о
Ю
Изобретение относится к литейному производству, в частности к установкам для изготовления стержней в нагреваемой оснастке.
Известна автоматическая линия для из готовяения стержней в нагреваемых стержневых ящиках. в которой все технологичёйкие и грапепортные операции от момента подачи исходных компднентое смеси до момента выдачи готового стержня осуществялютс автоматически. В состав этой линии входнт проходная нагревательная камера с входной и выходной дверками. Во время работы автоматической линии дверки постоянно находятся в верхнем положении м стержневые ящики беспрепятственно проходят сквозь нагревательную камеру через соответствующие проемы в ее торцевых стенках.
Проемы и особенно зазоры между vt стержневыми ящиками являются местом эффективного теплообмена между ередой, заключенной внутри нагревательной кдме ры, VI цеховой средой. Это обстояте)ьство приводит к значительному повышению энергетических здТрат, к снижению КПД нагревательной камеры. В резупьтауе ра1боты цеховой вентиляции при открытии дверей, окон и ворот цеха, а также «од дейсгвйем целого ряда других причин в цеховом пространстве возникает горизонтальное перемещение воздушных масс, которое cnoco6cteyeT выдувашю горячего воздуха иэ нагревательной камеры
Благодаря этому создается taKoe положение, при KOtopOM ;|аже непрерывное включение нагреватель жлй камеры wa полную мощность (fJB « 10Ь) не может обеспечить сохранение стержневыми ящиками требуемой при даданной производительности. Производительность автоматической линии начинает падать.
Наиболее близкой по технической сущности и достигаемому эффекту является автоматическая линия для изготовления стержней в нагреваемой оснастке, содержащая опорную раму, расположенные в технологической последовательности механизмы смесеприготовления. прессования, разьема стержневых ящиков с направляющими, выдачи стержней, толкатель, нагреваемую камеру с входной и выходной дверками, транспорт возврата, подьемный и передаточный столы и комплект стержневых ящиков..
Принудительное открытие и закрытие дверок нагревательной камеры в автоматическом режиме с помощью специальных
приводов с целью предотвращения негативного действия сквозняков связано с появлением ряда нежелательных моментов.
Во-первых, перемещение в автоматическом режиме тяжелых футерованных огнеупорным кирпичом дверок ведет к растрескиванию футеровки, быстрому выходу ее из строя и частому ее ремонту.
Во-вторых, перемещение дверок специальными приводами ведет X существенному усложнению схемы управления автоматической лиНии и к снижению нагдежности ее работы. Отказ блокировки в этом случае связан с тяжелейшей аварией, с возможностью разрушения нагревательной камеры ti, как результат, с длительным выходом автоматической линии из строя.
В-третьих; перемец.1ение Дверок в автоматическом режиме приводами не вписыва етсЯ в технологический процесс, не может быть совмещено 80 -времени с какими-либо другими Транспортными или технологиче ёкимй операциями ипотому обязательно ведет к снижению производительности автоматической линии.
изобретения является снижение энергозатр1аТ, повцшение п Юнзводителъ :ности и надёжности Линий. ; tte/Jt достигается тей, что. автоматическая лиНия для изгсггов ленйЯ стержней в нагреваемой оснастк:е, сОДе)жащэя опорnyjo раму, расположенные в технологической гтоследрвательности мёхайизм смесепригвтовления.йрессования, разъема стержневых ящиков с направляющими, выдачи стержней,: толкатель нагревательную xafMepy С входной и выходной дверками, транспорт возврата, Нодьемйый и передаточнмй бтолы и комплект стержневых ящиков, снабжена дополнител ьНо приводными заслонками; раёпсложенными между торцевыми стенками нагревательной камеры и вхОдНой и въ1ходной дверками, причем привод вОзв|ратногпоступательного перемещений заслонок выполнен в виде системы блоков и барабаном, соединенных с подвижной частью передаточногостола гибкими элементами.
