. . 1 .
Изобретение относится к области обработки металлов давлением, а именно, к конструкциям устройств дня объемной штамповки путем щавпивания.
Известен штамп дла выдввпивйнив, содержашиЁ верхнюю плиту с устанорлевНЫМ0 в ней формующим пуансоном И на- яравваюшими коаОнкамь, на которых смонтирована подвижная плита с матрицей, в установлен выталкивателе & также нижнюю плиту с обоймой, в которой смонтирован прошивной пуансон с охватывающим его съемником l.
В известном устройстве элементы штампа, в том числе съемник, снабжены индивидуальными приводами, поэтому для обеспечения их последовательного действия требуется сложная система электроавтоматики, что отрицательно влияет на надежность работы, кроме того, не обеспечивается требуемая точность обработки.
иеда изобретения - повыше1ше качества обработки и надежностн работы штймпа.
Для этого известный штамп снабжен шарнирво устано впенными в обойме подпружиненными Г-образными фиксат()амн, взаимодействующими с Г-образными захватами, выполненшмй на выталкивателе, а также подвижно установленными в аыпопнённых в нижней плите в горизонтальных пазах по числу колонок клиньями со скосами на обоих торцах, контактирующими одним тОрцом с конусом, выпопненным на соответствующей колонке, а другим - с конусс л, выполненным на прошивном пуансоне.
В случае формования деталей, имеющих гладкие цилиндрические отверстия, съе у4ник, выполненный в виде подпруж ненкой втулки, является следящей сист&мой, изменяющей длииу рабочей части прошивного пуансона, что особенно при изготовлении деталей с малыми
ВНутренийми отверстиями с требуемой точностью и соосностью.
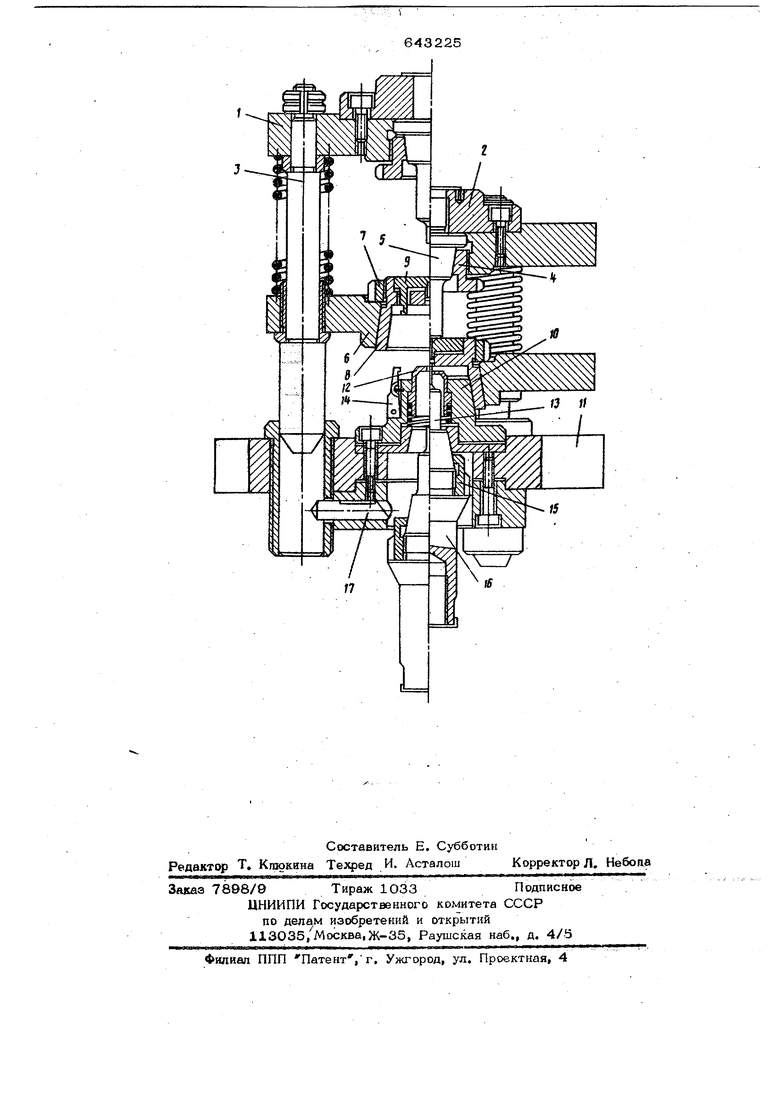
На чертеже схематически изображено предаоженное устройство в исходном (а) и рабочем (б) положениях. Устройство содеришт плиту 1, укрепленную через фланец 2 на штоке верхнего гидроцилиндра пресса, в ней жестко закреплены три направляющие колонки 3. В центре плиты 1 гайкой 4 укреплен формующий пуансон 5. На направляю- вшх колонках 3 с пружинами установлена подвижная плита 6, в которой закрепяена гайкой 7 матрица 8 с выталкивателем в виде втулки 9 с F-образными захватами. В рабочем положении матрица фиксируется на конуо-обойму 1О, укрепленный жестко в плите 11. В Kt нусе 10 установлен съемник 12 в внде яодпружиненной втулки, он же является ПОДВИЖНОЙ опорой прошивнсго пуансона 13. На Еовусе 10 установлены подвижные подпружиненные Г-образные упорыфиксатс ы 14 выталкивателя 9. Пршиив ной пуансон 13 закреплен гайкой 15 через переходник 16 на штоке нижнего гидр{щилиндра пресса. Для его фиксации в рабочем положении служат три клина 17, на воздействуют направлшощие колонки 3.
