Изобретение относится к обработке металлов давлением, а именно к конструкции штампов для штамповки полых изделий.
Целью изобретения является снижение металлоемкости штампа и повышение на- 5 дежности его работы.
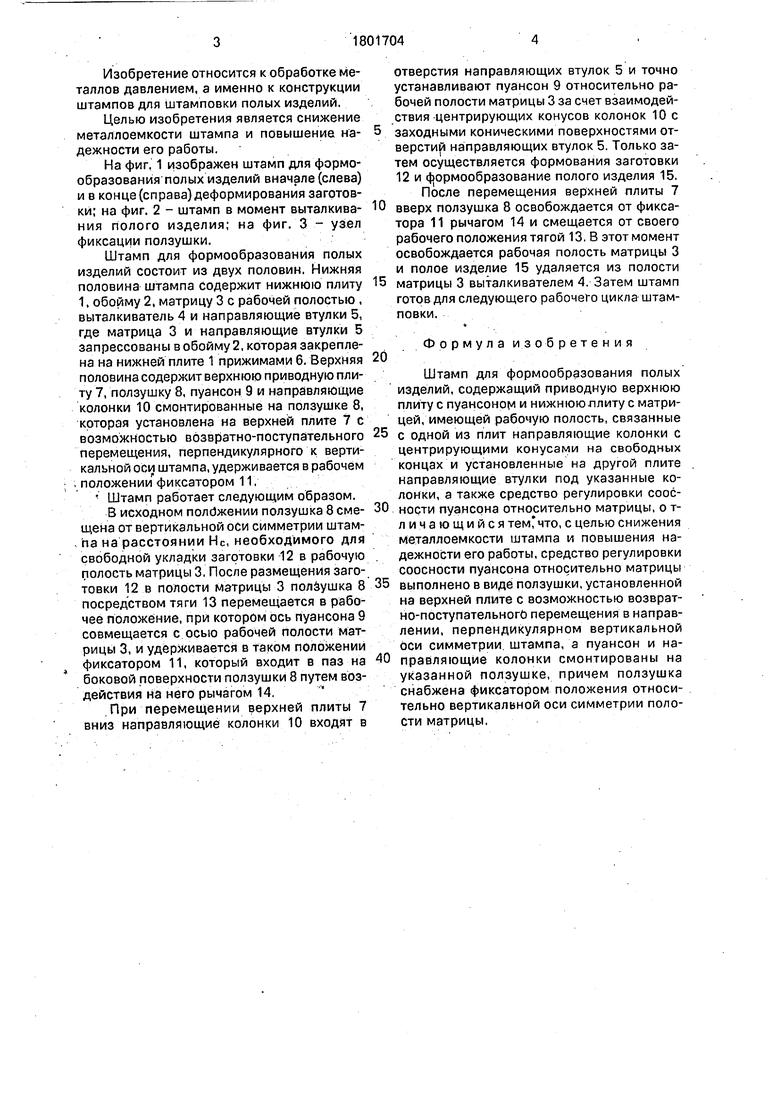
На фиг, 1 изображен штамп для формообразования полых изделий вначале (слева) и в конце (справа) деформирования заготовки; на фиг. 2 - штамп в момент выталкива- 10 ния полого изделия; на фиг. 3 - узел фиксации ползушки.
Штамп для формообразования полых изделий состоит из двух половин. Нижняя половина штампа содержит нижнюю плиту 15 1, обойму 2, матрицу 3 с рабочей полостью , выталкиватель 4 и направляющие втулки 5, где матрица 3 и направляющие втулки 5 запрессованы в обойму 2, которая закреплена на нижней плите Т прижимами 6. Верхняя 20 половина содержит верхнюю приводную плиту 7, ползушку 8, пуансон 9 и направляющие колонки 10 смонтированные на ползушке 8, которая установлена на верхней плите 7с возможностью возвратно-поступательного 25 перемещения, перпендикулярного к вертикальной оси штампа, удерживается в рабочем .положении фиксатором 11,
Штамп работает следующим образом.
В исходном полйжении ползушка 8 сме- 30 щена от вертикальной оси симметрии штам- na на расстоянии Нс, необходимого для свободной укладки заготовки 12 в рабочую . полость матрицы 3. После размещения заготовки 12 в полости матрицы 3 ползушка 8 35 посредством тяги 13 перемещается в рабочее положение, при котором ось пуансона 9 совмещается с осью рабочей полости матрицы 3, и удерживается в Таком положении фиксатором 11, который входит в паз на 40 боковой поверхности ползушки 8 путем воздействия на него рычагом 14,
При перемещении верхней плиты 7 вниз направляющие колонки 10 входят в
отверстия направляющих втулок 5 и точно устанавливают пуансон 9 относительно рабочей полости матрицы 3 за счет взаимодействия-центрирующих конусов колонок 10 с заходными коническими поверхностями отверстий направляющих втулок 5. Только затем осуществляется формования заготовки 12 и формообразование полого изделия 15. После перемещения верхней плиты 7 вверх ползушка 8 освобождается от фиксатора 11 рычагом 14 и смещается от своего рабочего положения тягой 13. В этот момент освобождается рабочая полость матрицы 3 и полое изделие 15 удаляется из полости матрицы 3 выталкивателем 4. Затем штамп готов для следующего рабочего цикла штамповки.
