Изобретение относится к электррабра- зивной обработке и предназначено для прорезания пазов, например, шлицев винтов с притуплением кромок по периметру паза.
Цель изобретение - устранение отмеченного недостатка, т.е. улучшение качества обработки за счет притупления кромок по периметру паза.Ј
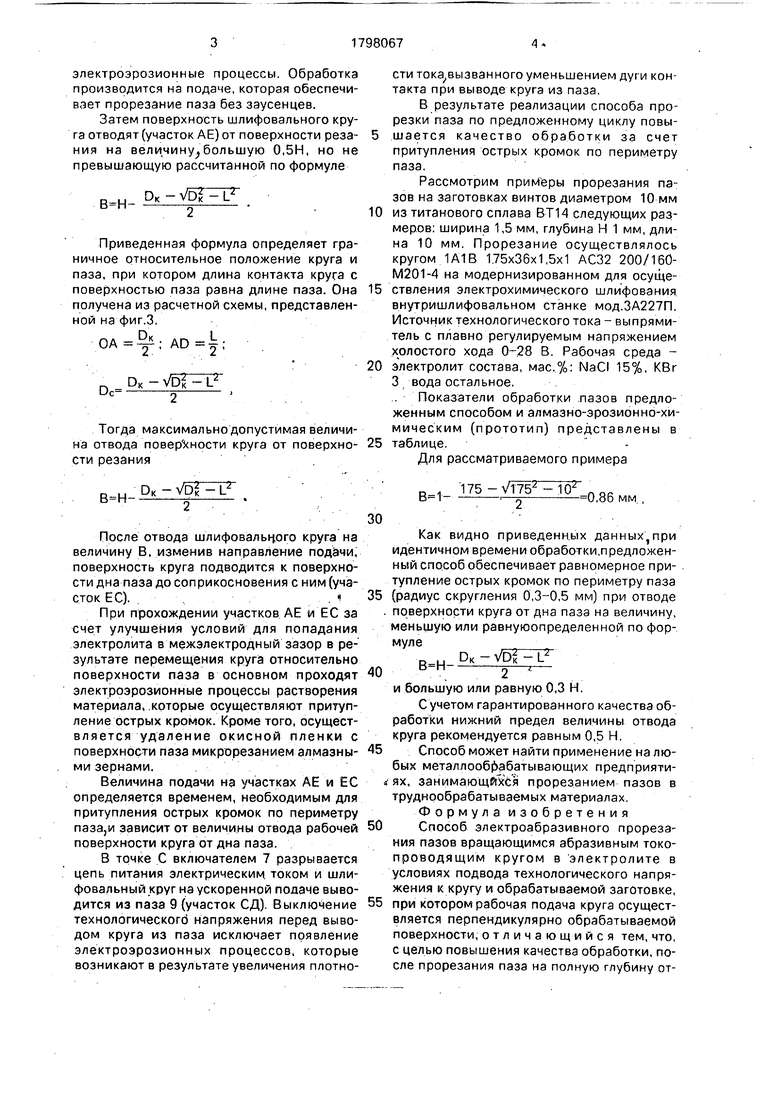
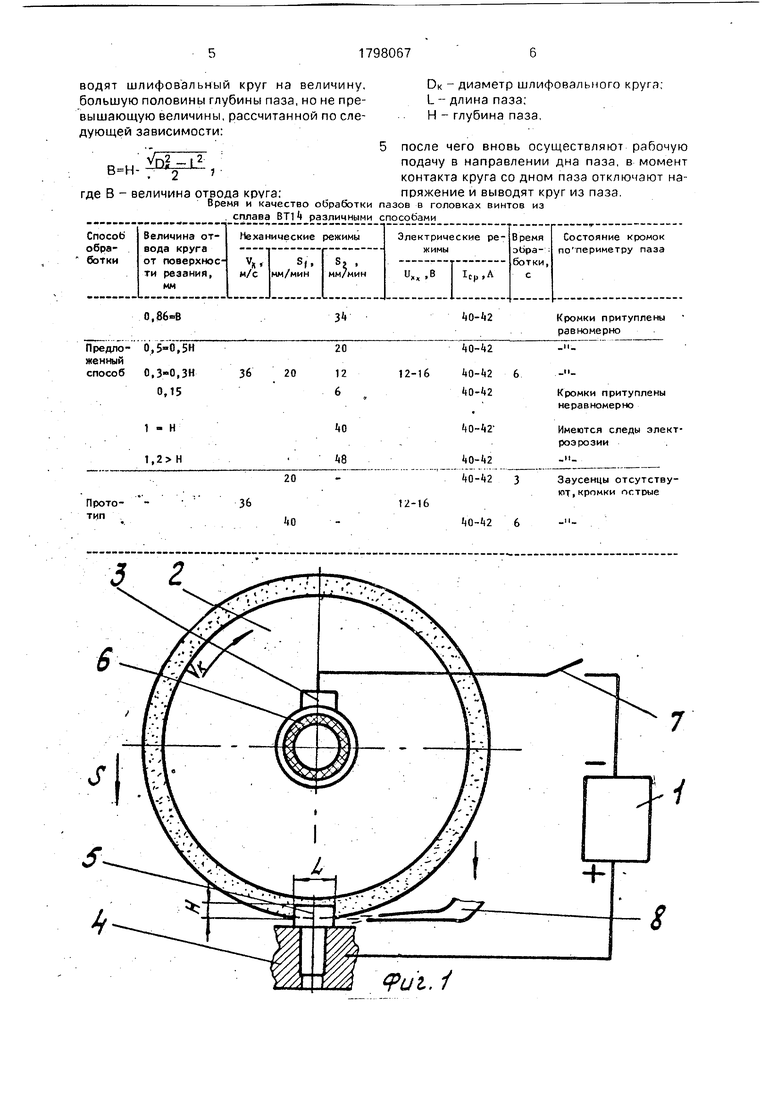
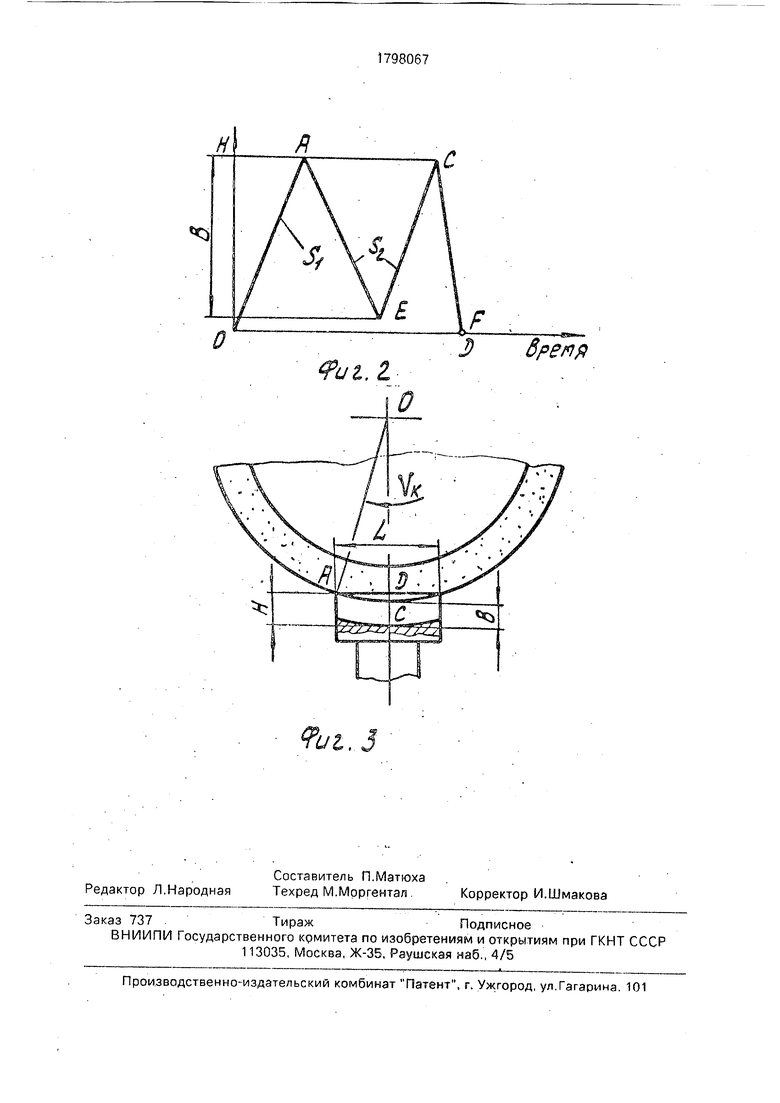
На фиг.1 показана схема устройства; на фиг.2 - цикл обработки; на фиг.З - расчетная схема к определению максимально допустимой величины отвода круга от поверхности резания.. .
Устройство состоит из источника 1 питания технологическим током, подключенного отрицательным полюсом к шлифовальному кругу 2 на токоподводной связке через токосъемник 3, а положительным - к столу 4 с закрепленной заготовкой винта 5, круг изолирован от массы устройства за счет конструкции планшайбы 6. Управление вводом
технологического тока осуществляется выключателем 7Подача рабочей среды производится через сопло 8.
Способ прорезания пазов осуществляют следующим образом.
После установочных перемещений в результате которых шлифовальный круг 2 устанавливается в заданное положение относительно заготовки 5, закрепленной на столе 4, включают вращение шлифовального круга 2, источник питания 1, выключатель 7, подачу через сопла 8 рабочей среды.
Затем осуществляют прорезание паза по следующему циклу.
Вначале алмазно-эрозионно-химиче- ским методом прорезают паз на глубину Н (участок QA. При этом во время обработки совмещены процессы растворения материала и окисной пленки, снятия алмазными зернами окисной пленки и части материала,
(Л
СО
электроэрозионные процессы. Обработка производится на подаче, которая обеспечивает прорезание паза без заусенцев.