В начале цикла в матрицу укладываются заготовки и удерживаются в вей редуцирующим пояском. Шток нижнего гйдроцилиндра пресса поднимается и закретшепный ча нем прошивной пуавсон 13 занимает рабочее положение. Затем опускается шток верхнего гидроцилиш ра с закрепленными на нем плитой 1, направлшощями колонками 3 и формующим пуансоном 5. Установленная на уступах направляющих колонок 3 подпру жиненная плита 6 с матрицей 8 жестко фиксируется на конусе 10, выталкаватель 9 запирается упс фиксат рами 14, а прошивной пуансон 13 - клиньями 17, При дальнейшем движении формующий , пуансон 5 производит формование детали, нижний торец которой сдвигает подпружиненную втулку-съемник 12 по рабочей поверхности прошивного пуансона 13. На холостом ходу происходит формующего пуансона 5 из матрицы 8, подъем матрицы 8, освобождение отформованной детали выталкивателем 9, расфиксация прошивного пуансона 13 клиньякш 17, отвод прошивного пуансона в исходное положение и освобождение отформованной детали съемником 12. Цикл заканчивается.
Использование предлагаемого устройства для изготовления деталей давд. из цельной заготовки обеспечивает повышение качества обработки за Ъчет высокой степени соосности поверхностей и долговечности формующих элементов устройства, что особенно важно в детаг лях с малыми внутренними поверхностями, которые находят широкое применение в приборостроении. Также повьш1ае1 ся надежность работы за счет исключения специальных систем привода съемника.
Формула изобретения
Штамп для выдавливания, содержащий верхнюю плиту с установленными, в ней формующим пуансоном и напра&ляющими колонками, на которых-смонтирована подвижная плита с матрицей, в которой установлен выталкиватель, а V также нижнюю плиту с обоймий, в которой смонтирован прсшивной пуансон с .охватывающим его съемником, о т л и чающийся тем, что, с целью пошошения качества обработки и надежности работы, он снабжен шарнирно установленными в обойме п6дпрух(иненными Г-образными фиксаторами, взаимодейст вующими с Г-образными захватами , выгпопненными на каталкивателе, при этом в нижней плите по числу ктонок выполнены пазы, в которых установлены клинья со скосами на торцах, а на колонках и прошивном пуансоне вы. полнены конические поверхности, контактирующие с соответствующими торцами клиньевг
Источники информации, принятые во внимание при экспертизе
1. Патент Англии N9 1253200, кл. В 3 Р, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания | 1978 |
|
SU700261A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Вырубной штамп | 1977 |
|
SU715176A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |