Изобретение относится к области обработки металлов давлением, а именно к листопрокатному производству, и может быть использовано при производстве листового проката, предназначенного для покрытия полимерными и лакокрасочными материалами.
Целью изобретения является обеспечение получения .изделий с заданной шероховатостью.
Указанная цель достигается тем, что в способе правки полосы путем изгиба ее на роликах нескольких групп с одновременной вытяжкой, в роликах первой по ходу технологического процесса группы,полосе задают предварительное удлинение а пределах (0,1-1,5)%, а величину окончательного удлинения полосы определяют из зависимости
,39 Y
Ra исх Ка
R,
а исх
при этом шероховатость поверхностей роликов отвечает условиям: R3i SO,6Rancx;
Raj(2.3...n)(0,1-0,3)RaHcx
где Е - величина удлинения полосы во второй, третьей и т.д. группах роликов, %:
Rancx - шероховатость поверхности исходной полосы, мкм;
Ra - шероховатость поверхности, готового изделия, мкм; . 6,39-эмпирический коэффициент;
Rai - шероховатость поверхности роликов первой группы, мкм;
Ra(2,3...n) - шероховатость поверхностей роликов последующих групп.
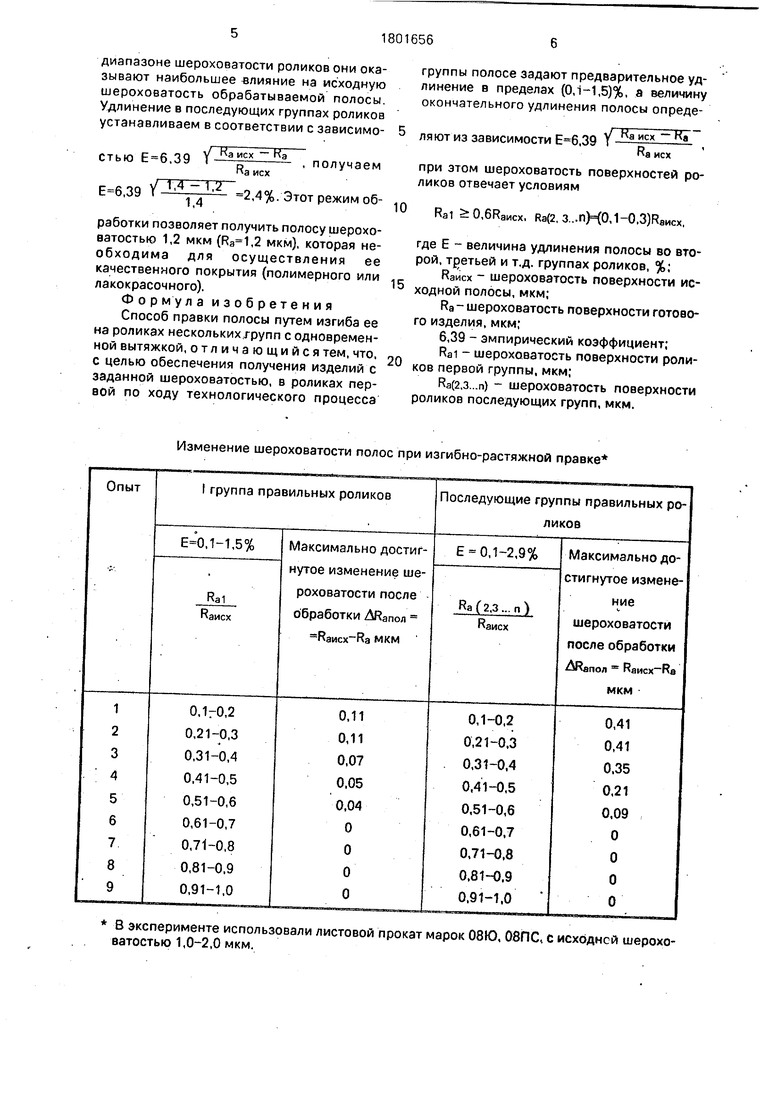
Для проверки работоспособности заявляемого способа были проведены эксперименты, основные результаты которых представлены в таблице.
Установлено, что при деформации а 1 группе правильных роликов с удлинением ,1-1,5% шероховатость менялась на роRa1
ликах при
R;
0.1-0,6. После достижеаисх
ния величины отношения
Rai
более 0,6
Каисх
шероховатость не менялась. Следовательно, для достижения требуемого эффекта при
ел С
00
о
Os
ел сь
деформации в 1 группе (правка при сохранении исходной шероховатости) величину шероховатости правильных роликов устанавливают не менее 0,6 величины шероховатости полосы. Величину удлинения в 1 группе правильных роликов ограничивают 1,5%, т.к. это удлинение обеспечивает гарантированное исправление любой неплоскостности встречающейся на практике при
производстве тонких полос.
В последующих группах, для регулирования шероховатости, использовали правильные ролики с отношением
Ra (JZ.3... п ) .-0.1-1.0. При этом наиболь-
Raitcx. . . .
ший диапазон изменения шероховатости обрабатываемых полос (до 0,41 мкм) достигается при Ra (2-3;- ) 0.1-0,2 и 0,21-0,3,
аисх т.е. 0,1-0,3. Таким образом, при отношении шероховатости роликов к шероховатости исходной полосы равной 0,1-0,3 достигается поставленная цель.
Использование правильных роликов с
отндшением -а п меньшим 0,1
труднительно, т.к. практическое изготовление таких роликов требует особых видов обработки (шлифование, электроискровую обработку и др.), неоправданных трудозатрат, тогда как рекомендуемые ролики изготавливают простым течением на токарном станке. Применение правильных роликов с
отношением -а . большим 0,3 су-
Каисх
жает диапазон регулирования шероховатости полосы и ограничивает возможности предлагаемого способа (см, таблицу).
Характер изменения шероховатости об- рабатываемых полос в зависимости от удлинения графически описывается параболой второго порядка, математическое выражение которой записывается в виде: .
. . аисх
где Е - величина удлинения полосы во второй, третьей и т.д. группах: роликов, %;
Rancx шероховатость поверхности ис- ходной полосы, мкм;
Ra - шероховатость поверхности гото- вого изделия, мкм;
6,39 - эмпирический коэффициент;
Ошибка во всем рабочем диапазоне не превышает 2,5%.
Установлено также, что эффективное управление шероховатостью полосы в процессе изгибно-растяжной правки проявилось, если разница шероховатости
0
5
0
исходной полосы и полосы после правки не превышает 0,41 мкм.
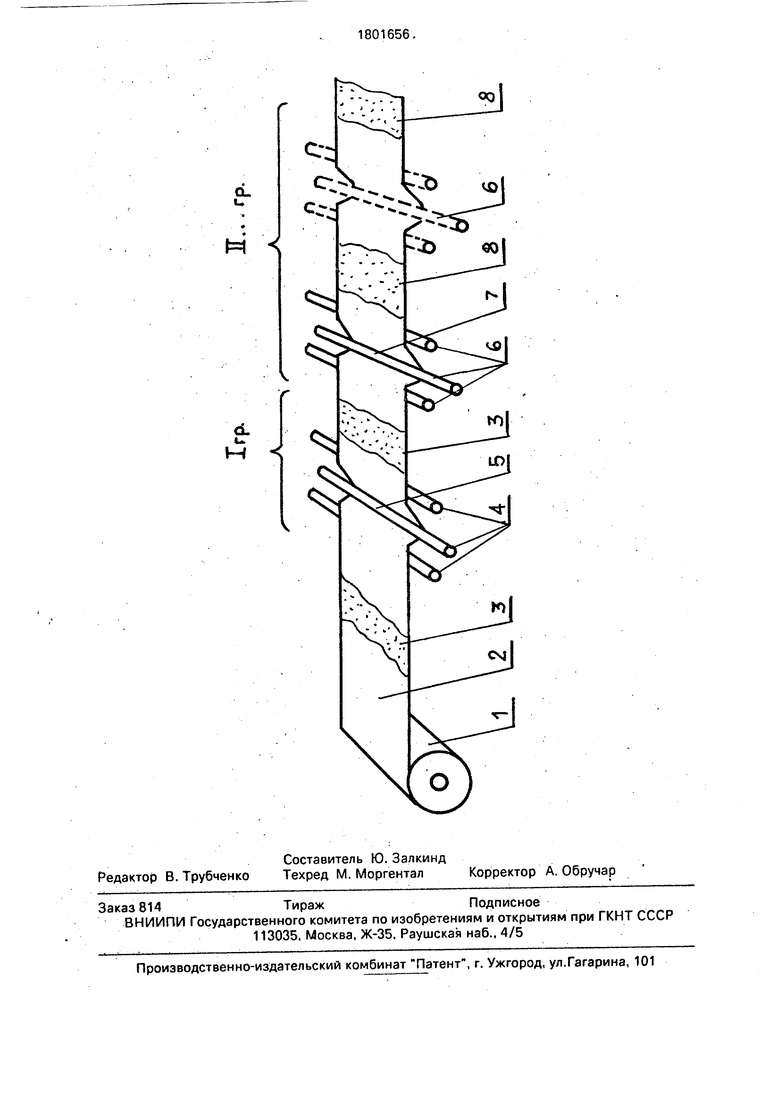
На чертеже схематически показан способ правки полосы изгибом с растяжением с регулированием шероховатости поверхности конечного листового проката.
Из рулона 1 полосу 2 с исходной шероховатостью поверхности (Наисх) 3 подают в первую группу правильных роликов 4, у которых шероховатость поверхности 5 не менее (0,6Rancx) шероховатости поверхности исходной полосы. В первой группе роликов 4 задают предварительное удлинение полосы в пределах (0,1-1,5%). После удлинения полосу 2 направляют во вторую (или последующие) группу правильных роликов 6 с шероховатостью 7 поверхности 6 в пределах (0,1-0,3)Раисх шероховатости поверхности исходной полосы и определяют окончательное удлинение полосы 2 исходя из зависимости ,39 1 для получения Ra исх
готового изделия с заданной шероховатостью поверхности 8.
Использование предлагаемого способа в производстве рассмотрено в следующем примере.
На агрегат полимерных покрытий поступила партия листовой рулонной стали с ис- ходной шероховатостью 1,4 мкм и плоскостностью 8 мм на метр.
Известно, что наилучшее качество покрытий достигается при шероховатости по-, лосы 0,,2 мкм. Для получения на полосе необходимой шероховатости и придания ей высокой плоскостности в соответствии с предлагаемым способом устанавливаем в первой группе правильных роликов рабочие ролики с шероховатостью 0,90 мкм (,84 мкм). В соответствии с таблицей Rai/Rancx 0,6. При этом в первой группе роликов осуществляется правка полосы без изменения шероховатости поверхности полосы. Удлинение полосы при этом устанавливаем 0,5%, которое обеспечивается перекрытием (регулировкой) правильных роликов. В последующих группах правильных роликов устанавливаем режим правки, обеспечивающий изменение исходной шероховатости полосы до требуемого значения шероховатости 1,2 мкм. Для этого в соответствии с заявляемой зависимостью в последующих группах правильных роликов устанавливаем рабочие ролики шероховатостью 0,14-0,42 мкм, например, используем ролики с шероховатостью 0,4 MKM (Ra (2,3...q)/RaHcx 0,1-0,3 ПО
таблице). В таблице показано, что в этом
диапазоне шероховатости роликов они оказывают наибольшее влияние на исходную шероховатость обрабатываемой полосы. Удлинение в последующих группах роликов устанавливаем в соответствии с зависимостью ,39 У к«исх ка- получаем а исх
,39 У .4%.-Этот режим обработки позволяет получить полосу шероховатостью 1,2 мкм (,2 MKM), которая необходима для осуществления ее качественного покрытия (полимерного или лакокрасочного).
Формула изобретения Способ правки полосы путем изгиба ее на роликах нескольких.групп с одновременной вытяжкой, отличающийся тем, что, с целью обеспечения получения изделий с заданной шероховатостью, в роликах первой по ходу технологического процесса
группы полосе задают предварительное удлинение в пределах (0,1-1,5)%, а величину окончательного удлинения полосы определяютиз зависимости ,39 У ,
На исх
при этом шероховатость поверхностей роликов отвечает условиям
Rai 0,6Раисх. Ra(2. 3...nHO,1-0.3)Rencx,
где Е - величина удлинения полосы во второй, третьей и т.д. группах роликов, %;
Яаисх - шероховатость поверхности исходной полосы, мкм;
Ra - шероховатость поверхности готового изделия, мкм;
6,39 - эмпирический коэффициент;
Rai - шероховатость поверхности роликов первой группы, мкм;
Ra(2.3...n) - шероховатость поверхности роликов последующих групп, мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| Способ производства подката полос | 1987 |
|
SU1463359A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2445177C1 |
| СПОСОБ ПРОИЗВОДСТВА IF-СТАЛИ | 2008 |
|
RU2366730C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| Способ чистовой обработки детали | 1989 |
|
SU1703417A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2479640C1 |
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННОЙ ПОЛОСЫ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2013 |
|
RU2529323C1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU984530A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗЕРКАЛЬНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2010 |
|
RU2434695C1 |
Сущность изобретения: полосу изгибают, одновременно вытягивая ее при пропуске между роликами, расположенными несколькими группами. Приведены величины удлинений, задаваемых полос в каждой группе роликов, а также характеристики поверхностей роликов каждой группы. 1 ил,, 1 табл.
Изменение шероховатости полос при изгибно-растяжной правке
В эксперименте использовали листовой прокат марок 08Ю, 08ПС, с исходной шероховатостью 1,0-2,0 мкм.
| Шур И | |||
| А., Разумова Т | |||
| А | |||
| Правка тонких полос из алюминиевых сплавов ВИЛС, 1970, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
