Рабочие головки к устройствам для сборки игольчатых подшипников карданного типа, состоящие из цилиндрической оправки для установки на ней наружной обоймы подшипника с. кольцевым зазором, равным диаметру заполняющих его иголок, и питаемого иголками механизма заполнения, содержащего диск, расположенный соосно цилиндрической оиравке, известны.
Однако производительность этих головок невысокая. Заполняется собираемый подшипник иголками пощтучно, последовательно по кольцевому зазору зубьями звездочки, расположенной внутри оправки.
В предлагаемой рабочей головке собираемый подшипник заполняется всеми иголками одновременно, благодаря чему увеличивается производительность операции сборки.
Диск по числу иголок в подшипнике снабжен сквозными радиальными пазами, у внешних концов которых размещены толкатели для перемещения подаваемых иголок по пазам на величину, равную их диаметру.
Надежность операции сборки обеспечивается тем, что внутренние концы радиальных пазов расположены по окружности с радиусом, величина которого превышает величину среднего радиуса кольцевого зазора на величину, несколько меньшую радиуса иголки.
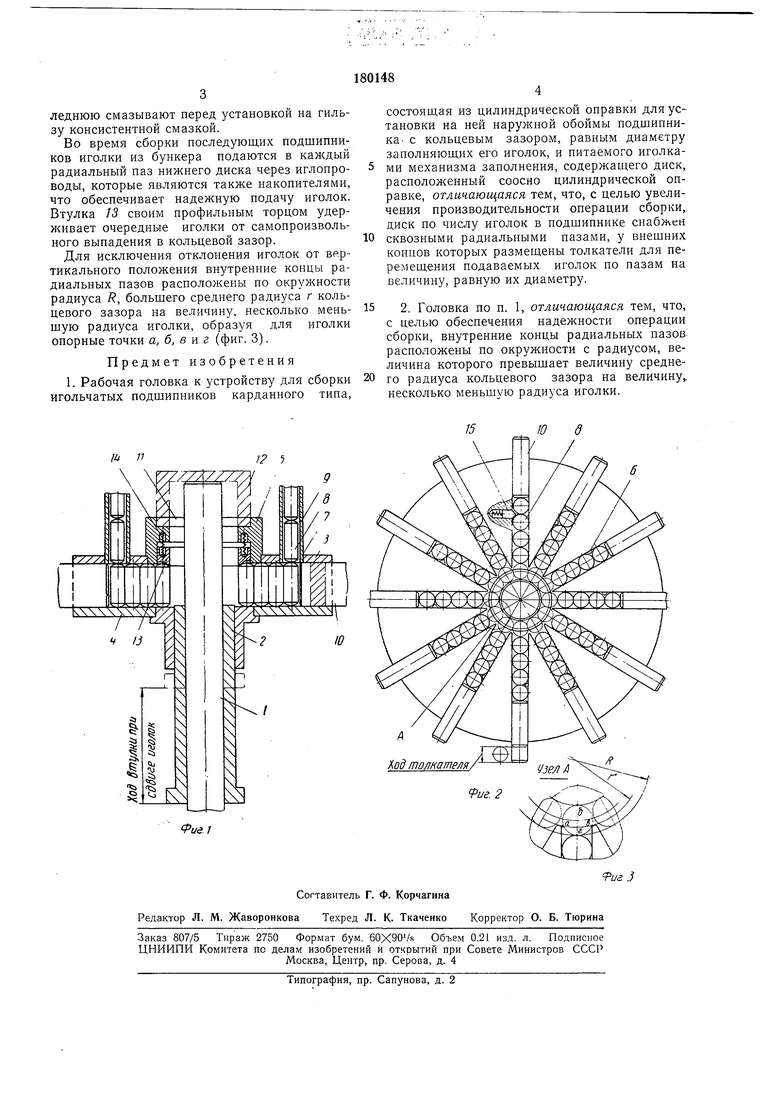
низма заполнения, вид сверху; на фиг, 3 - узел Л на фиг. 2.
На цилиндрической оправке 1 установлены скользящая втулка 2, верхний диск 3, нижНИИ диск 4 и гильза 5. В нижнем диске выполнены радиальные пазы 6, число которых равно числу иголок в собираемом подшипнике; в верхнем диске у внещнего конца радиальных пазов имеются отверстия 7, через которые в радиальные пазы подаются иголки 8 по иглопроводам 9. У внешних концов радиальных пазов размещены толкатели W, одновременно приводимые в движение с помощью любого известного привода н имеющие
длину хода, равную диаметру иголок.
Выточка // в гильзе служит для установки наружной обоймы 12 собираемого подшипника, а втулка 13 с пружинами 14 выполняет роль отсекателя. Отсекатели 15 расположены
в каждом радиальном пазу нижнего диска.
Головка работает следующим образом. Радиальные пазы предварительно один раз заполняются иголками. Под действием толкателей иголки перемещаются к центру головки на величину, равную диаметру иголки. После размещения иголок вокруг оправки приводится в движение втулка 2, сдвигающая иголки в наружную обойму подшипника, которая
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ | 1970 |
|
SU425003A1 |
| РАБОЧАЯ ГОЛОВКА К УСТРОЙСТВУ ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ КАРДАННОГО ТИПА | 1969 |
|
SU241313A1 |
| Устройство для комплектации иглами подшипников карданного типа | 1985 |
|
SU1260573A1 |
| Способ сборки игольчатых подшипников, устройство для его осуществления и рабочая головка к устройству | 1990 |
|
SU1783185A1 |
| УСТРОЙСТВО для СБОРКИ РАДИАЛЬНЫХ ИГОЛЬЧАТЫХРОЛИКОВЫХ подшипников | 1971 |
|
SU316559A1 |
| Устройство для сборки подшипников карданного типа | 1988 |
|
SU1594307A1 |
| Устройство для сборки игольчатых подшипников карданного типа | 1984 |
|
SU1208350A1 |
| Устройство для сборки игольчатых подшипников | 1979 |
|
SU889932A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
