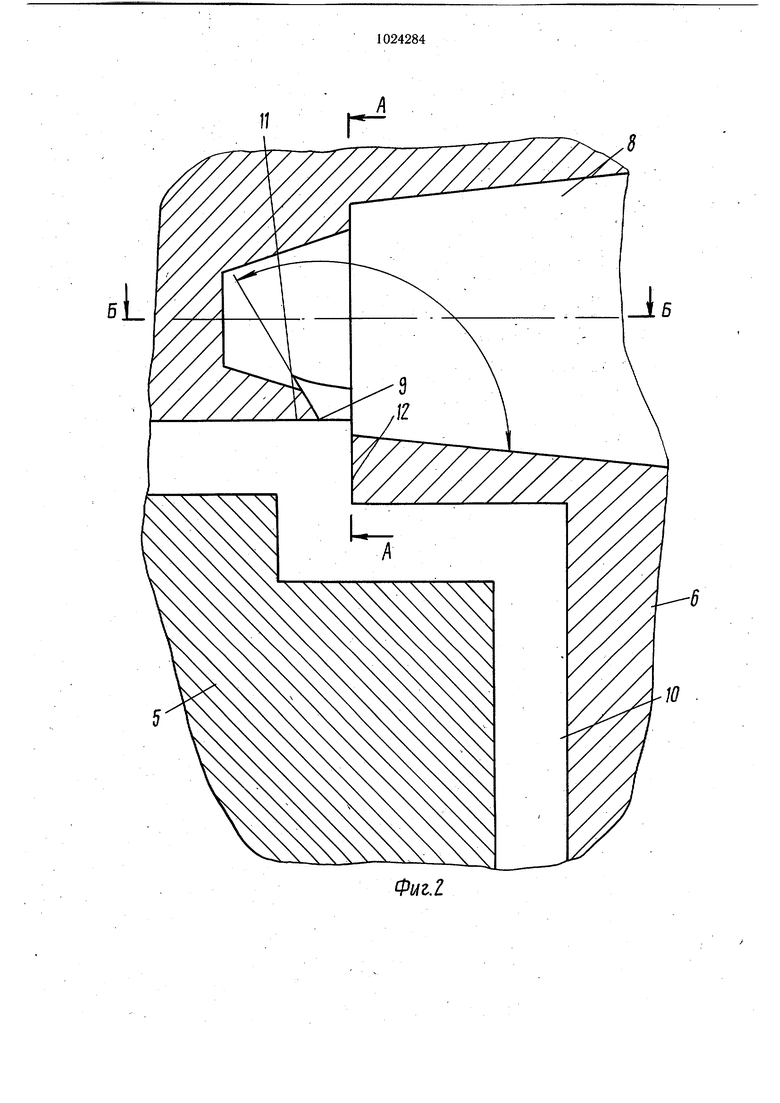
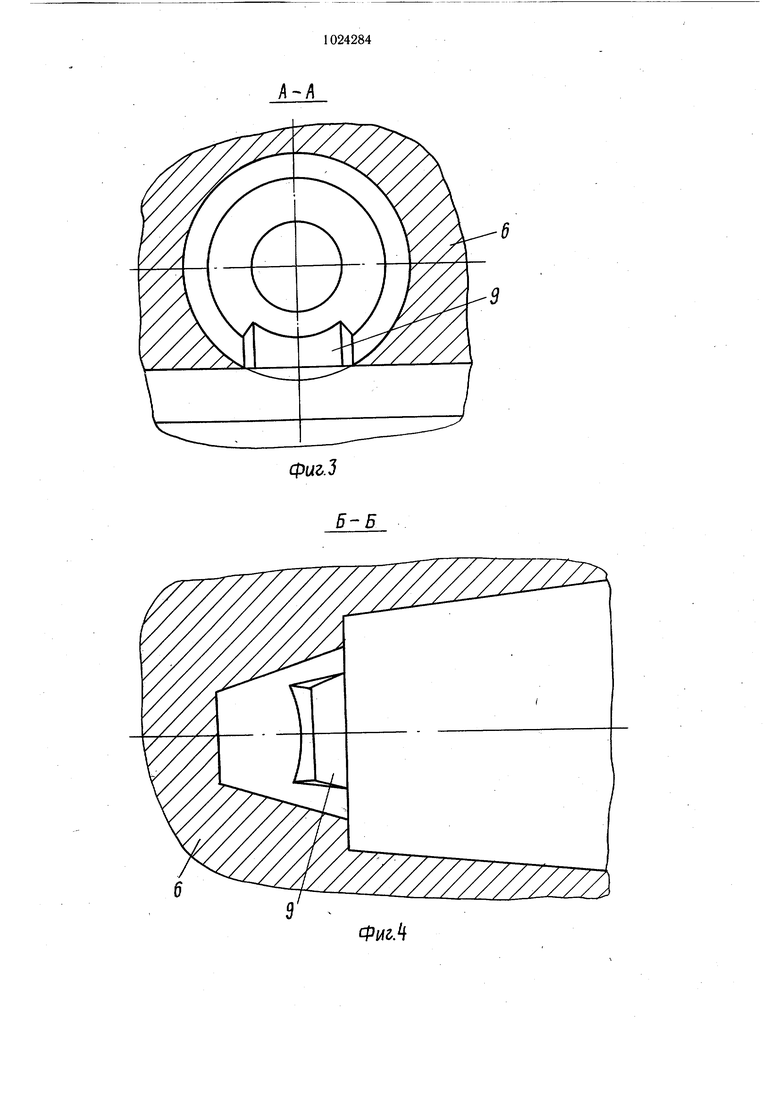
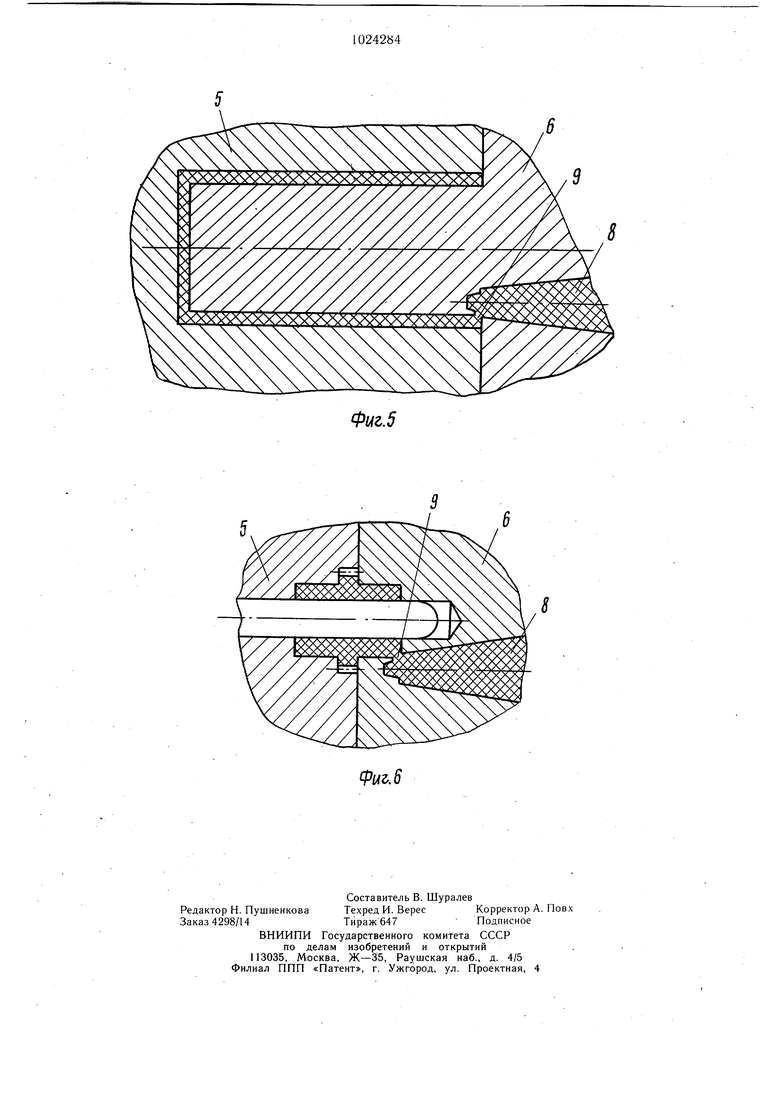
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них изделий коробчатой формы методом литья под давлением. Известна литьевая форма для полимерных изделий, содержащая подвижные и неподвижные плиты с выполненным в последней разводящим литниковым каналом, соединенным с оформляющими полостями через туннельные впускные литниковые каналы 1. Использование туннельных литниковых впускных каналов в случае переработки хрупких полимерных материалов требует предусмотрения мер, обеспечивающих надежное удаление литников. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является литьевая форма для полимерных изделий, содержащая неподвижную литниковую плиту с закрепленными в ней задержками литников и литниковой втулкой, плиту сброса литников, ограниченно подвижную относительно неподвижной литниковой плиты, пуансоны и подвижную плиту матриц, в которой выполнен разводящий литниковый канал с коническими участками, соединенными через впускные литниковые каналы с оформляющими полостями 2. Однако применение в известной форме точечного впускного литникового канала затрудняет эффективную подпитку оформляющей полости расплавом полимерного материала, что приводит к образованию утяжин и пузырей в изделиях коробчатой формы. Целью изобретения