Изобретение относится к производству металлоплакирующих смазочных композиций для реализации избирательного переноса путем введения наполнителя из высокодисперсного порошка металла в смазочный материал, например меди, и может быть использовано в различных областях машиностроения и приборостроения.
Целью изобретения является снижение трудоемкости способа и расхода наполнителя.
Указанная цель достигается тем, что предварительно выбирают толщину металлоплакирующего слоя для реализации избирательного переноса и наполнитель вводят в количестве, определяемом по формуле
т
2khopH
Rat 4- RZ2 -f ARpt + ARP2 )/0См
100%,
XI
Ю О О
о XJ
где k - коэффициент перекрытия частиц порошка при образовании металлоплакирующего слоя на поверхностях трения:
ho - .толщина металлоплакирующего слоя на поверхностях трения, нербходимая для реализации избирательного переноса; Rzi. Rz2 высота неровностей профиля поверхностей трения;
ARpi, A RP2 величина деформации неровностей профиля поверхностей трения-от их силового контактного взаимодействия;
РН.РСМ - плотность соответственно металла наполнителя и смазочного материала.
Известно, что избирательный перенос реализуется при граничной смазке поверхностей трения,,т.е. в местах их контакта слой смазочной композиции, практически может быть равным нулю.
При этом металлоплакирующий слой на поверхностях трения образуется путем вдавливания случайно расположенных частиц порошка смазочной композиции при их деформации на величины ARpi,ARp2 от контактного силового взаимодействия в начальный момент эксплуатации, а также плакирования металлом порошка смазочной композиции при выносе ее из впадин контактирующих и перемещающихся относительно друг друга поверхностей трения.
Заявляемое техническое решение отличается от прототипа тем, что количество вводимого наполнителя из высокодисперсного порошка металла в смазочный материал при приготовлении композиции определяют в зависимости от конкретной стадии эксплуатации поверхностей трения, их параметров шероховатости и контактного силового взаимодействия.
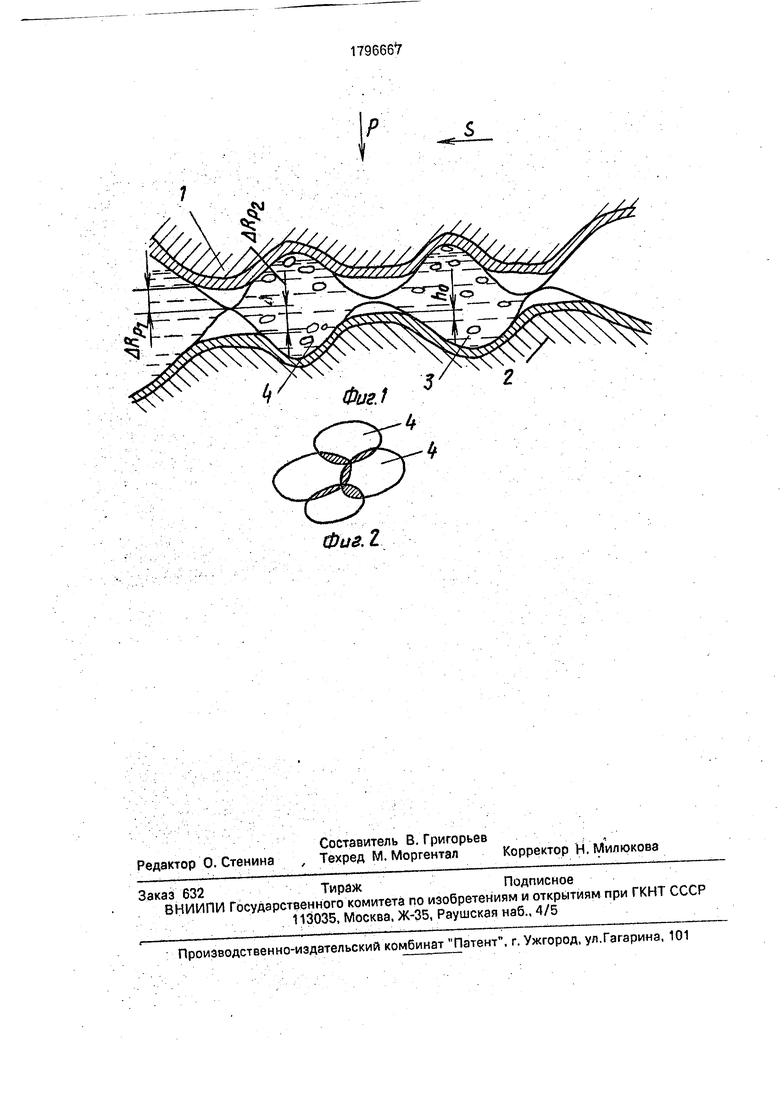
Осуществление способа поясняется с помощью чертежа (фигЛ,2).
