Изобретение относится к области переработки отходов машиностроения, конкретно к способам брикетированил металлической стружки.
Целью изобретения является повыше-, ние качества брикетов за счет ограничения упругого последействия частиц стружки.
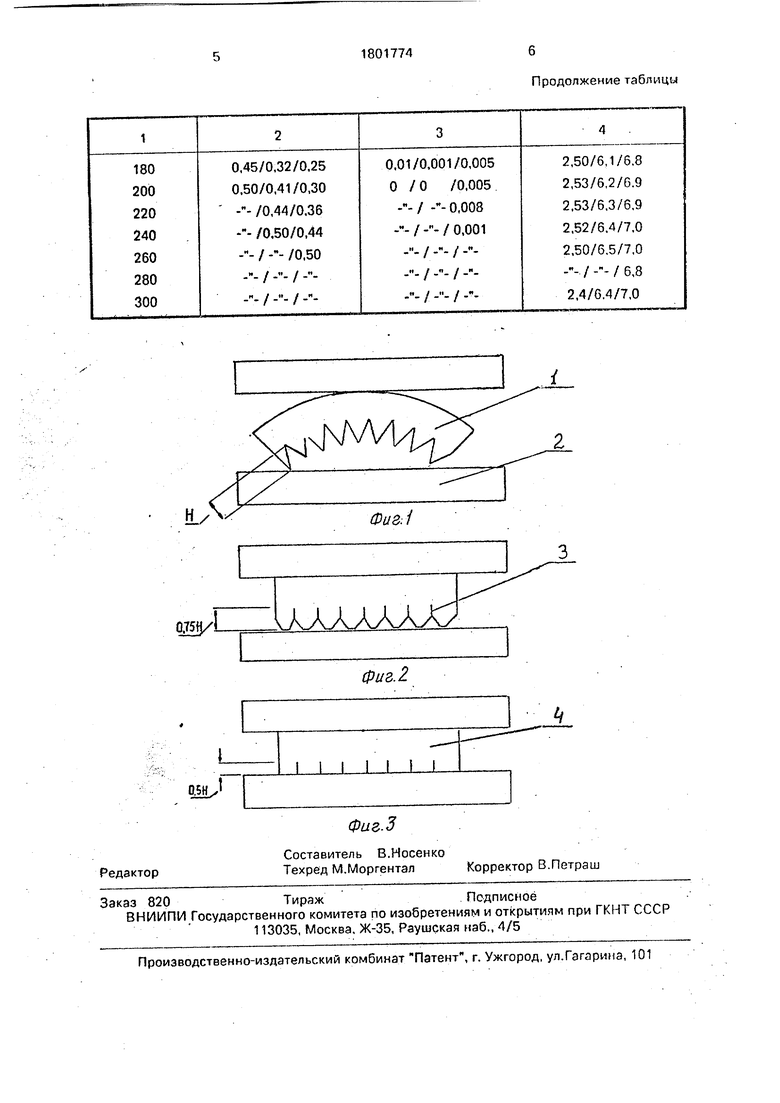
На фиг. 1-3 изображены контуры сечения частицы стружки на различных стадиях сжатия между плоскими плитами.
В исходном состоянии 1 частица наследует присущую вьюнообрззной стружке изогнутость поверхности, обусловленную повышенными остаточными напряжениями на рабочей поверхности стружки по сравнению с тыльной (шероховатой). При сжатии между плитами 2 пластическое формоизме- .н ение частицы локализуется исключительно .в шероховатом слое - части поверхности стружки с минимальным о сечении наклепом, содержащей концентраторы напряжений в виде регулярных клинообразных выступов. Деформируясь, боковые грани выступов приводятся в контакт на плоских площадках 3 и в шероховатом слое возникают компенсирующие напряжения, что приводит к необратимому снижению кривизны поверхности частицы.