Кроме того, гибкий элемент связан с подвижной частью передаточного стола посредством пружины, вертикальная часть гибкого элементй расположена в направляющей механизма разьема стержневых ящиков; ..., , .; . . :; ;, ,
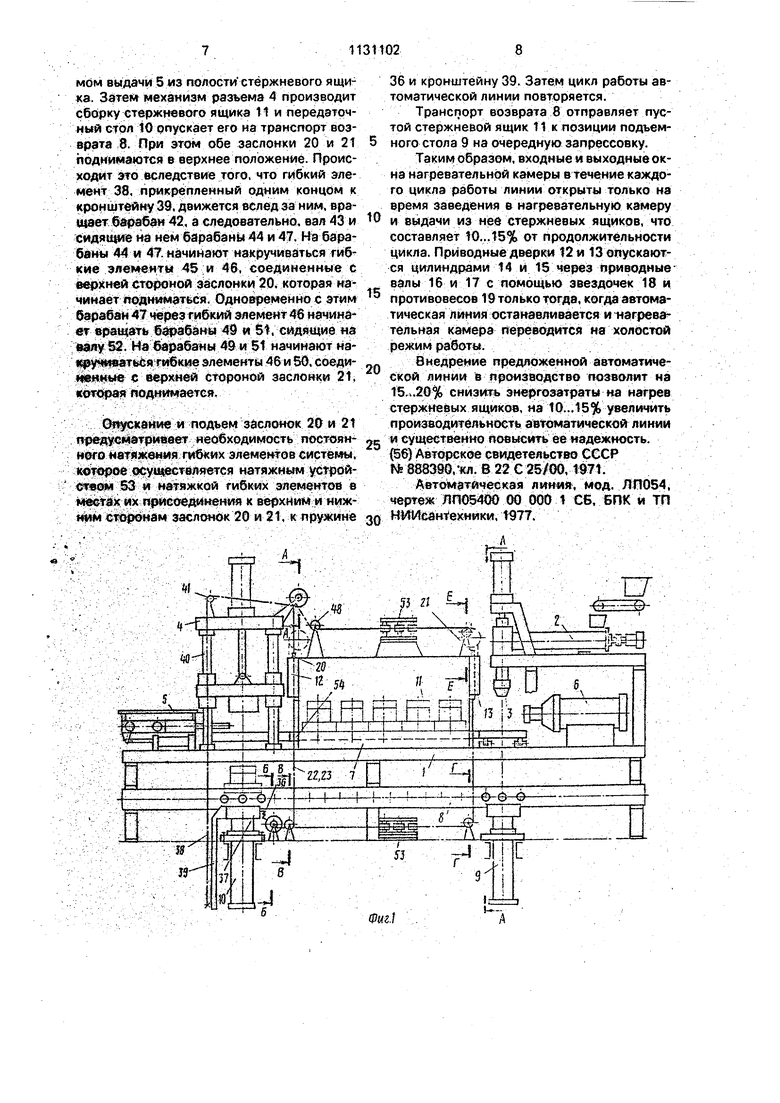
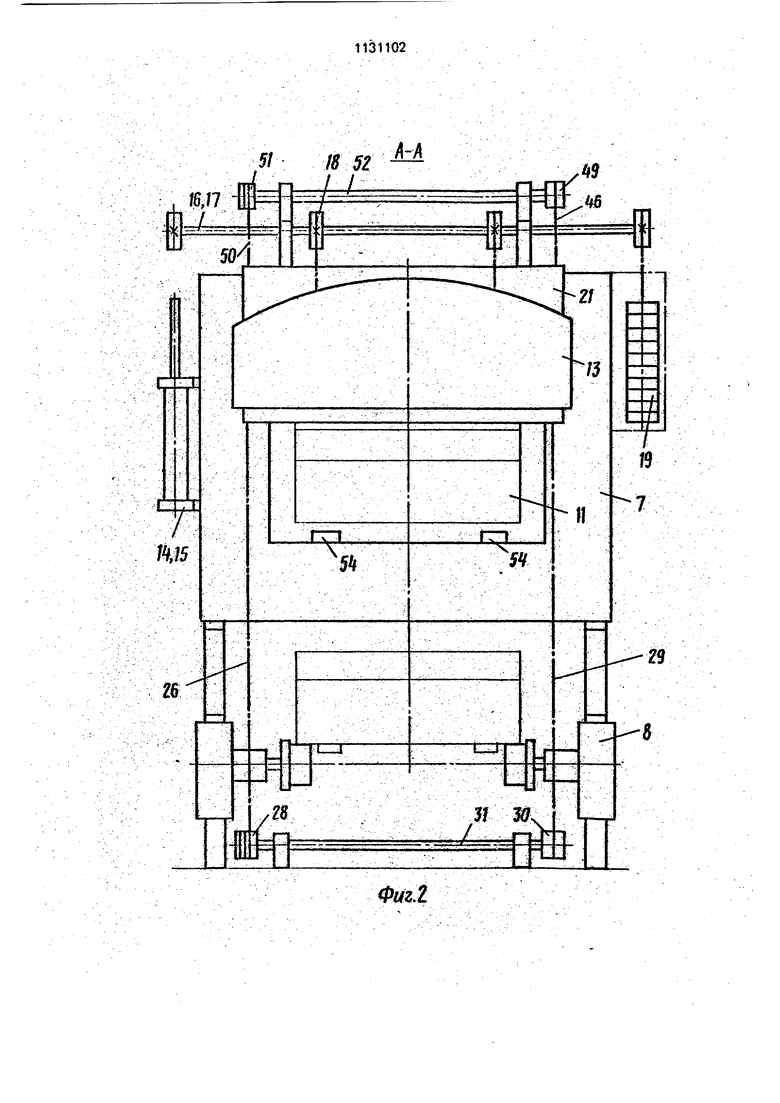
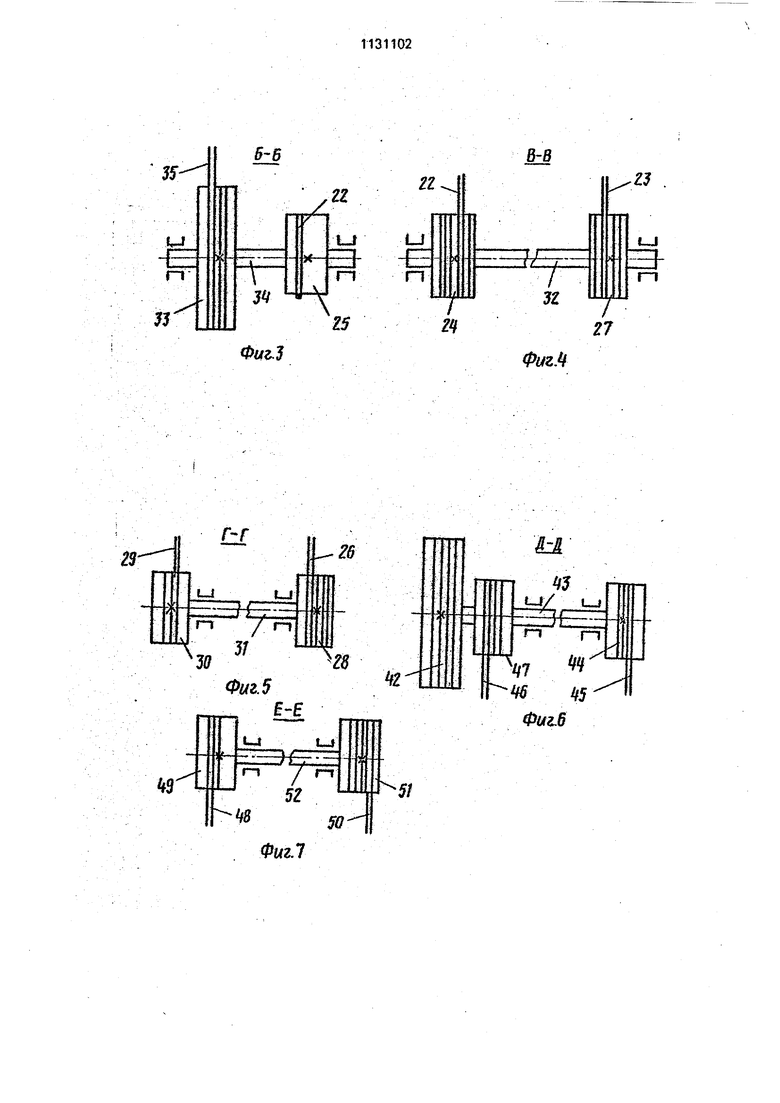
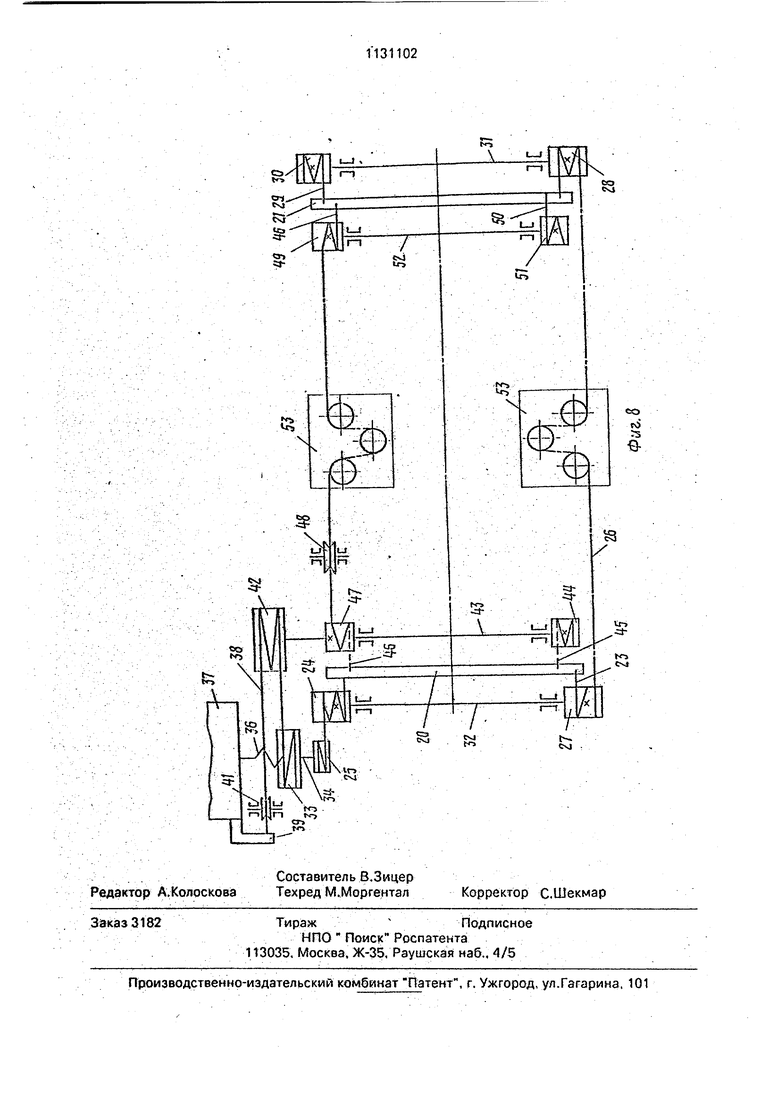
На изображ1ена предлагаемая автоматическая линия, фронтальный вид; на фиг.2 - разрез А-А на фда.1; на фиг.З разрез Б-Б иа фиг.1; нафиг.4 - разрез В-В на фиг. Т; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - разрез D-D на фиг.1; на фиг.7 разрез Е-Е на фиг.1; на фиг.8 - схема расположения гибких и элементов барабанов и блоков. Автоматическая линия состоит из опорной рамы 1, на которой смонтированы механизмы: 2 - смесеприготовления. 3 прессования, 4- разъема стержневых ящиков, 5 - выдачи стержней; толкатель 6, нагревательная камера 7, транспорт возврата 8, подъемного 9 и передаточного 10 столов и комплекта стержневых ящиков 11. На входе и выходе из нагревательной камеры расположень футерованные дверки 12 и 13, приводимые в действие цилиндрами 14 и 15 через приводные валы t6 и 17, несущие звездочки 18 и противовесы 19, уравновешивающие зти дверки. Между дверками 12 и 13 и торцевыми стенками нагревательной камеры 7 встроены соответственно заслонки 20, 21.. К нижней стороне заслонки 20 присоединены гибкие элементы 22 и 23. Гибкий элемент 22 через барабан 24 перекинут и зак,реплен на