Для пригот9вления металлоплакирую- щей смазочной композиции с требуемым содержанием наполнителя, например, порошка меди, для реализации избирательного переноса необходимо знать исходные параметры шероховатости поверхностей трения 1 и 2 (фиг.1)„ и характеристики их силового контактного взаимодействия. Сам же механизм избирательного.переноса rifw : контактном взаимодействии поверхностей трения реализуется следующим образом. Между поверхностями трения и 1 и 2 разме- щ ают металлоплакирующую смазочную композицию, которая состоит из смазочного материала 3 и наполнителя 4. От усилия Р происходит выдавливание этой композиции и деформация выступов неровностей поверхностей трения 1 и 2 на величины ARpiMARp2, а также вдавливание на их площадке контактирование случайно расположенных в смазочном материале частиц наполнителя 4 с коэффициентом перекрытия, равным коэффициенту асимметрии при равновероятном законе их распределения в объеме смазочного материала (фиг.2).
В процессе эксплуатации при относительном перемещении поверхностей тре0
5
0
5
0
5
0
5
0
5
ния 1 и 2 из впадины неровностей из профиля средними высотами RZI и Rza извлекается смазочная композиция и происходит плакирование площадок контактирования материала наполнителя. При этом по мере накопления антифрикционного металла на выступах площадок контактирования наблюдается его сползание во впадину, уда- ление с них. В итоге этот процесс формирования металлоплакирующего слоя динамически уравновешивается и избирательный перенос стабильно реализуется на поверхностях трения 1 и 2 в условиях граничной смазки. Известно, что для этого толщина металлоплакирующей пленки должна быть 8 несколько атомных слоев, например, для наполнителя из меди ho 80г, где г - радиус атома меди.
Следовательно, для приготовления смазочной композиции количество наполнителя 4 в смазочном материале 3 следует определять с учетом конкретных условий эксплуатации и параметров шероховатости поверхностей трения 1 и 2. ,
Авторами производилось определение оптимального количества содержания наполнителя в виде медного порошка размером частиц 10-100 мкм при приготовлении смазочной композиции СМП-5 для роликового подшипника 32205 со следующими эксплуатационными характеристиками:
нагрузка а подшипник Р 1559 Н, высота неровностей профиля поверхностей трения RZI и RZ2.1,6 мкм, величина деформации неровностей профиля- ARpi,ARP2- 0,4 мкм, плотность смазочного материала рем. 1,044х хЮ3, кг/м3, плотность материала наполни- ° кг/м3, радиус атома меди г толщина металлоплакирующего слоя ho, 80 г, мкм, коэффициент k перекрытия частиц порошка меди при образовании металлоплакирующего слоя 1,1.
Для-этих данных количество наполнителя в смазочной композиции согласно указанной выше формуле равно m 4,7%,
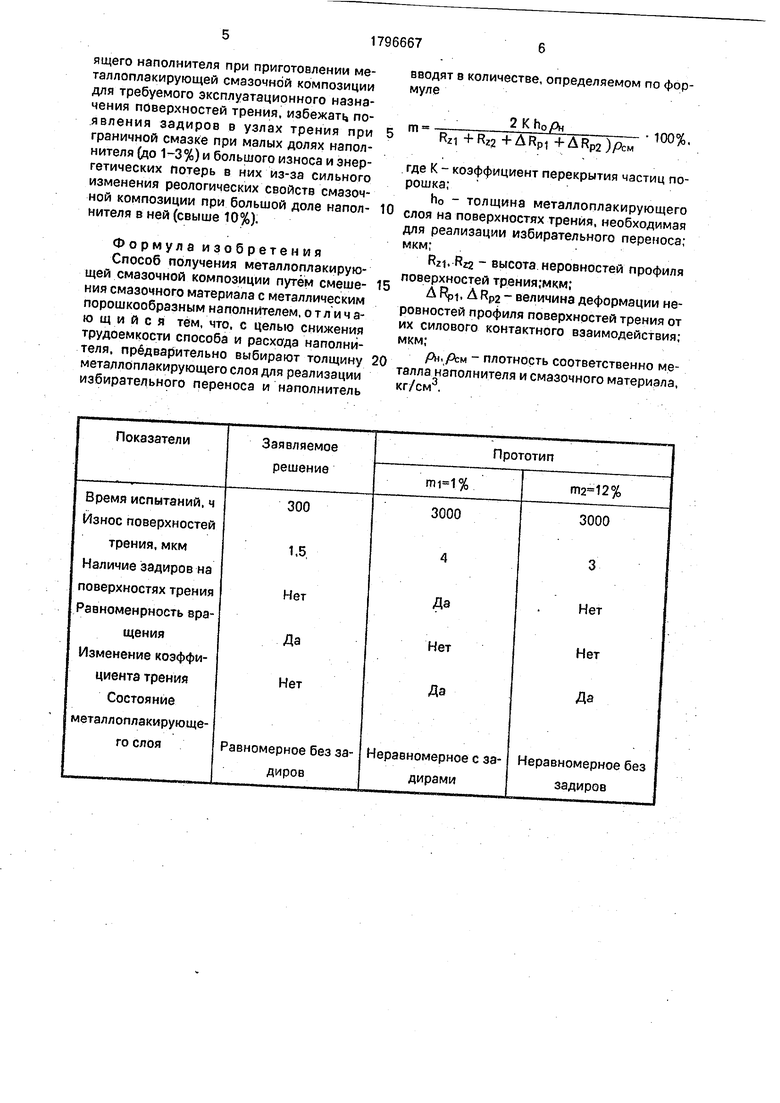
Проведены сравнительные испытания работоспособности подшипникового узла при частоте вращения п 2185 с содержанием наполнителя для заявляемого решения m 4,7% и прототипа mi 1%; ma 12%, результаты которых приведены в таблице.
