Изобретение относится к области переработки пластмасс и может быть использовано для изготовления резьбовых изделий.
Цель изобретения - повышение надежности работы формы и качества при изготовлении мелких изделий.
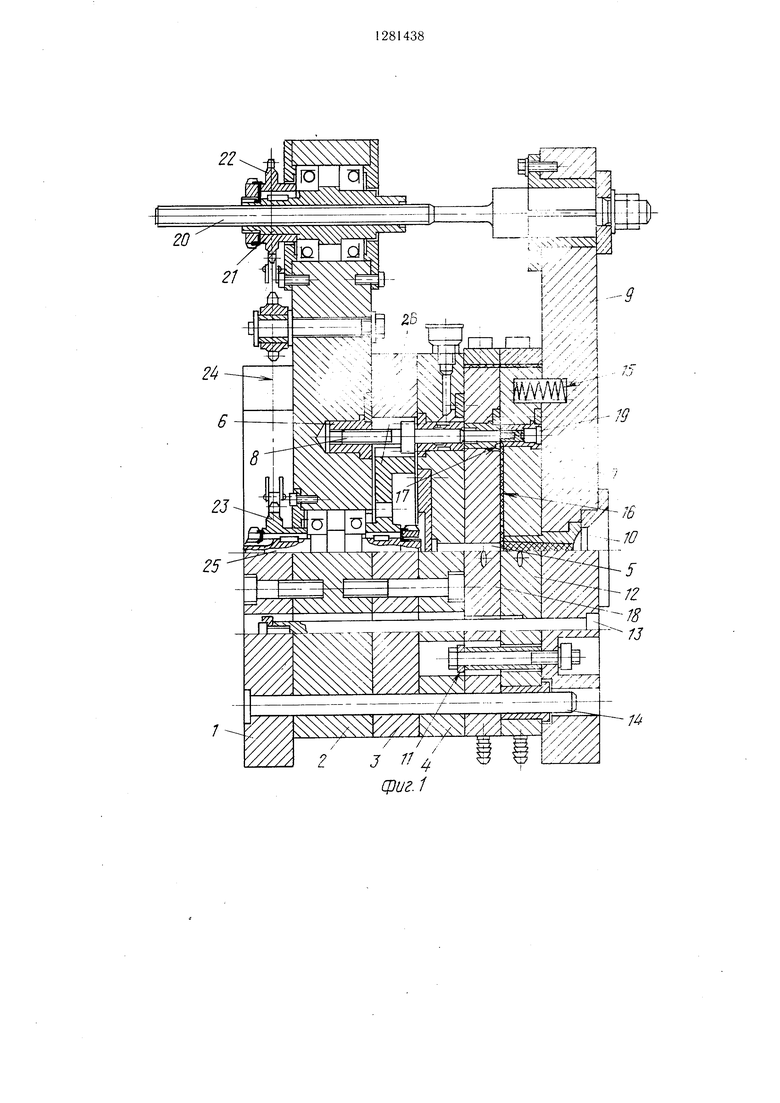
На фиг.1 показана литьевая форма, поперечный разрез; на фиг.2 - то же, в нерабочем положении.
Литьевая форма содержит скрепленные между собой подвижные плиты 1-4 с пуансоном 5 и резьбовыми знаками 6, причем рабочий резьбовой участок знака находится в матрице 7, а хвостовик с тем же шагом резьбы - в резьбовой втулке 8, неподвижную плиту 9 с литниковой втулкой 10 и стержнем 11. Плита 12 матриц размеш1ена на направляюш,их колонках 13 и 14, подпружинена пружиной 15 относительно неподвижной плиты 9 и содержит литниковые каналы 16, сопряженные с выемками 17, выполненными на плите 18 съема. В матрицах 7 размешены знаки с выступом 19. Механизм вывинчивания резьбовых знаков содержит многозаходный винт 20 с большим шагом, резьбовую втулку 21, звездочки 22 и 23, цепь 24, вал 25, центральную шестерню 26, находящуюся в зацеплении со знаками 6.
Литьевая форма работает следующим образом.
После подачи расплава в матрицу 7 через литниковые каналы 16 и технологической вы- производится размыкание пресс- формы. При этом центральный литник извлекается из литниковой втулки 10 пуансоном 5 с задержкой литников. Подвижные плиты 1 - 4, плита 18 съема и плита 12 матриц, подпружиненная относительно неподвижной плиты 9, перемешаются влево, причем ход плиты 12 матриц ограничен стержнем 11, а резьбовые знаки 6 начинают вращаться и вывертываться из отлитой детали при взаимодействии, ходового винта 20, резьбовой втулки 21, звездочек 22 и 23, роликовой цепи 24 и центральной шестерни 26, причем знак 19 своим выступом не дает вращаться отлитой детали. Пройдя расстояние а, плита 12 матриц останавливается и образуется
разъем I, при этом резьбовой пуансон 6 вывертывается из детали на 1,5-2 оборота. Остальные плиты продолжают двигаться и образуется разъем II, отлитая деталь за резьбу знака 6 извлекается из матрицы 7. От;1итые детали вместе с литниками остаются на плите 18 съема, вращающийся резьбовой знак 6 продолжает вывинчиваться из отлитой детали, которая удерживается от вращения выемкой 17. В конце разъема II резьбовой знак 6 полностью выворачивается
, от отлитой детали, плита 18 съема, перемещение которой ограничивает направляющая колонка 13, останавливается и образуется разъем III, пуансон 5 извлекается из центрального литника, за хвостовик которого из разъема II извлекается вся отливка. Отде0 ление отлитых деталей от литников производится вне пресс-формы. При смыкании пресс- форма возвращается в исходное положение.
Формула изобретения
Литьевая форма для изготовления полимерных изделий с резьбой, содержащая неподвижную плиту, плиту матриц с разводящими литниковыми каналами, знаки для фиксации изделий, алиту съема, резьбовые зна
ки, кинематически связанные с механизмом
их вывинчивания, причем хвостовики резьбовых знаков установлены в резьбовых втулках, задержку литников, отличающаяся тем, что, с целью повышения надежности работы формы и. качества при изготовлении мелких изделий, знаки для фиксации изделий установлены и матрицах, плита матриц установлена с возможностью ограниченного перемещения и подпружинена относительно неподвижной плиты, а в плите ст)ема выполнена выемка для захвата литников.
/
сриг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1353655A1 |

Изобретение относится к переработке пластмасс. Целью изобретения является повышение надежности работы формы и качест ва изготовления мелких изделий. Для этого в матрице уста 1овлены знаки для фиксации изделий. Плита матриц подпружинена относительно неподвижной плиты и имеет возможность ограниченного перемеш.ения. В плите съема имеются выемки для захвата литников. При разъеме пресс-формы резьбовые знаки выворачиваются из изделия, которое удерживается от проворота знаком, установленным в матрице. После остановки плиты матриц изделие извлекается из матрицы за резьбу знака, отливка удерживается на плите съема за счет выемок и резьбовой знак полностью выворачивается из изделия. 2 ил. (Л Ю 00 4; со 00
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Солесос | 1922 |
|
SU29A1 |
| Манихин Ю | |||
| П | |||
| Многогнездные автоматизированные литьевые формы для изделий из термопластов | |||
| Л., ЛДНТП, 1970 | |||
| Иванов В | |||
| К | |||
| Конструирование автоматических литьевых форм для деталей из термопластов | |||
| Л., ЛДНТП, 1970. | |||