Ф о р м у л а и з о б р е т е н и я
Штамп для формообразования полых изделий, содержащий приводную верхнюю плиту с пуансоном и нижнююллиту с матрицей, имеющей рабочую полость, связанные с одной из плит направляющие колонки с центрирующими конусами на свободных концах и установленные на другой плите направляющие втулки под указанные колонки, а также средство регулировки соосности пуансона относительно матрицы, о т- личающийся темГчто, с целью снижения Металлоемкости штампа и повышения надежности его работы, средство регулировки соосности пуансона относительно матрицы выполнено в виде ползушки, установленной на верхней плите с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном вертикальной оси симметрии, штампа, а пуансон и направляющие колонки смонтированы на указанной ползушке, причем ползушка снабжена фиксатором положения относительно вертикалвной оси симметрии полости матрицы.
ВиЪА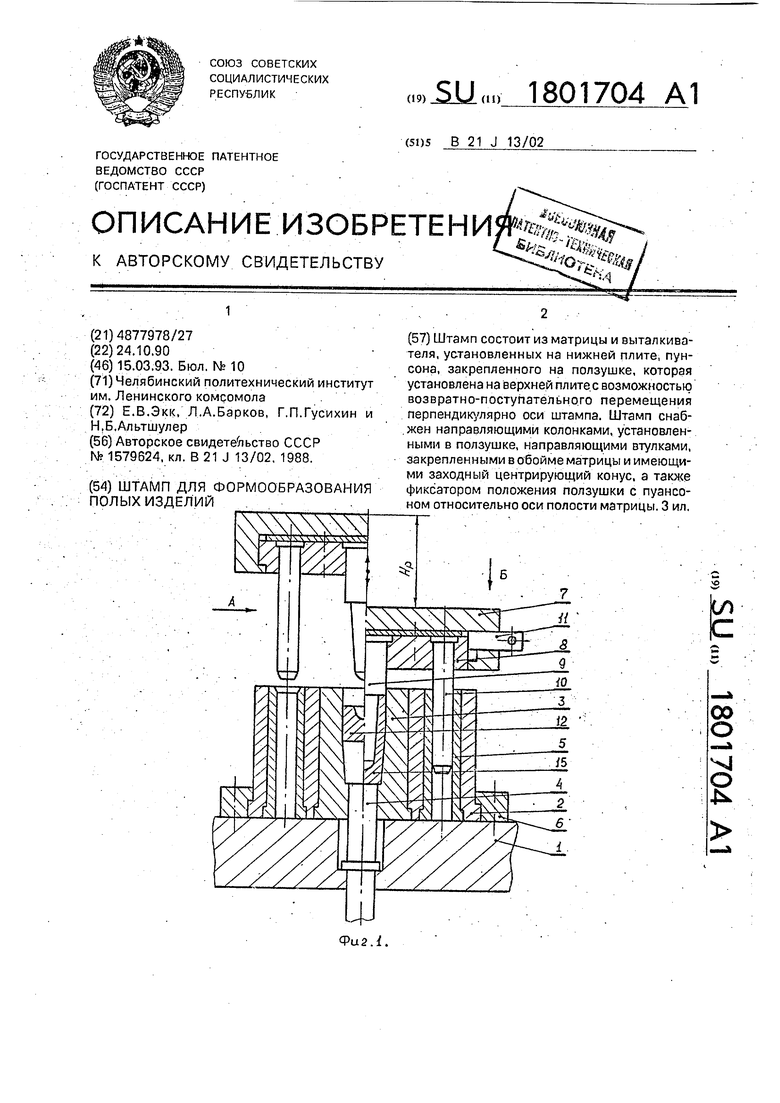
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для выдавливания | 1979 |
|
SU837542A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Гибочный штамп для изготовления П-образных деталей с отверстиями в полках | 1980 |
|
SU1009566A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для вытяжки | 1976 |
|
SU642050A1 |
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для выдавливания | 1977 |
|
SU643225A1 |

Штамп состоит из матрицы и выталкивателя, установленных на нижней плите, пунсона, закрепленного на ползушке, которая установлена на верхней плите.с возможностью возвратно-поступательного перемещения перпендикулярно оси штампа. Штамп снаб- .жен направляющими колонками, установленными в ползушке, направляющими втулками, закрепленными в обойме матрицы и имеющими заходи ый центрирующий конус, а также фиксатором положения ползушки с пуансоном относительно оси полости матрицы. 3 ил.
Фиг. 2. Вид Б
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
