Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях промышленности для изготовления из листа профилей.
Известен способ свободной гибки V-образных деталей, при котором гибка в штампе заканчивается в тот момент, когда полки изгибаемой заготовки будут параллельны боковым сторонам рабочего профиля матрицы [1].
Недостаток этого способа заключается в том, что пружинение штампуемого материала не обеспечивает высокоточного изготовления деталей. А это сопряжено либо с необходимостью доработки гибочных штампов на пружинение, либо с использованием ручных доводочных работ по устранению пружинения.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту являются:
- способ гибки профилей, при котором производят предварительную гибку полосы, образуя радиусный участок между элементами заготовки, и затем - ее окончательную гибку путем приложения нормальных и тангенциальных усилий к элементам заготовки [2];
- устройство, содержащее по прототипу центральный и периферический пуансоны, матрицу и воздействующие на боковые поверхности заготовки подпорные элементы, обеспечивающие изготовление профилей, преимущественно, W-образного сечения [3, 4].
Представленные в работе [4] исследования по этому процессу гибки показывают, что невозможность точного аналитического определения углов пружинения приводит к необходимости экспериментальной отладки технологического процесса гибки для обеспечения заданной точности, что обусловливает повышение себестоимости выполнения гибочных работ.
Технический результат, достигаемый при использовании предлагаемого изобретения, заключается, во-первых, в повышении точности изготовления W-образного сечения деталей, во-вторых, в расширении технологических возможностей процесса гибки за счет уменьшения радиуса изгиба изготавливаемых деталей и, в-третьих, в снижении металло- и энергоемкости средств осуществления способа гибки.
Достижение указанного технического результата от использования разработанного изобретения обеспечивается тем, что