является повыщение3 качества изготовления изделий коробчатой формы, Поставленная цель достигается тем, что литьевая форма для полимерных изделий, содержащая неподвижную литниковую плиту с закрепленными в ней задержками литНИКОВ и литниковой втулкой, плиту сброса литников, ограниченно подвижную относительно неподвижной литниковой плиты, пуансоны и подвижную плиту матриц, в ко-4 торой выполнен разводящий литниковый канал с коническими участками, соединенными через впускные литниковые каналы с оформляющими полостями, конические участки разводящего литникового канала выполнены ступенчатыми, а впускные лит-5 никовые каналы образованы соединенны ми по образующим поверхностям ступенчатыми коническими участками разводящего литникового канала и оформляющими полостями, причем последние соединены по образующим их смежным боковой и торцовой поверхностям. На фиг. 1 показана форма, разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 и 6 - варианты выполнения литьевой формы. Литьевая форма содержит неподвижную литниковую плиту 1 с закрепленными в ней задержками 2 литников и литниковой втулкой 3, плиту 4 сброса литников, ограниченно подвижную относительно неподвижной литниковой плиты, пуансоны 5 и подвижную плиту б матриц, в которой разводящий литниковый канал 7 выполнен со ступенчатыми, коническими участками 8, соединенными через впускные литниковые каналы 