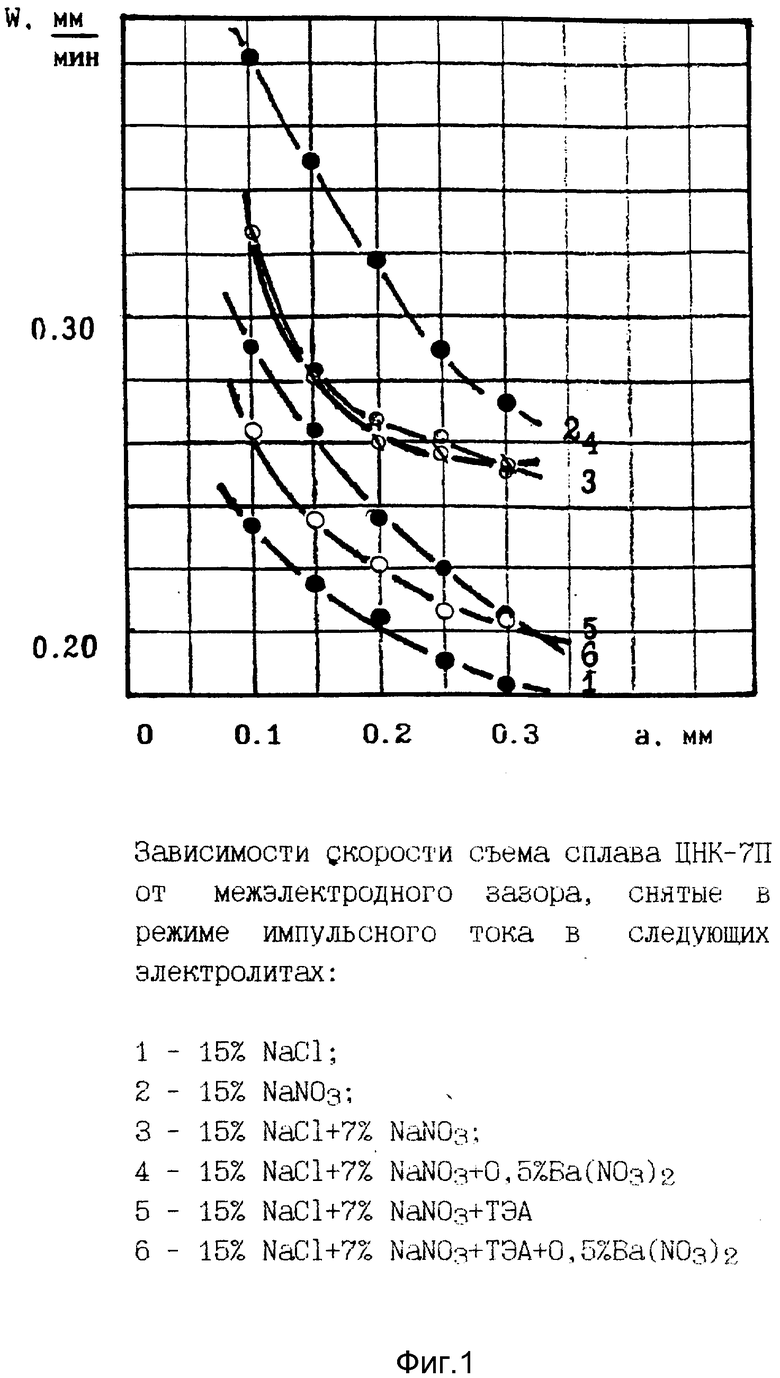
Электролит для электрохимической размерной обработки, содержащий хлористый и азотнокислый натрий, отличающийся тем, что он дополнительно содержит триэтаноламин и азотнокислый барий при следующем соотношении компонентов, мас.%:
Хлористый натрий (NaCl) - 15
Азотнокислый натрий (NaNo3) - 7
Триэтаноламин ((HOC2H4)3N) - 1
Азотнокислый барий (Ba(No3)2) - 0,5
Вода - 76,5о
| Электролит для электрохимической размерной обработки | 1980 |
|
SU933356A1 |
| Электролит для размерной электрохимической обработки | 1986 |
|
SU1329927A1 |
| US 4740280 A, 26.04.88 | |||
| Автоматическая установка универсального действия для приготовления многомарочных бетонных и растворных смесей | 1960 |
|
SU139958A1 |
| БИБЛИОТЕКА | 0 |
|
SU390910A1 |