- в способе изготовления профилей, преимущественно, W-образного сечения, при котором производят предварительную гибку полосы, образуя радиусный участок между элементами заготовки, а затем ее окончательную гибку путем приложения нормальных и тангенциальных усилий к элементам заготовки, предложено предварительный изгиб центральной части заготовки для профиля W-образного сечения осуществлять до угла на 2-5o больше требуемого, а последующее приложение нормальных усилий на периферийные части заготовки сопровождать созданием реактивных тангенциальных усилий по боковым поверхностям последних, причем окончательную гибку центральной части заготовки до требуемого угла осуществлять до растяжения ее стенок и радиусных участков элементов заготовки;
- в устройстве для осуществления этого способа, содержащем по прототипу центральный и периферийный пуансоны, матрицу и воздействующие на боковые поверхности заготовки подпорные элементы, последние выполнены в виде двух подпружиненных резиной брусьев, размещенных в соответствующих пазах матрицы с возможностью перемещения их в направлении, перпендикулярном к плоскости периферийных участков матрицы как наружу, так и вовнутрь этих пазов.
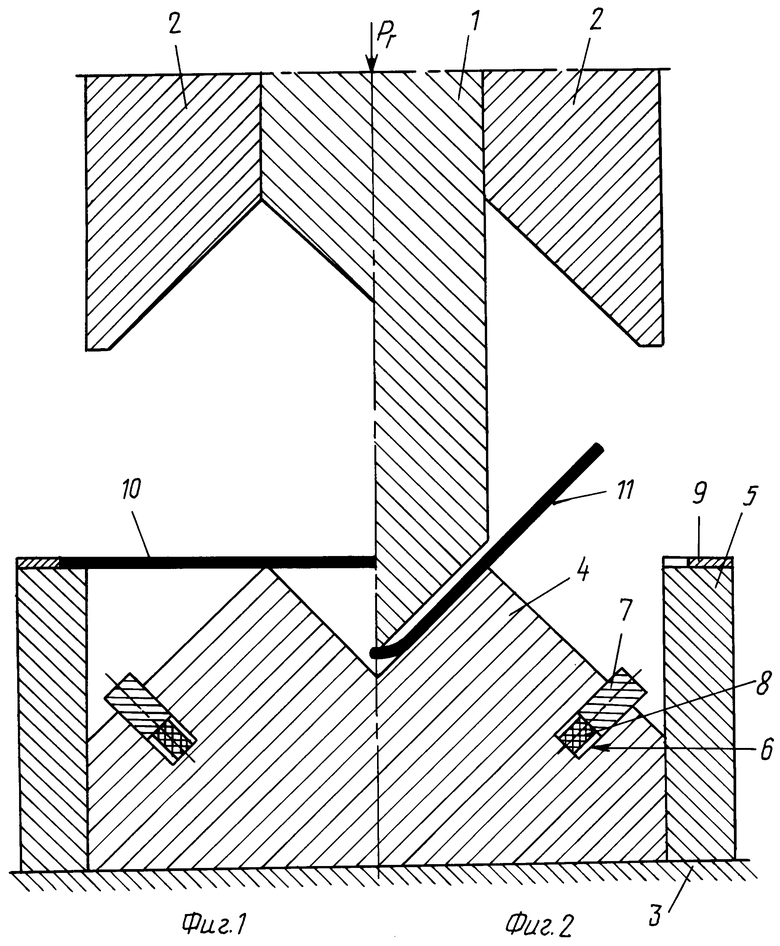
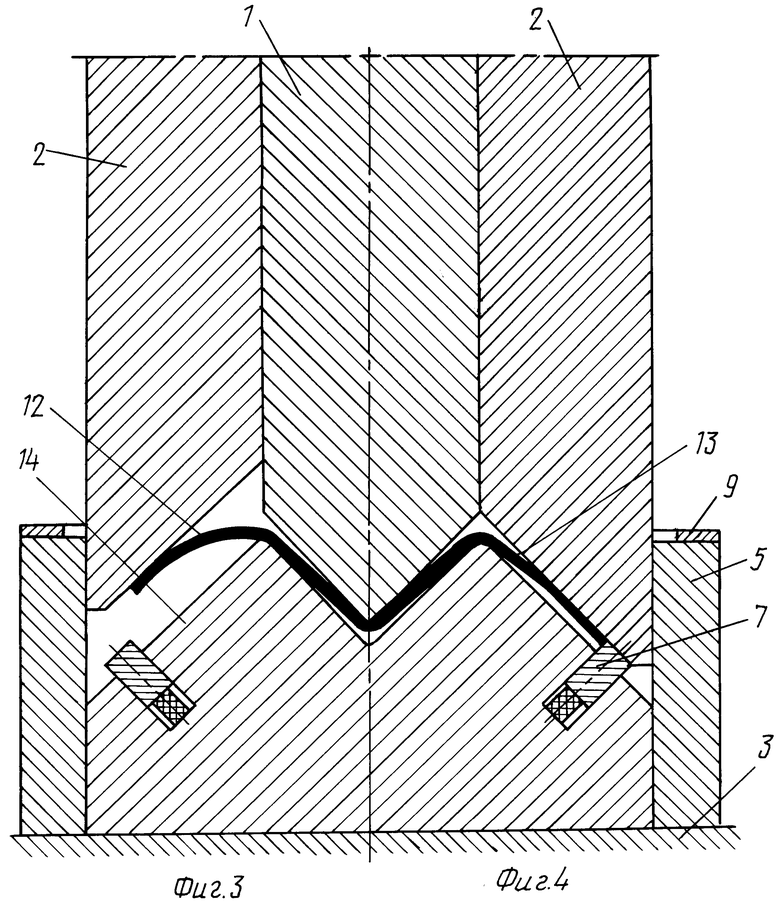
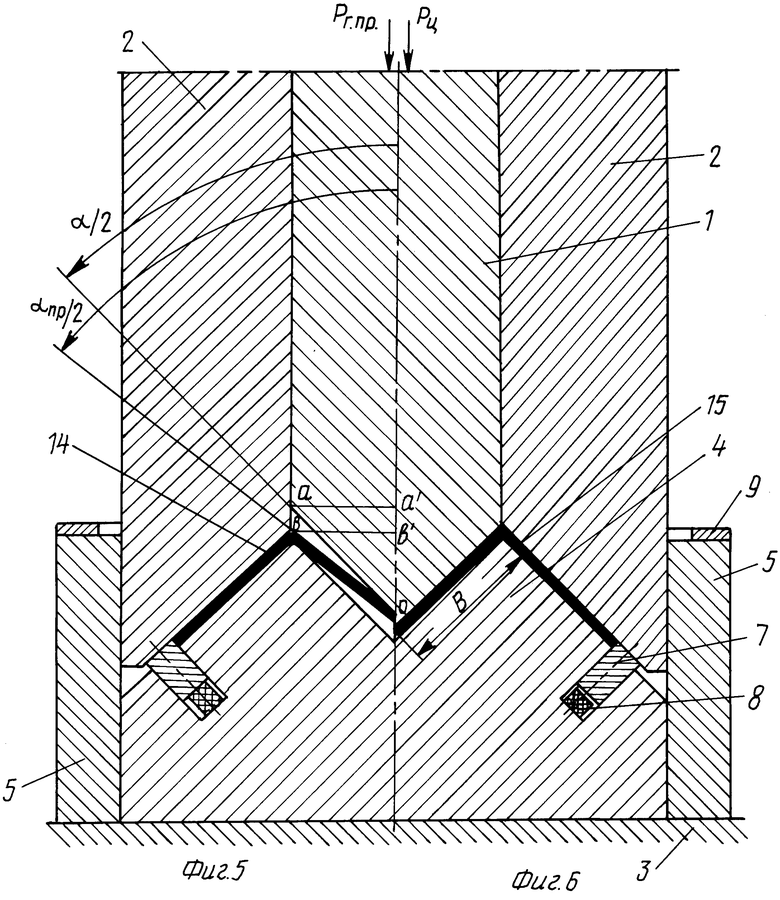
На фиг. 1 показано исходное положение заготовки перед гибкой; на фиг. 2 - положение после предварительной гибки центральной части заготовки; на фиг. 3 - положение в промежуточный момент гибки периферийной части заготовки; на фиг. 4 - положение перед подчеканкой периферийных участков заготовки; на фиг. 5 - положение после подчеканки периферийных участков заготовки; на фиг. 6 - положение после окончательной гибки детали.
Предложенный способ осуществляется в устройстве, которое состоит из следующих основных деталей.
К внутреннему ползуну пресса (не показан) прикреплен центральный пуансон 1, а к наружному ползуну пресса (не показан) прикреплены периферийные пуансоны 2. На столе пресса 3 установлена гибочная матрица 4 с закрепленными к ней боковинами 5. В пазах матрицы 6 размещены подпорные брусья 7, которые подпружинены эластичными вставками 8. на боковинах 5 закреплены установочные рамки 9, при помощи которых заготовка 10 ориентирована в направлении как вдоль, так и поперек осевой линии штампа в плане.
Заготовка 10 на этапах гибки согласно фиг. 2-6 присвоены позиции 11-15.
Гибка плоской листовой заготовки 10 в деталь W-образного сечения осуществляется следующим образом.
