vj О Ю iO 0 00

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1787063A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Автоматическая линия для изготовления стержней | 1983 |
|
SU1131102A1 |
| Установка для подготовки и хранения нефти | 1987 |
|
SU1449479A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |
| Способ отверждения литейных стержней и форм газом и устройство для его осуществления | 1990 |
|
SU1678502A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Теплообменник | 1987 |
|
SU1518645A1 |
| Устройство вакуумной упаковки продуктов | 1990 |
|
SU1742140A1 |
| ВАКУУМНО-КОНВЕКТИВНЫЙ ЛЕСОСУШИЛЬНЫЙ АГРЕГАТ | 2006 |
|
RU2338137C2 |
Изобретение относится к области литей- ноГо производства, в частности к изготовлению стержней в нагреваемых стержневых ящиках. Цель - улучшение санитарно-гигие- нических условий труда, экологической обстановки прилегающего региона и снижение энергозатрат. Линия снабжена системой вакуумирования стержневых ящиков, включающей вакуум-насос, конденса- тосборник и вакуумный гаэовод с отводами. В каждом стержневом ящике выполнена дренажная система с выходным окном, соединяющим его с системой вакуумирования при помощи приводных устройств, состоящих из корпуса, встроенного в окно нагревательной камеры, и подвижной части, смонтированной в корпусе. На входе и на выходе из конденсатосборника установлены управляемые клапаны, а в подвижной части выполнены проточки, каналы и отверстия, позволяющие подключать выходное окно дренажной системы к системе вакуумирования. Во время выстоя стержневых ящиков в нагревательной камере дренажная система каждого стержневого ящика подключается к системе вакуумирования. При этом выделяющиеся из стержневой смеси газы и пар поступают к конденсатос- борнику. где они очищаются, а конденсат транспортируется на дальнейшую переработку. Наиболее эффективно изобретение может быть использовано в условиях массового производства, например при изготовлении стержней типа секций отопительных котлов. 3 ил. ел с
Изобретение относится к области литейного производства, в частности к обору- дованию для изготовления стержней в нагреваемой оснастке.
Цель изобретения улучшение санитар- но-гигиенических условий труда, экологической обстановки прилегающего региона и снижение.энергозатрат.
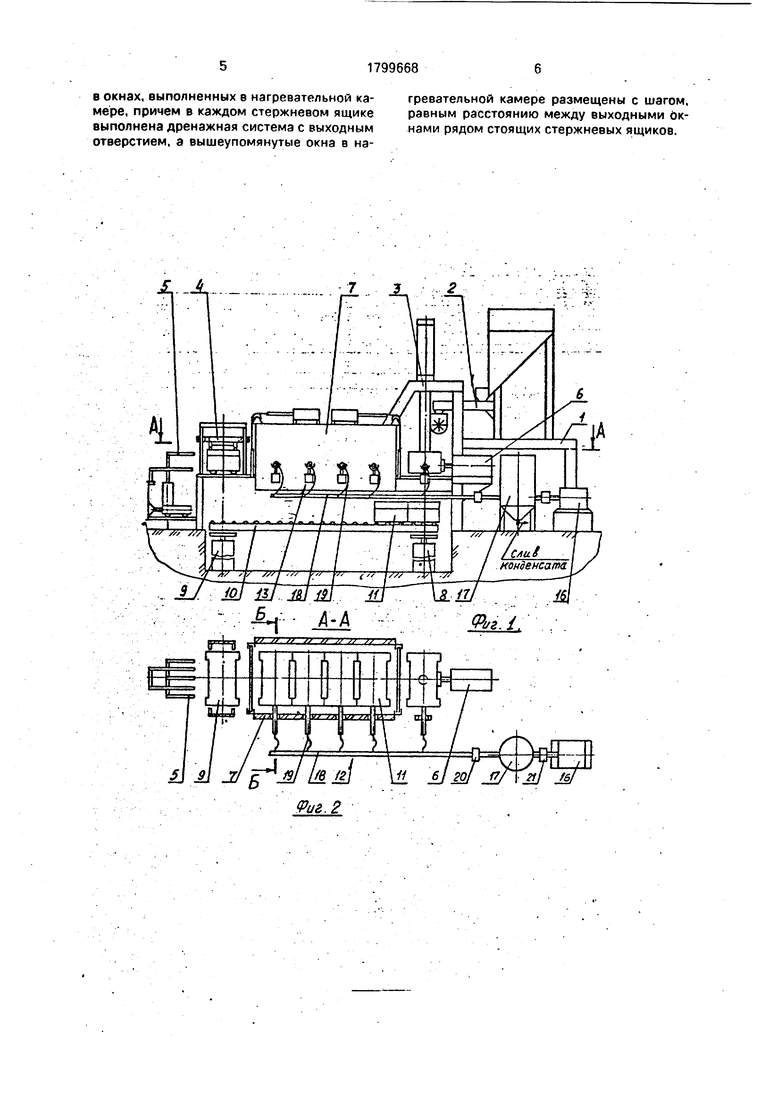
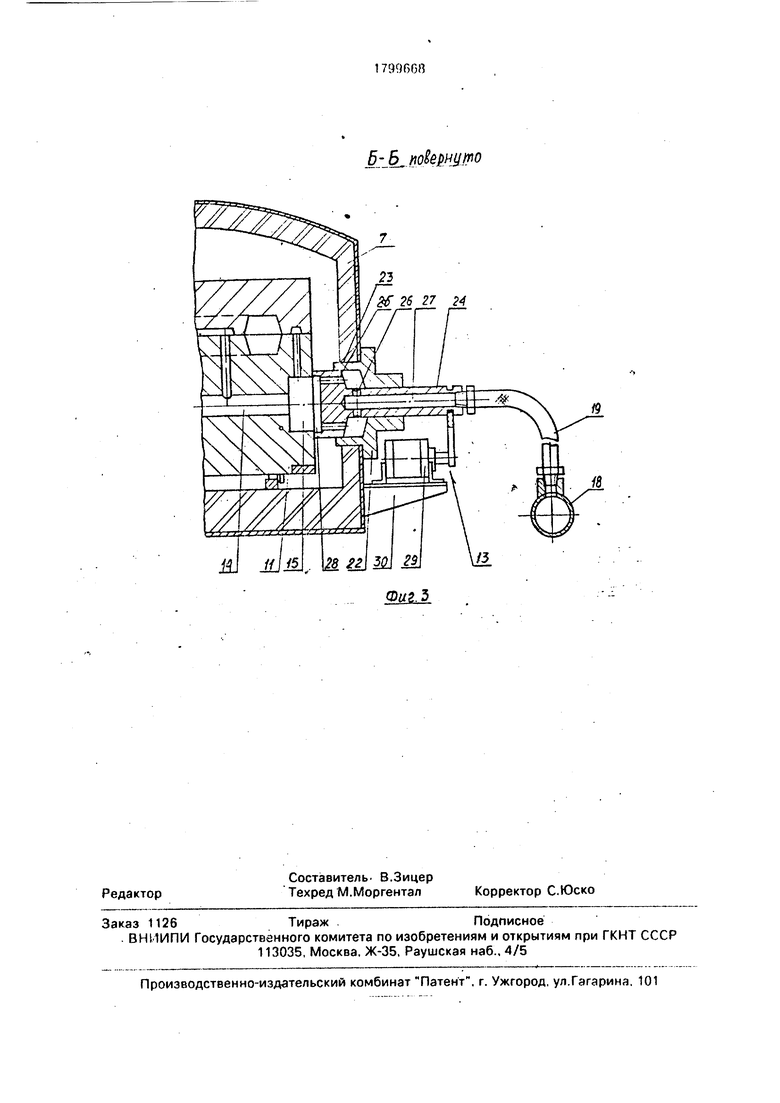
На фиг. 1 изображен фронтальный вид на установку; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.2.
Автоматическая линия включает опорную металлоконструкцию 1. устройства 2 для приготовления пеносмеси. механизмы прессования 3, разьема 4, выдачи 5 стержней, толкатель 6, нагревательную камеру 7,
подъемный 8 и передаточный 9 столы, транспортное средство 10, комплект стержневых ящиков 11. систему 12 вакуумирования стержневых ящиков и приспособления 13 подсоединения стержневых ящиков к системе 12 вакуумирования.
Каждый стержневой ящик имеет дренажную систему 14, заканчивающуюся выходным отверстием 15. Система 12 вакуумирования включает вакуум-насос 16, конденсатосборник 17, вакуумный газовод 18с отводами 19, управляемые клапаны 20 и 21.
Каждое приспособление 13 содержит корпус 22, встроенный в окно 23 нагревательной камеры 7, подвижную часть 24. с каналами 25, отверстиями 26 и 27 и проточкой 28, а также привод 29 и кронштейн 30.
Автоматическая работает следующим образом. Приготовленная в устройствах 2 пеносмесь подается в механизм 3 прессования. Подъемный стол б-подает стержневой ящик 11, прижимает его к механизму 3 прессования и производится запрессовка пеносмеси. Заформованный стержневой ящик толкателем 6 отправляется в нагревательную камеру 7, Одновременно с этим с противоположной стороны нагревательной камеры 7 выходит стержневой ящик с отвержденным стержнем и попадает на позицию разборки. Механизм 4 разъема разбирает стержневой ящик, из него извлекается готовый стержень и выносится из полости стержневого ящика механизмом 5 выдачи стержней. После этого механизм 4 разъема производит сборку стержневого, ящика, который передаточным столом 9 опускается на транспортное средство 10 и отправляется им к позиции подъемного стола 8. Далее цикл, повторяется.
Во время выстоя стержневых ящиков в нагревательной камере 7 к выходному отверстию 15 дренажной системы 14 каждого стержневого ящика с помощью привода 29 прижимается подвижная часть 24, подключая дренажную систему 14 через каналы 25, отверстия 26 и 27 к системе 12 вакуумиро- вания. При этом выделяющиеся из стержневой смеси газы поступают через приспособление 13, отводы 19, вакуумный газо вод 18 и управляемый клапан 20 к кон- денсатосборнику 17. В последнем происходит конденсация таких вредных составляющих газа, как фенол, формальдегид, аммиак, а также конденсация пара. Полученная таким образом жидкая фаза стекает в нижнюю часть конденсатосборни- ка,17 и удаляется оттуда для сжигания или перевода в невредные вещества по одной из известных технологий, а очищенный от
вредных составляющих воздух через управляемый клапан 21 и вакуум-насос 16 выбрасывается наружу.
В момент трогания с места стержневых
ящиков/находящихся в нагревательной камере 7, подвижная часть 24 приводом 29 .отводится от выходного отверстия 15. прижимается к корпусу 22, отсекая газовод 18с отводами 19 от атмосферы. При этом клапан
20 закрывается, запрещая разряжение кон- денсатосборника 17, а клапан 21 сообщает вакуум-насос 16 с атмосферой и запирает конденсатосборник 17. С началом движения стержневых ящиков подвижная часть 24
5 вновь прижимается к выходному отверстию 15. Для повышения эффективности отсоса газов приспособления 13 может быть установлено и на позиции механизма 3 прессования,.
0 Внедрение предложенной автоматической линии позволит улучшить санитарно- гигиенические условия труда в цехе за счет эффективной локализации и удаления выделяющихся газов вакуумированием, а также
5 экологическую обстановку прилегающего региона за счет высокой степени очистки отходящих газов, последующего удаления и переработки вредных составляющих. Принудительное удаление водяного пара и га0 збв непосредственно из стержня, находящегося в оснастке, позволит сократить время его отверждения и тем самым снизить энергозатраты,
Формулаизобре те н и я
5 Автоматическая линия для изготовления стержней из пеносмеси в нагреваемых стержневых ящиках, содержащая опорную металлоконструкцию, устройство для прйго- товления пеносмеси, механизмы прессова0 ния, разъема и выдачи стержней, нагревательную камеру, подъемный и передаточный столы, толкатель, транспортное средство, на котором размещены стержневые ящики, отличающаяся тем, что, с
5 целью, улучшения санитарно-гигиенических условий труда, экологической обстановки прилегающего региона и снижения энергозатрат, она снабжена системой вакуумирования стержневых ящиков, состоящей из
0 вакуум-насоса, конденсатосборника и вакуумного газовода с отводами, приспособлениями, связывающими отводы газоводов с нагревательной камерой, при этом каждое приспособление состоит из двух частей, од5 на из которых закреплена на нагревательной камере, а другая часть подвижно установлена в первой, имеет привод для ее возвратно-поступательного перемещения в горизонтальной плоскости и отверстия сообщенные с отводом газовода и размещена
51799668 6
в окнах, выполненных в нагревательной ка- гревательной камере размещены с шагом, мере, причем в каждом стержневом ящике равным расстоянию между выходными ок- выполнена дренажная система с выходным нами рядом стоящих стержневых ящиков, отверстием, а вышеупомянутые окна в наФиг. 2
JL-JLfflte&HUfflo
Фиг.ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