Как следует из таС5лицы, при утонении на 0,25 высоты шероховатого слоя И, остаточная кривизна частицы резко уменьшается до уровня не более 5% от исходного. При утонении на 0,5 Н шероховатость тыльной поверхности стружки сводится на нет о соответствии с условием постоянства деформируемого объема, так что частица приобретает форму плоской пластины 4. Дальнейшее повышение давления прессования вызывает только упругую деформа- цию частицы. Ее пластическое
00
о
«п%
VI
4Ьь
crcrwA
формоизменение возможно только при нагрузке, превосходящей предел текучести материала стружки в 2-40 раз (решение Прандталя задачи о течении тонкого слоя).
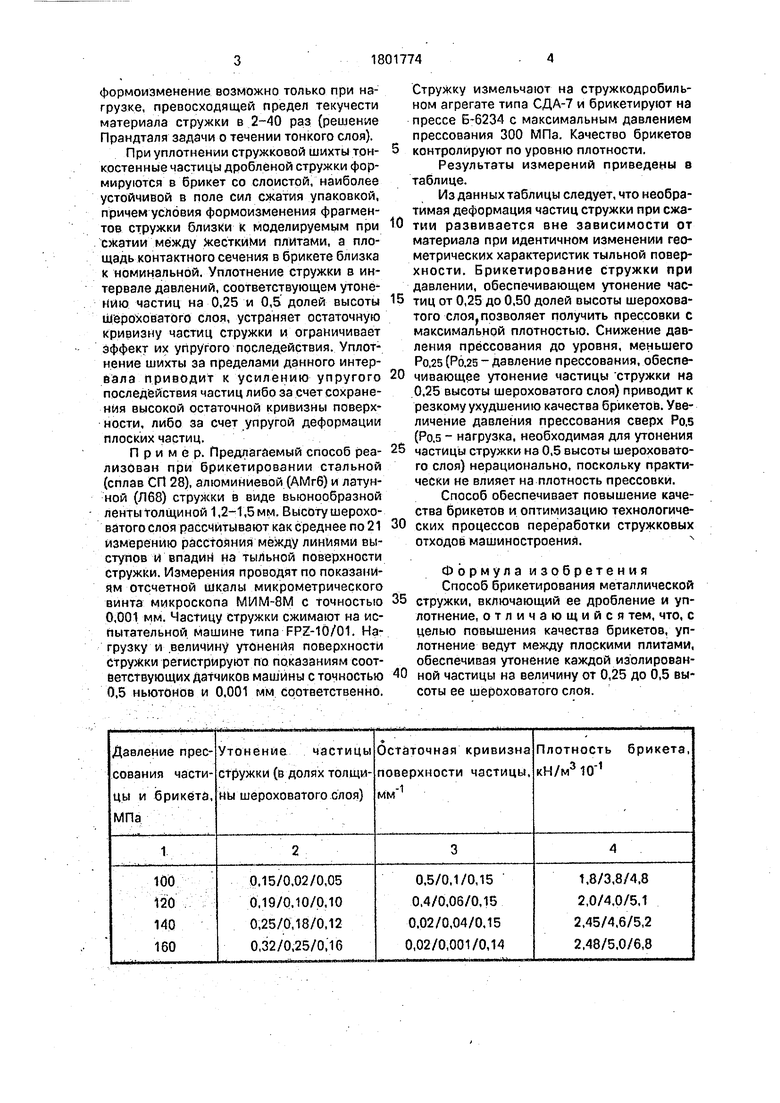
При уплотнении стружковой шихты тонкостенные частицы дробленой стружки формируются в брикет со слоистой, наиболее устойчивой в поле сил сжатия упаковкой, причем условия формоизменения фрагментов стружки близки к моделируемым при сжатии между жесткими плитами, а площадь контактного сечения в брикете близка к номинальной. Уплотнение стружки в интервале давлений, соответствующем утоне Нйю частиц на 0,25 и 0,5 долей высоты Шероховатого слоя, устраняет остаточную кривизну частиц стружки и ограничивает эффект их упругого последействия. Уплотнение шихты за пределами данного интервала приводит к усилению упругого последействия частиц либо за счет сохранения высокой остаточной кривизны поверхности, либо за счет упругой деформации плоских частиц.
Пример. Предлагаемый способ реализован при брикетировании стальной (сплав СП 28), алюминиевой (ДМгб) и латунной (Л68) стружки в виде вьюнообразной ленты толщиной 1,2-1,5 мм. Высоту шероховатого слоя рассчитывают как среднее по 21 измерению расстояния между линиями выступов и впадиН на тыльной поверхности стружки. Измерения проводят по показаниям отсчетной шкалы микрометрического винта микроскопа МИМ-8М с точностью 0,001 мм. Частицу стружки сжимают на испытательной машине типа FPZ-10/01. Нагрузку и величину утонения поверхности стружки регистрируют по показаниям соот- ёетствующих датчиков машины с точностью 0,5 ньютонов и 0,001 мм соответственно.
0
Стружку измельчают на стружкодробиль- ном агрегате типа СДА-7 и брикетируют на прессе Б-6234 с максимальным давлением прессования 300 МПа. Качество брикетов контролируют по уровню плотности.
Результаты измерений приведены в таблице.
Из данных таблицы следует, что необратимая деформация частиц стружки при сжатии развивается вне зависимости от материала при идентичном изменении геометрических характеристик тыльной поверхности. Брикетирование стружки при давлении, обеспечивающем утонение час- 5 тиц от 0,25 до 0,50 долей высоты шероховатого слоя позволяет получить прессовки с максимальной плотностью. Снижение давления прессования до уровня, меньшего Ро,25 (Р6.25 - давление прессования, обеспечивающее утонение частицы стружки на 0,25 высоты шероховатого слоя) приводит к резкому ухудшению качества брикетов. Увеличение давления прессования сверх РО.Б (Ро.5 - нагрузка, необходимая для утонения частицы стружки на 0,5 высоты шероховатого слоя) нерационально, поскольку практически не влияет на плотность прессовки.
Способ обеспечивает повышение качества брикетов и оптимизацию технологических процессов переработки стружковых отходов машиностроения.N
0
5
0
Формулаизобретения Способ брикетирования металлической стружки, включающий ее дробление и уплотнение, отличающийся тем, что, с целью повышения качества брикетов, уплотнение ведут между плоскими плитами, обеспечивая утонение каждой изолирован- ной частицы на величину от 0,25 до 0,5 высоты ее шероховатого слоя.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ брикетирования металлической стружки | 1991 |
|
SU1792842A1 |
| Способ испытания листовых материалов на одноосное сжатие | 1991 |
|
SU1803779A1 |
| Способ испытания брикетов на осыпаемость | 1991 |
|
SU1793322A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ СТАЛЬНОЙ СТРУЖКИ | 2007 |
|
RU2354723C1 |
| Способ получения изделий из стружковых отходов | 1988 |
|
SU1595630A1 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 2003 |
|
RU2266968C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2266969C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ | 1994 |
|
RU2063304C1 |
| Способ изготовления брикета для раскисления стали | 2016 |
|
RU2633682C1 |
| Способ производства полуфабрикатов из стружковых отходов алюминиевых сплавов | 1990 |
|
SU1722694A1 |
Использование: переработка отходов машиностроения. Сущность изобретения: способ заключается а уплотнении стружки между плоскими плитами. При этом обеспечивается утонение каждой изолированной частицы на величину 0,25-0,5 высоты ее шероховатого слоя. 3 ил., 1 табл.
Фиг.2.
| Алексеенко А.В | |||
| Сбор и переработка металлической стружки | |||
| М.: Машиностроение, 1980, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Авторское свидетельство СССР | |||
| Способ брикетирования металлической стружки | 1978 |
|
SU781085A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ брикетирования металлической стружки | 1978 |
|
SU709385A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ брикетирования металлоотходов,преимущественно металлической стружки | 1982 |
|
SU1018856A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