барабане 25. Гибкие элементы 23 и 26 закреплены на барабане 27. Гибкие элементы 23 и 26 закреплены на барабане 27. Гибкий элемент 26 перекинут на барабан 28,через который соединен с нижней стороной заслонки 2t. Гибкий элемент 29 соединяет нижнюю сторону заслонки 21 с барабаном 28. Барабаны 28 и 30 находятся на валу 31, барабаны 24 и 27 - на валу 32. а барабаны 25-33 на валу 34. Диаметр барабана 33 во столько раз больше диаметра барабана 25, во сколько раз ход передатр чного стола 10 больше хода заслонки, Гибкий элемент 35 одним концом закреплен на барабане 33, а другим - через пружину растяжения 36 в подвижной части 37 стола передаточного 10. Гибкий элемент 38 одним концом соединен с кронштейном 39, закрепленным на подвижной части 37 передаточного стола 10 и пропущен через полую направляющую 40 механизма разъема 4 и блок 41, другим концом закреплен на барабане 42, который находится на одном валу 43 с барабаном 44. Отношение диаметров барабанов 42 и 44 равно отношению диаметров барабанов 33 и 25. Гибкий элемент 45 соединяет верхнюю сторону заслонки 20 с барабаном 44. Гибкий элемент 46 одним концом соединен с верхней стороной заслонки 20, а затем через барабан 47, который находится на одном еалу 43 с барабанами 42 и 44, через блох 48 перекинут на барабан 49, с которого другим концом соединен с верхней -стороной заслонки 21. Гибкий элемент 50 соединяет верхнюю сторону заслонки 21 с барабаном 51, который находится на одном валу 52 с барабаном 49. Бея система гибких элементов снабжена натяжными устройствами 53. Стержневые ящики 11 перемещаются через нагревательную камеру 7 по направляющим 54.