9 с оформляющими полостями 10. Впускные литниковые каналы 9 образовань соединенными по образующим их поверхностям ступенчатыми участками разводящего литникового канала 8 и оформляющими полостями 10, при этом последние соединены по образующим их смежным боковой 11 и торцовой 12 поверхностями. Литьевая форма работает следующим образом. Расплав полимерного материала подается в центральную литниковую втулку 3 и далее через разводящий литниковый канал 7, его ступенчатые конические участки 8 и впускные литниковые каналы 9 - в оформляющие полости 10, впрыск в которые из-за расположения впускных литниковых каналов осуществляется в различных направлениях, что обеспечивает эффективную подпитку оформляющих полостей. Этому также способствует больщой угол между поверхностями, направляющими расплав полимерного материала во впускной литниковый канал. После охлаждения форма раскрывается по основной плоскости разъема, в результате чего происходит отделение литников от изделий. Вслед за этим плитой 4 сброса литников последние снимаются с задержек 3. После удаления изделий цикл повторяется. Использование изобретения позволит повысить качество изделий.
.г
фиг. 5
5-5
ФиеЛ
Фиг,.5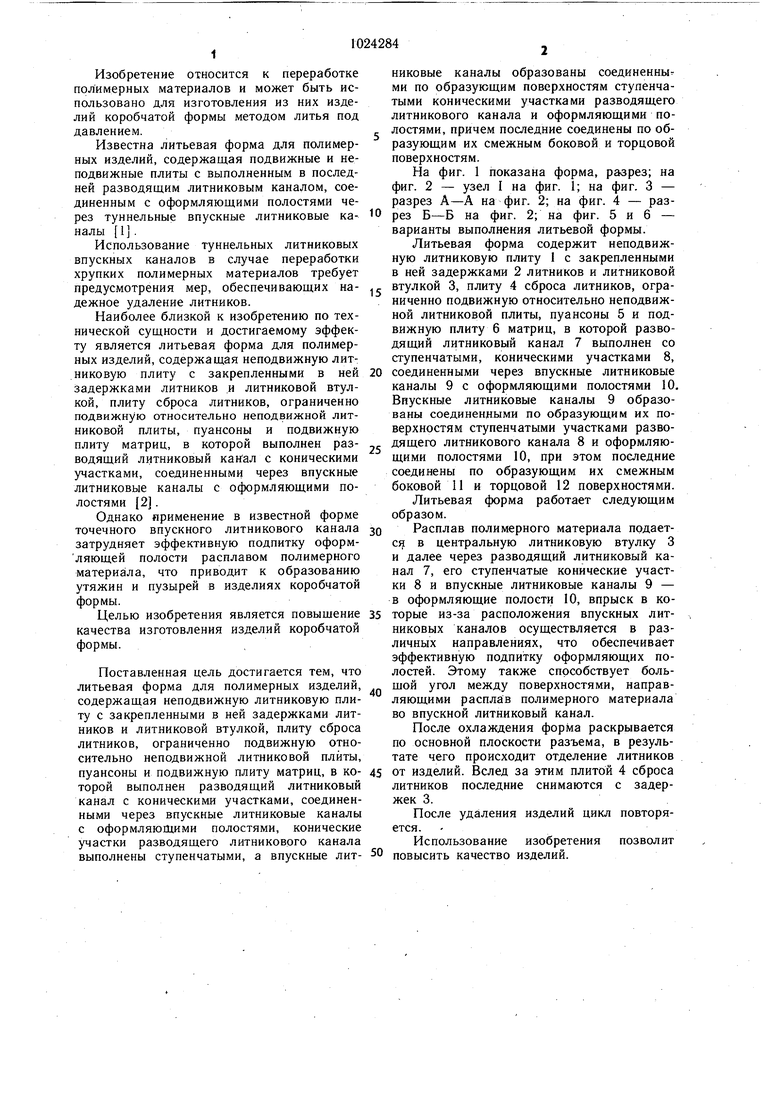
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1110645A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Литьевая форма с отрывными литни-КАМи для пОлиМЕРНыХ издЕлий | 1978 |