После размещения заготовки 10 в установочной рамке 9 включается рабочий ход наружного ползуна пресса вниз, перемещение которого вместе с центральным пуансоном 1 к предварительному изгибу заготовки в положение согласно фиг. 2, причем из центрального пуансона 1 создается регулируемое усилие Pг, которое после осуществления предварительной гибки не приводит к смыканию пуансона 1 с центральной частью матрицы 4. Из этого положения пресс выводится концевым выключателем или реле давления, которые задают команду перемещения вниз наружному ползуну пресса вместе с периферийным пуансоном 2, обеспечивая тем самым сначала изгиб периферийной части заготовки 10 по этапам согласно фиг. 3 и 4, затем подчеканку периферийных участков заготовки 10, сопровождающуюся согласно фиг. 5 их подпором за счет реактивного давления со стороны подпружиненных подпорных брусьев 7, возникающего при спрямлении периферийных участков заготовки.
Давление подпора на боковые поверхности периферийных участков заготовки создает напряжение сжатия и стенки заготовки и в зонах изгиба ее, которые способствуют уменьшению радиуса изгиба листового материала и снижению давления детали. После этого предварительно сдеформированная центральная часть заготовки 14 (см. фиг. 5) подвергается окончательной гибке за счет опускания центрального пуансона 1 до смыкания его и заготовки с центральной частью матрицы 4, сопровождающейся растяжением как стенок изгибаемой детали 15, так и трех радиусных участков детали при достижении положения согласно фиг. 6.
После окончания изгиба детали 15 центральный и периферийный пуансоны 1 и 2 возвращаются в крайнее верхнее положение, отштампованная деталь 15 удаляется из рабочей зоны устройства.
Очевидно, что предварительная недоформовка заготовки 10 центральным пуансоном 1 должна быть такой, чтобы при окончательной гибке с растяжением стенок изделия и его радиусных участков согласно фиг. 6 обеспечивалось эффективное устранение пружинения материала без его разрушения в зоне изгиба.
В этом случае угол предварительного деформирования центрального участка заготовки αпр должно быть больше на 2-5o угла α центрального пуансона 1, чем обеспечивается устранение как положительного, так и отрицательного пружинения штампуемого материала.