В таблице видно, что при испытаниях в заявляемом техническом решении все эксплуатационные показатели подшипника значительно лучше, чем у прототипа, напри- мёр, по износу поверхности трения в 2 раза,
Использование заявляемого изобретения позволит уменьшить расход дорогостотелярьь 8,96-103 1,28-10, толщи
ящего наполнителя при приготовлении ме- таллоплакирующей смазочной композиции для требуемого эксплуатационного назначения поверхностей трения, избежать по- явления задиров в узлах трения при граничной смазке при малых долях наполнителя (до 1-3%) и большого износа и энергетических потерь в них из-за сильного изменения реологических свойств смазочной композиции при большой доле напол- нителя в ней (свыше 10%).
Формула изобретения Способ получения металлоплакирую- щей смазочной композиции путем смеше- ния смазочного материала с металлическим порошкообразным наполнителем, отличающийся тем, что, с целью снижения трудоемкости способа и расхода наполнителя, предварительно выбирают толщину металлоплакирующего слоя для реализации избирательного переноса и наполнитель
вводят в количестве, определяемом по формуле
пг
2Kh0pn
Rzi +Rz2 +ARpi 4-ДЯр2)/Ы
100%,
где К - коэффициент перекрытия частиц порошка;
h0 - толщина металлоплакирующего слоя на поверхностях трения, необходимая для реализации избирательного переноса; мкм; .
Rzi.-Rzg высота неровностей профиля поверхностей трения;мкм;
A Rpi, A RP2 - величина деформации неровностей профиля поверхностей трения от их силового контактного взаимодействия; мкм;
РН,РСМ плотность соответственно металла наполнителя и смазочного материала, кг/см3.
f. A
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИЧНАЯ СМАЗКА | 1994 |
|
RU2065483C1 |
| СОСТАВ ДЛЯ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ УЗЛОВ ТРЕНИЯ | 2002 |
|
RU2246531C2 |
| СОСТАВ ДЛЯ ПОВЫШЕНИЯ ПРОТИВОИЗНОСНЫХ И АНТИФРИКЦИОННЫХ СВОЙСТВ УЗЛОВ ТРЕНИЯ | 2003 |
|
RU2243252C1 |
| МЕТАЛЛОПЛАКИРУЮЩИЙ КОНЦЕНТРАТ | 1997 |
|
RU2124556C1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ ВОССТАНОВИТЕЛЬНАЯ ДОБАВКА К ПЛАСТИЧНЫМ СМАЗОЧНЫМ МАТЕРИАЛАМ | 2009 |
|
RU2432386C2 |
| СОСТАВ ДЛЯ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ УЗЛОВ ТРЕНИЯ ПРИ ЭКСПЛУАТАЦИИ | 2000 |
|
RU2176267C2 |
| СОСТАВ ДЛЯ БЕЗРАЗБОРНОГО УЛУЧШЕНИЯ ТРИБОТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК УЗЛОВ ТРЕНИЯ "ГЕОМОДИФИКАТОР ТРЕНИЯ" | 1999 |
|
RU2169172C1 |
| Смазочная жидкость | 1980 |
|
SU891756A1 |
| СПОСОБ ПРИРАБОТКИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ | 2017 |
|
RU2651398C1 |
| АНТИФРИКЦИОННАЯ МЕТАЛЛОПЛАКИРУЮЩАЯ СМАЗКА | 2002 |
|
RU2219225C1 |
Сущность изобретения: в способе получения металлоплакирующей смазочной композиции предварительно выбирают толщину металлоплэкирующего слоя для .реализации избирательного переноса и наполнитель вводят в количестве, определяемом по формуле m 2Kh0x хуОй/(Н21 +Rz2 + ARP1 + ARP2) , где К - коэффициент перекрытия частиц порошка, ho - толщина металлоплакирующего слоя на поверхностях трения, необходимая для реализации избирательного переноса, Rzi, Rz2 высота неровностей профиля по- верхностей трения, A Rpi, A RP2 - величина деформации неровностей профиля поверхностей трения от их силового контактного взаимодействия, р, рем соответственно плотность металла наполнителя и смазочно- гр материала. 1 табл. 2 ил.. in
Фиг. 2
| Металлоплакирующая смазка | 1984 |
|
SU1199787A1 |
| кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Матвеевский P.M | |||
| и др | |||
| Смазочные материалы | |||
| Антифрикционные и противоиз- носные свойства | |||
| Методы испытаний | |||
| Справочник, - М.: Машиностроение, 1989, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