-; Автоматическая линия работает следующим образрм. Механизм 2 смесеприготовления приготавливает жидкоИодвижную смесь и подает ее в механизм 3 прессования. Подъемный стол 9 приподнимает стержневой ящик 11 в верхнее положение для запрессовки его механизмом прессования 3 жидкоподвижной смесью. Толкатель 6 отправляет стержневой ящик11 в нагревательную камеру 7. Одновременно с этим с противоположной стороны нагревательной камеры выходит стержневой ящик с уже отвержденным стержнем. Он подается по позицию механизма 4 разъема стержневых ящиков. Подвижная часть 37 передаточного стола 10 движется вверх, принимая на себя стержневой ящик 11. При этом заслонки 20 и 21 опускаются и перекрывают входные и выходные окна нагревательной камеры 7, Происходит это вследствие того, что гибкий элемент 35, прикрепленный одним концом к пружине 36, движется вслед за ней, вращает барабан 33. а следовательно, вал 34 и сидящий на валу 34 бардбан 25, Барабан 25 через гибкий элемент 22 начинает вращать барабаны 24 и 27. сидящие на валу 32. На барабаны 24 и 27 начинают накручиваться гибкие элементы 22 и 23, соединенные с нижней стороной заслонки 20, которая начинает опускаться. Одновременно с этим барабан 27 через гибкий элемент 26 начинает вращать барабаны 28 и 30, сидящие на валу 31, Нг барабаны 28 и 30 начинают накручиваться гибкие элементы 27 и 29, соединенные с