Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления гибких секций ленточных гусениц и транспортеров.
Цель изобретения - упрощение конструкции устройства.
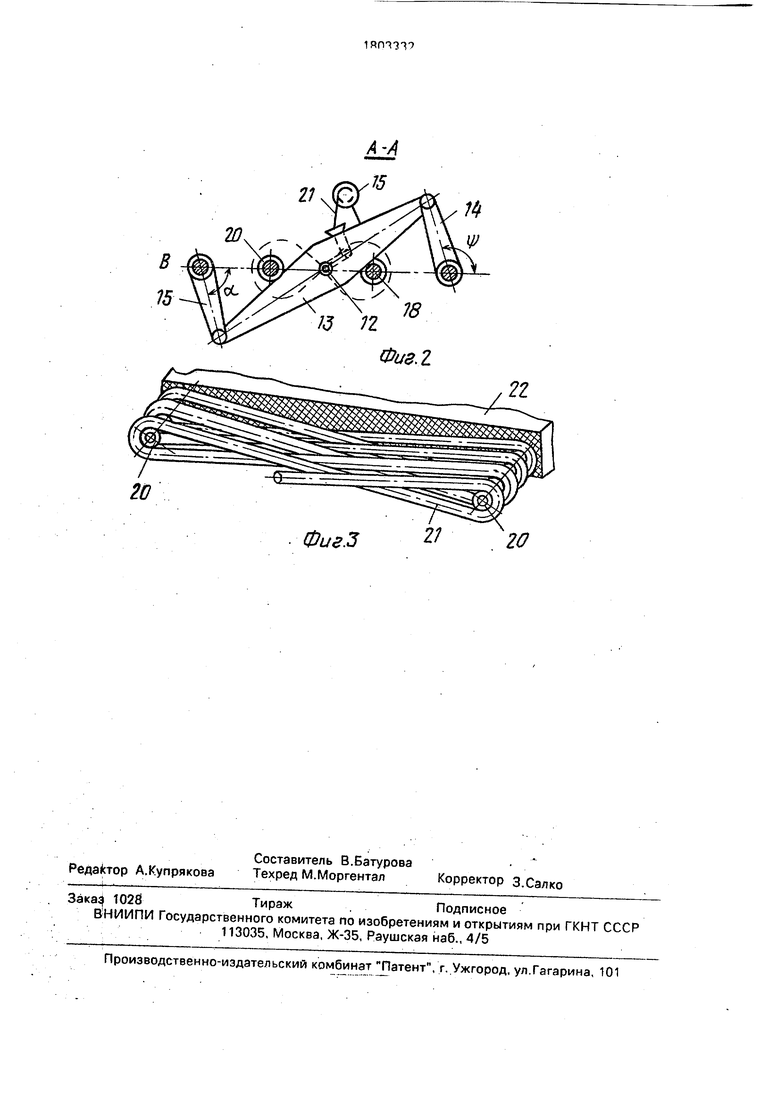
На фиг.1 изображено предлагаемое устройство для сборки резинотросовых лент; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид собираемой секции резинотросовой ленты.
Устройство для сборки резинотросовых лент содержит станину 1 с направляющими 2 в своей верхней части, на которых установлена с возможностью перемещения каретка 3. Перемещение каретки 3 в продольном направлении по направляющим 2 осуществляется с помощью ходового винта 4, связанного с валом 5 посредством зубчатой пары 6. Вал 5 кинематически связан с электродвигателем 7 посредством зубчатых шкивов 8 и 9 и зубчатого рём га40 3убчать1й шкив .9 установлен на приводном валу 11, который смонтирован в каретке 3.
В устройстве имеется нитеводитель 12 и средство для перемещения нитеводителя по заданной траектории. Последнее выполнено в виде шатуна 13 и связанных с его концами кривошипов 14 и 15. Кривошип 14 связан с приводным валом 11, а кривошип
15 смонтирован посредством подшипников
16 на каретке 3. Нитеводитель 12 расположен на середине шатуна 13. На последнем смонтирован подторможенный шпулярник 17.
На станине 1 закреплена, например, с помощью болтов, планшайба 18 с пальцами 19, для установки армирующих втулок лент.
Устройство работает следующим образом.. .
На пальцы 19 планшайбы 18 устанавливаются гуммированные втулки 20, являющиеся арматурой собираемой ленты и фиксируются в осевом направлении. На одной из втулок закрепляется кордшнур 21, пропущенный через нитеводитель 12 с подторможенного шпулярника 17. Затем включается электродвигатель 7. При этом начинает вращаться вал 11, который приводит во вращение кривошипы 14 и 15 с ните- водителем 12 и кордшнуром 21, и производится намотка кордшнура на гуммированные-втулки 20 в виде восьмерки, Кривошипы 14 и 15 передают и преобразовывают вращательное движение, передаваемое от вала 11. При вращении кривошипа 14 движение через шатуй 13 передается
кривошипу 15. Угол поворота 4 кривошипа 14 соответствует углу поворота р кривошипа 15 (фиг.2). За один оборот кривошипа 14 кривошип 15 совершает также один оборот.
Условием существования такой связи является следующее: ВС DE, CD BE, . Размеры кривошипов 14 и 15 шатуна 13 подбираются в зависимости от расстояния между втулками 20 на планшайбе 18.
Одновременно посредством зубчаторе- менной передачи 9,10,8 приводится во вращение вал 5, связанный посредством зубчатой пары б с входовым винтом 4. Ходовой винт 4 перемещает каретку 3 по направляющим 2 с заданным шагом намотки кордшнура 21.
После наложения заданного количества витков кордшнура 21 на гуммированные втулки 20 намотка заканчивается, Планшайба 18 вместе с гуммированными втулками 20 и намотанными на них кордшнуром снимается со станины 1, покрывается эластомером 22 и направляется на вулканизацию. По окончании вулканизации готовая резинотросовая лента (фиг.З) снимается с пальцев 19 планшайбы 18.-
Благодаря установке на каретке двух кривошипов 14 и 15, соединенных посредством шатуна 13, обеспечивается намотка
кордшнура на втулки. 20 в виде восьмерки при более простой, чем у прототипа, кинематической схеме устройства и меньшей металлоемкости. ..
Фор-мулаизобрете.ния
Устройство для сборки резинотросовых лент, содержащее планшайбу с пальцами /для установки арматуры собираемой резинотросовой ленты, смонтированную на станине с возможностью возвратно-поступательного перемещения каретку, приводной вал, кинематически связанный с последним ходовой винт для перемещения каретки, нитеводитель, средство для перемещения нитеводителя по заданной траектории и подторможенный шпулярник, отличающееся тем, что, с целью упрощения конструкции устройства, планшайба закреплена на станине, приводной вал смонтирован в каретке, а средство для перемещения нитеводителя по заданной траектории выполнено в виде шатуна и связанных с его концами кривошипов, один из которых связан с приводным валом, а другой посредством подшипников смрнти
рован на каретке, причем нитеводитель расположён на середине шатуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1990 |
|
SU1837015A1 |
| Способ изготовления зубчатых резинотросовых лент и устройство для его осуществления | 1990 |
|
SU1837016A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761542A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761537A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1803329A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1991 |
|
SU1808735A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761539A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761541A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803331A2 |