Пример осуществления предложенного способа гибки. Для изготовления профилей W-образного сечения из жаропрочной стали с пределом прочности σв=80 кгс/мм2 и пределом текучести σs=50 кгс/мм2, с равномерным сужением материала ψр=0,30 , при следующих параметрах изделия: исходная толщина S = 0,8 мм, радиус гиба r = 0,2 мм, при высоте H = 50 мм и ширине B = 50 мм четырех прямоугольных стенок детали, расчет заготовки осуществляется согласно известным справочникам по холодной штамповке (например [1], с. 141-144), при этом принимается во внимание то, что глубину предварительного спускания центрального пуансона 1 в матрицу 4 при угле изгиба центрального пуансона α устанавливают из условия создания угла предварительной гибки αпр на 2-5o больше требуемого угла гиба α , т.е. αпр= α+(2-5)° , благодаря чему окончательная гибка центрального участка изделия осуществляется с растяжением его стенок на 1-5%. В рассматриваемом случае при α=90° угол предварительной гибки заготовки αпр принимаем равным αпр=α+5°=90+5=95°. .
Следовательно, расстояние ab, на которое центральный пуансон при предварительной гибке не доходит до крайнего нижнего положения, составляет .
.
Усилие предварительной гибки на центральном пуансоне Pг.пр. определяется из условия создания растягивающих напряжений в радиусной части заготовки и в стенках изделия не более предела текучести, т.е.
 .
.
Усилие гибки Pк с правкой периферийных стенок (согласно [1], с. 145) рассчитывается по формуле .
.
После гибки и правки периферийных стенок изделия усилием Pк осуществляют гибку с растяжением центральной части заготовок с наложением давлений калибровки на стенки изделия. Усилие на центральном пуансоне составляет
Pц = Pг.пр + q • F = 1410 + 2 • 50 • 50 • 2 = 11,4 тыс.
Таким образом для изготовления профилей W-образного сечения разработаны приемы и установлены силовые параметры осуществления предварительного технического решения.
Разработанный способ гибки профилей W-образного сечения и устройство для его осуществления освоены на производственной базе АООТ "НИАТ" при изготовлении деталей V- и W-образного сечения для изделия МКБ "Вымпел" толщиной 0,6, 0,8 и 0,2 мм.
Источники информации
1. Малов А.Н. Технология холодной штамповки. М.: Машиностроение, 1969, с. 141-144, 152, рис. 74.
2. Авторское свидетельство СССР N 632434, кл. B 21 D 5/00, 1979.
3. Авторское свидетельство СССР N 632434, кл. B 21 D 5/00, 1979.
4. Попов Е. А. Основы теории листовой штамповки. М.: Машиностроение, 1968, с. 131-136.
Использование: при изготовлении профилей W-образного сечения в различных отраслях машиностроения. Способ изготовления профилей, при котором производят предварительную гибку полосы, образуя радиусные участки между элементами заготовки, а затем ее окончательную гибку путем приложения нормальных и тангенциальных усилий к элементам заготовки, отличается тем, что предварительный изгиб центральной части заготовки осуществляют до угла, на 2-5o больше требуемого, а последующее приложение нормальных усилий на периферийные части заготовки сопровождают созданием реактивных тангенциальных усилий по боковым поверхностям последних, причем окончательную гибку центральной части заготовки до требуемого угла осуществляют с растяжением ее стенок и радиусных участков элементов заготовки. Технический результат, достигаемый при использовании изобретения заключается в уменьшении радиуса изгиба профилей, в снижении пружинения изгибаемого материала, а также в снижении энергометаллоемкости устройств для производства профилей .преимущественно, W -образного сечения. 6 ил.
Способ изготовления профилей преимущественно W-образного сечения, в котором производят предварительную гибку полосы, образуя радиусный участок между элементами заготовки, а затем ее окончательную гибку путем приложения нормальных и тангенциальных усилий к элементам заготовки, отличающийся тем, что предварительный изгиб центральной части заготовки для профиля W-образного сечения осуществляют до угла на 2 - 5o больше требуемого, а последующее приложение нормальных усилий на периферийные части заготовки сопровождают реактивно создаваемыми тангенциальными усилиями по боковым поверхностям последних, причем окончательную гибку центральной части заготовки до требуемого угла осуществляют с растяжением ее стенок и радиусных участков элементов заготовки.
| SU, авторское свидетельство, 657888, B 21 D 5/00, 1979. |