нижней стороной заслонки 21. которая опускается. Опусканию заслонок 20 и 21 способствует не только движение вниз гибких элементов 22; , и 26,29. но и собственные веса заслонок. Пружина 36 является компенсатором, позволяющим ликвидировать жесткость системы перемещения заслонок и обеспечивающим их опускание до упора в направляющие 54 нагревательной камеры 7 в конце хода стола 11. Далее производится разборка стержневого ящика 11, извлечение готового стержня и выдачи его механизMOM выдачи 5 из полости стержневого ящика. Затем механизм разъема 4 производит сборку стврж «вого ящика 11 и передаточный стол 10 опускает его на транспорт возврата 8. При этом обе заслонки 20 и 21 поднимаются в верхнее положение. Происходит это вследствие того, что гибкий элемент 38, прикрепленный одним концом к кронштейну 39, движется вслед за ним, вращает барабан 42, а следовательно, вал 4i3 и сидящие на нем барабаны 44 и 47. На барабаны 44 и 47. начинают накручиваться гибкие элементы 45 и 46, соединенные с верхней стороной заслонки 20. которая начинает подниматься. Одновременно с этим барабан 47 черкез ги&кий элемент 46 начинает вращать барабаны 49 и t, с |дящие на юлу В2. На рабаны 49 и 51 начинают на1фу«««вать6я элементы 46 и 50, соеди«cettHtiie с верхней стороной заслонки 21, которая подн1тается.
Отпускание и подъем заслонок 20 и 21 предусмдтриввет необходимость постоянного матйжемия п«б«их элементов системы, осу1(ествляется натяжным устрой еом 53 и натяжкой гибких элементов в местах их лрисое Ейнения к верхним и нижним сторонам заслонок 20 и 21, к пружине