Затем поверхность шлифовального круга отводят (участок АЕ) от поверхности реза- ния на величину большую 0,5Н, но не превышающую рассчитанной по формуле
В НDK-VD;p4
Приведенная формула определяет граничное относительное положение круга и паза, при котором длина контакта круга с поверхностью паза равна длине паза. Она получена из расчетной схемы, представленной на фиг.З,
Dc
DK - VDЈ --L
Тогда максимально допустимая величина отвода поверхности круга от поверхности резания.
сти тока вызванного уменьшением дуги контакта при выводе круга из паза.
В результате реализации способа прорезки паза по предложенному циклу повышается качество обработки за счет притупления острых кромок по периметру паза.
Рассмотрим примеры прорезания пазов на заготовках винтов диаметром 10 мм
из титанового сплава ВТ14 следующих размеров: ширина 1,5 мм, глубина Н 1 мм, длина 10 мм. Прорезание осуществлялось кругом 1А1В 1.75x36x1,5x1 АС32 200/160- М201-4 на модернизированном для осуществления электрохимического шлифования внутришлифовальном станке мод.ЗА227П, Источник технологического тока - выпрямитель с плавно регулируемым напряжением холостого хода 0-28 В. Рабочая среда электролит состава, мас.%: NaCI 15%, КВг 3. вода остальное.
Показатели обработки лазов предложенным способом и алмазно-эрозионно-хи- мическим (прототип) представлены в
таблице. - Для рассматриваемого примера
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЮЩЕГО РОЛИКА ДЛЯ ПЕРФОРАЦИИ ЛАМЕЛЬНОЙ ЛЕНТЫ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 2006 |
|
RU2297695C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2013 |
|
RU2553779C2 |
Использование: прорезание пазов, например, шлицев винтов. Сущность изобретения: после прорезания в условиях подвода к шлифовальному кругу и заготовке технологического напряжения паза на полную глубину, поверхность шлифовального круга отводят от поверхности резания на величину большую 0,5 Н, но не превышающую рассчитанной по следующей формулы n v/Dif-Т2 -- , где В - величина отвода рабочей поверхности круга от поверхности резания, мм; DK - диаметр шлифовального круга,.мм; L-длина паза, мм; Н - глубина паза, мм. Затем осуществляют перемещение круга по направлению ко дну паза до соприкосновения с последним. 3 ил., 1. табл.
- VDЈ - i/
После отвода шлифовального круга на величину В, изменив направление подачи, поверхность круга подводится к поверхности дна паза до соприкосновения с ним (участок ЕС). ., .
При прохождении участков АЕ и ЕС за счет улучшения условий для попадания электролита в межэлектродный зазор в результате перемещения круга относительно поверхности паза в основном проходят электроэрозионные процессы растворения материала, .которые осуществляют притупление острых кромок. Кроме того, осуществляется удаление окисной пленки с поверхности паза микрорезанием алмазными зернами..
Величина подачи на участках АЕ и ЕС определяется временем, необходимым для притупления острых кромок по периметру паза,и зависит от величины отвода рабочей поверхности круга от дна паза.
В точке С включателем 7 разрывается цепь питания электрическим, током и шлифовальный круг на ускоренной подаче выводится из паза 9 (участок СД). Выключение технологического напряжения перед выводом круга из паза исключает появление электроэрозионных процессов, которые возникают в результате увеличения плотноD 175 -VT75 -10 пос
----я---:- 0,86 мм.
Как видно приведенных данных,при идентичном времени обработки,п редложен- ный способ обеспечивает равномерное притупление острых кромок по периметру паза 5 (радиус скругления 0,3-0,5 мм) при отводе . поверхности круга от дна паза на величину, меньшую или равнуюопределенной по формуле
В НDK-VDT L/
0 .; --2
и большую или равную 0,3 Н,
С учетом гарантированного качества обработки нижний предел величины отвода круга рекомендуется равным 0,5 Н.
5 Способ может найти применение на любых металлообрабатывающих предприятием ях, занимающиеся прорезанием пазов в труднообрабатываемых материалах. Формула изобретения
0 Способ электроабразивного прорезания пазов вращающимся абразивным токо- проводящим кругом в электролите в условиях подвода технологического напряжения к кругу и обрабатываемой заготовке,
5 при котором рабочая подача круга осуществляется перпендикулярно обрабатываемой поверхности, отличающийся тем, что, с целью повышения качества обработки, после прорезания паза на полную глубину отводят шлифовальный круг на величину, большую половины глубины паза, но не превышающую величины, рассчитанной по следующей зависимости:
DK - диаметр шлифовального круга; L - длина паза; Н - глубина паза,
5 после чего вновь осуществляют рабочую
| Электрохимическая размерная обработка деталей машин | |||
| Тезисы докладов, Тула: Приокс.кое книжное издательство, 1986, с.217-219. |
