ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ С ВЫСТУПАМИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397832C2 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| Устройство для подгибки кромок листовой заготовки | 2023 |
|
RU2809059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
Использование: при гибке листовых деталей сложной кривизны с подгибкой кромок. Сущность изобретения: формообразующую основу матрицы по ее периферии составляют сменные настраиваемые секции, установленные в гнезда между периферийными выступами и смонтированные с возможностью их замены и регулировки расстояния между ними, а средняя часть матрицы снабжена центральным элементом с рабочей поверхностью, соответствующей минимальному радиусу изгиба, причем центральный элемент смонтирован с возможностью фиксированного перемещения в горизонтальной плоскости и регулировки по высоте относительно настраиваемых секций. Это позволяет изгибать крупногабаритные детали и осуществлять подгибку кромок без смены оснастки. 2 ил.
Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для гибки листовых деталей сложной кривизны.
Целью изобретения является расширение технологических возможностей за счет изготовления асимметричных деталей с предварительной подгибкой краев.
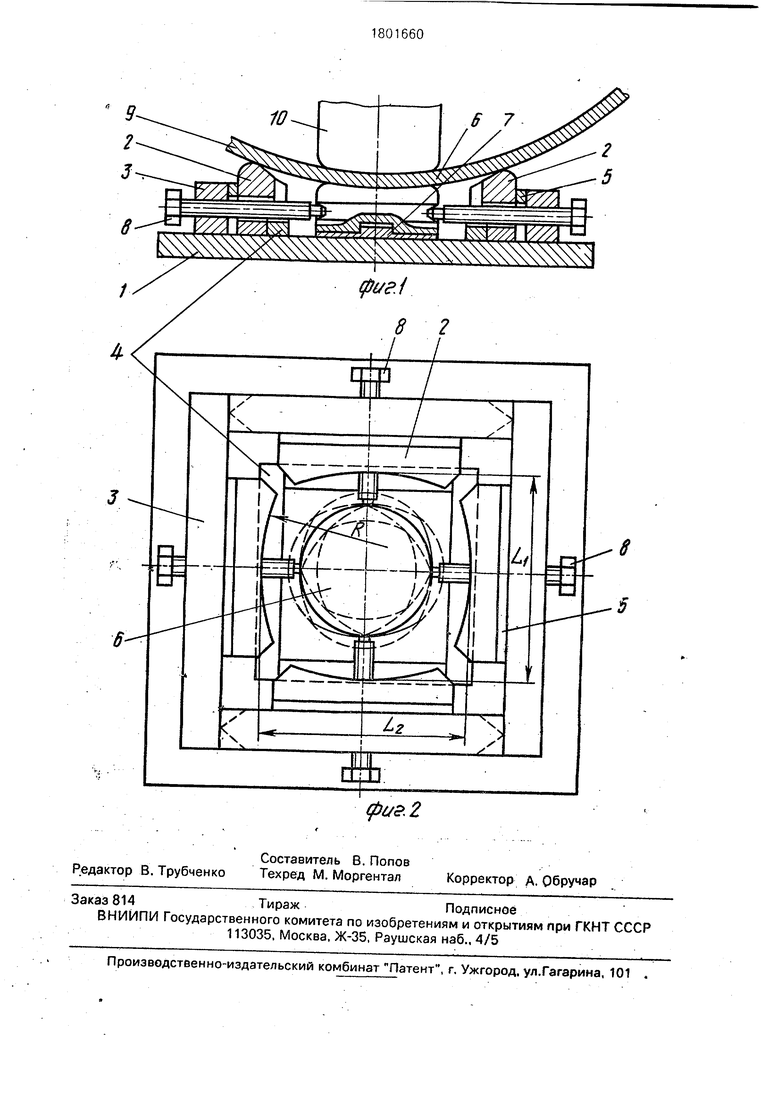
На фиг. 1 изображен вертикальный разрез матрицы; на фиг. 2 - то же, вид сверху.