36 и кронштейну 39. Затем цикл работы автоматической линии повторяется.
Транспорт возврата 8 отправляет пустой стержневой ящик II к позиции подъемного стола 9 на очередную запрессовку.
Таким образом, входные и выходные окна нагревательной камеры в Течение каждого цикла работы линии открыты только на время заведения в нагревательную камеру и выдачи из неб стержневых ящиков, что составляет 10... 15% от продолжительности цикла. Приводные дверки 12 и 13 опускаются цилиндрами 14 и 15 через приводные валы 16 и 17 с помощью звездочек 18 и противовесов 19 только тогда, когда автоматическая линия останавливается и нагревательная камера переводится на холостой режимработы.
Внедрение предложенной автоматической линии в производство позволит на 15...20% снизить энергозатраты на нагрев стержневых ящиков, на 10...15% увеличить производительность автоматической линии и существенно повысить ее надежность. {56} Автогрское св«едетельство ееСР № 888390,1(л. В 22 е 25/Ш, 1971.
Автоматическая . Мод. ЯШ54, чертеж /111054(10 00 000 1 СБ. БПК и ТП 0 НИИсанТехники, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Механизм разъема стержневых ящиков | 1980 |
|
SU919228A1 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1799668A1 |
| Полуавтомат для изготовления оболочковых стержней | 1977 |
|
SU738751A1 |
| Смеситель | 1980 |
|
SU877859A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
SMbst:
Фш1
Фиг.7