|
SU797883A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИИ, содержащая неподвижную литниковую плиту с закрепленными в ней задержками литников и литниковой втулкой, плиту сброса литников, ограниченно подвижную относительно неподвижной литниковой плиты, пуансоны и подвижную плиту матриц, в которой выполнен разводящий литниковый канал с коническими участками, соединенными через впускные литниковые каналы с оформляющими полостями, отличающаяся тем, что, с целью повышения качества изготовления изделий коробчатой формы, конические участки разводящего литникового канала выполнены ступенчатыми, а впускные литниковые каналы образованы соединенными по образующим поверхностям ступенчатыми коническими участками разводящего литникового канала и оформляющими полостями, причем последние соединены по образующим их в смежным боковой и торцовой поверхностям. (Л 4 to 00 4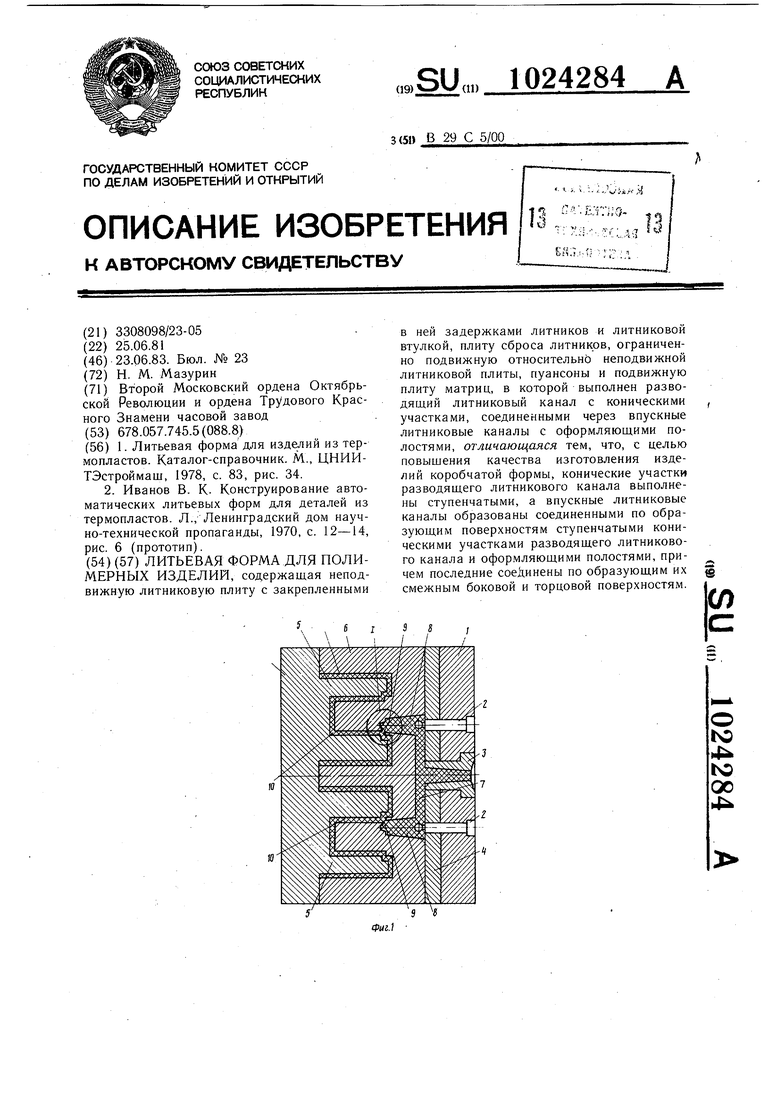
5
Фиг,. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изделий из термопластов | |||
| Каталог-справочник | |||
| М., ЦНИИТЭстроймаш, 1978, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Иванов В | |||
| К | |||
| Конструирование автоматических литьевых форм для деталей из термопластов | |||
| Л., Ленинградский дом научно-технической пропаганды, 1970, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