Перенастраиваемая матрица срдержит основание 1, секции 2, внешние 3 и внутренние 4 периферийные выступы жестко связанные с основанием 1, набор закладных плит 5, центральный элемент 6, подкладки 7, фиксирующие винты 8. На фиг. обозначены: изгибаемая деталь - 9, пуансон - 10, максимальное расстояние между формообразующими секциями - LI, минимальное расстояние , радиус закругления рабочей поверхности формообразующей секции -R. Основание матрицы с периферийными выступами сварено из листовых деталей и своей верхней частью представляет двух- стенную коробчатую конструкцию, основу которой составляют наружные стенки 3 и внутренние стенки 4 выступов, расстояние между которыми образует . гнезда для размещения формооЬразующих секций 2 с фиксацией закладными плитами 5. Центральный элемент 6, размещенный внутри коробчатой конструкции, в нижней своей части имеет посадочное гнездо-впадину, по- . средством которого он соединяется с подкладкой 7. Упорные силовые.винты 8 посредством резьбового соединения связаны
00
о
( о о
с внешними выступами 3 и своими концевыми частями фиксируют центральный элемент б в заданном положении. Конструкция центрального элемента 6, за счет смещения к одной из формообразующих секций 2, позволяет осуществлять подгибку кромок заготовки и за счет подкладок 7 ограничивать рабочий ход пуансона, что обеспечивает подчеканку заготовки по центральной части пуансона.
. Штамп с перенастраиваемой матрицей работает следующим образом. В зависимости от заданной конфигурации.детали.9 настраивается рабочая поверхность матрицы: подбираются формообразующие секции 2 с необходимыми радиусами R, устанавливаются на расстояниях U и и посредством подбора закладных плит 5 фиксируются, регулируется высота центрального элемента 6 посредством подбора подкладки 7 и положение центрального элемента 6 относительно -формообразующих секций 2 посредством фиксирующих винтов 8. После настройки на матрицу укладывается заготовка 9 и последовательными нажатиями изгибается. Плоско-параллельное фиксированное перемещение центрального элемента 6 осуществляется с помощью винтов 8 с пределами перемещения до половины диаметра пуансона. Форма рабочих поверхностей пуансона 10 и центрального элемента 6 сферическая с радиусами отличающимися на минимальную толщину заготовки, что обеспечивает изгиб с радиальным сжатием уменьшающим неравномерность напряженного состояния в металле заготовки. Подгибка или подчеканка кромок осуще- ствля§тся после гмбки средней части за- готов и, что уменьшает эксцентриситеты нагрузок на рабочие органы оборудования. Ширина заготовки может быть любой, как правило, ширина заготовки больше ширины и длины штампа, в этом случае гибка осуществляется последовательными нажатиями, начиная от середины заготовки. Ориентация заготовки относительно осей штампа может быть произвольной.
Приме р. Для изготовления листа наружной обшивки ледокола толщиной 50 мм, габаритами 2x8 м парусовидной формы с радиусом поперечной кривизны от 2,5 до 10 м и продольной кривизны от 40 до 160 м необходим гидравлический пресс усилием 800 тс и два громоздких штампа, которые
заменяются перенастраиваемой матрицей, при этом экономится значительное количество металла и трудоемкости на изготовление этих штампов. Штамп (перенастраиваемая матрица) перед гибкой настраивается следующим образом: две противоположные настраиваемые секции 2 устанавливались на максимально возможное расстояние мм, две другие
секции, перпендикулярные первым, устанавливались на меньшее расстояние равное
40
0,3 Li, т.е. ,3x800
мм. Отмеченное получено из общепринятых зависимостей l i 8Rifi, l 2 8R2f2, где Ri и fi - радиус и прогиб продольной кривизны; R2 и f2 - то же поперечной кривизны. Гибка осуществлялась от середины заготовки сначала к одному краю, затем - к другому. Использование предлагаемой матрицы позволяет производить качественную гибку и подгибку кромок крупногабаритных листовых деталей.
Формула изобретения Перенастраивамая гибочная матрица, содержащая основание с периферийными выступами, симметрично размещенные формообразующие секции, набор плиток смонтированных с возможностью размещения между соответствующими выступом и формообразующей секцией, центральный элемент, а также фиксирующие винты, установленные в отверстиях выступов, отличающаяся тем, что, с целью расширения технологических возможностей за счет изготовления асимметричных деталей с предварительной подгибкой краев, она снабжена наборами формообразующих секций, центральных элементов и подкладок под центральные элементы, обойма выполнена с дополнительными выступами, параллельными и перпендикулярными имеющимся, каждая формообразующая. секция смонтирована с возможностью размещения между соответствующими выступами с возможностью опоры на один из выступов, каждый центральный эле- мент выполнен с криволинейной рабочей поверхностью, а фиксирующие винты смонтированы с возможностью взаимодействия с боковыми поверхностями центрального элемента.
0
5
0
5
0
| Мошнин Е | |||
| Н | |||
| Гибка, обтяжка и правка на прессах | |||
| - М.: Машгиз-, 1959, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
