Изобретение относится к производству резинотехнических изделий, в частности двусторонних зубчатых приводных ремней.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения возможности сборки двусторонних зубчатых резинотросовых лент с различным шагом зубьев на обеих сторонах.
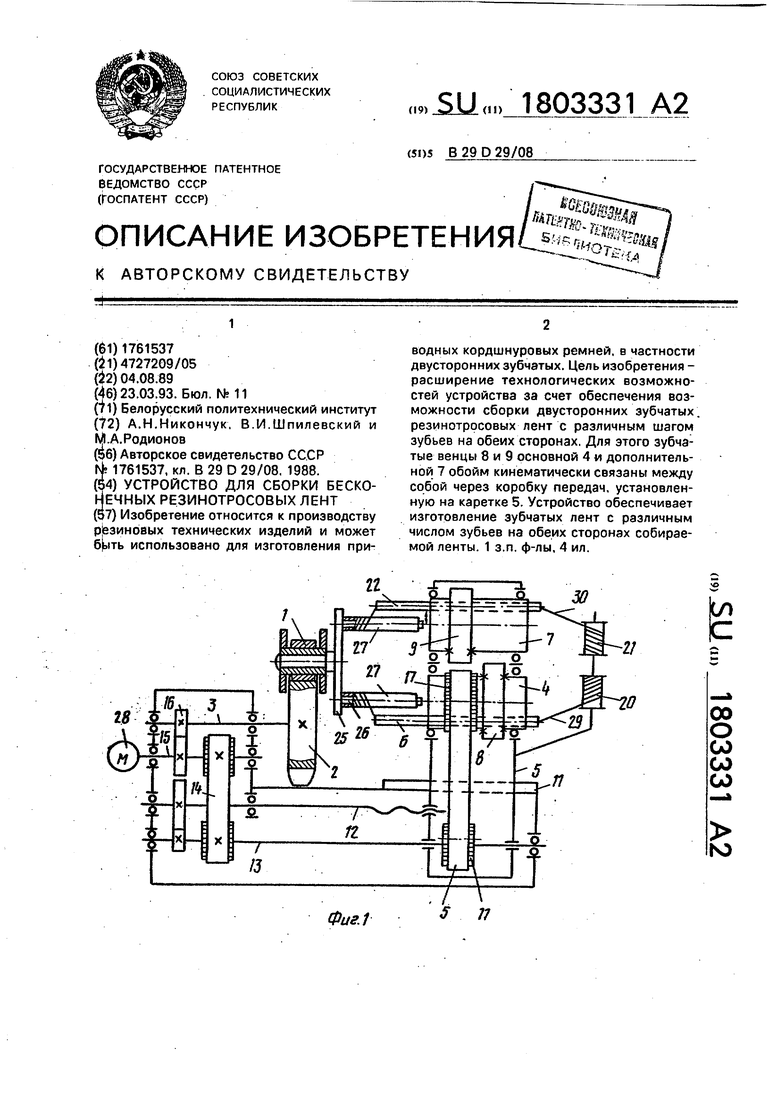
На фиг.1 схематично изображено предлагаемое устройство для сборки бесконечных резинотросовых-лент; на фиг.2 - коробка передач; на фиг.З - нитёводитель: на фиг.4 - профиль собираемых резиностро- совых лент,.„.... .
Устройство для сборки бесконечных рё-. зинотросовых лент содержит бесконечную втулочно-роликовую цепь 1, огибающую приводной и натяжной валки, которые выполнены в виде звездочек 2, и кинематически связанную с валом 3 приводного валка обойму 4. Обойма 4 установлена на каретке 5 с возможностью вращения относительно параллельной валу 3 приводного валка оси.
Нитеводитель 6 смонтирован в обойме 4 с эксцентриситетом и расположен параллельно ее образующей. Устройство снабжено дополнительной обоймой 7, установленной на каретке 5 параллельно- имеющейся обойме 4, Обоймы 4 и 7 кинематически связаны между собой посредством закрепленных на их боковой поверхности зубчатых аенцов 8 и 9 соответственно и коробкой передач 10, установленной на каретке 5.
Каретка 5 перемещается по направляющим 11 основания с помощью ходового винта 12, кинематически связанного с валом 13 и расположенного параллельно последнему. Вал 13 посредством зубчатоременной передачи.14 связан с приводным валом 15. С последним через зубчатую передачу 16 кинематически связан вал 3 приводного валка. Привод вращения обоймы 4 выполнен в виде закрепленного на ней зубчатого шкива 17, насаженного на вал 13 шкива 18 и зубчатого ремня 19,
На каретке закреплены подторможённые шпулярники 20 и 21. Обойма 7 имеет нитеводитель 22, расположенный с эксцентриситетом относительно оси ее вращения и параллельно ее образующей. Нитеводитель 22 обоймы 7 установлен так, что имеет возможность изменять величину эксцентриситета с помощью втулок 23, вставленных в фигурные вырезы 24 обоймы 7.
На втулках цепи 1 жестко закреплены вилки 25 со стержнями 26, для установки гуммированных втулок 27, являющихся поперечной арматурой собираемой резинотросовой ленты. В ращение валов и винта осуществляется от электродвигателя 28,
Устройство работает следующим Образом.
На стержни 26 устанавливаются гуммированные втулки 27 и фиксируются в осевом направлении, После включения привода 28 вал 3 начинает вращать звездочку 2 и через зубчатр-ременную передачу 14 приводит во
вращение вал 13. От последнего через ременную передачу 17,18 и 19 приводится во вращение обойма 4. От последней через зубчатые венцы 8 и 9 и коробку передач 10 приводится во вращение дополнительная
5 обойма 7. При этом, обоймы 4 и 7 вращаются в разных направлениях. Одновременно каретка 5 перемещается ходовым винтом 12 ; по направляющим 11. т Втулочно-р оликовая цепь притягива0 ется звездочкой 2, м нитеводители 6 и 22 совершают планетарное движение относительно стержней 26, последовательно обматывая тросами 29 и 30 втулки 27 с заданным шагом, определенным величиной переме5 щения каретки 5 за один оборот звездочки 2. После укладка на втулки 27 заданного числа рядов троса, навивка заканчивается, собранный сердечник ленты покрывается эластомером, снимается со стержней 26 и
0 направляется на вулканизацию.
Для предотвращения соударения при одинаковой частоте вращения обойм 4 и 7 нитеводители 6 и 22 устанавливаются с радиальными зазорами или с окружными зазо5 рами (достигаются при сборке обойм и каретки путем относительного поворота обойм на некоторый угол).
Выполнение в устройстве кинематической связи обойм 4 и 7 посредством закреп0 ленных на их боковой поверхности зубчатых венцов 8 и 9 и коробки передач 10, а также возможность изменения величины эксцентриситета в обойме 7, достигаемой перемещением нитеводителя 22 относительно
5 фигурного выреза 24 в обойме, позволяет расширить технологические возможности устройства, за счет обеспечения сборки двусторонних зубчатых резинотросовых лент с различным шагом зубьев на обеих сторонах
0 ленты (фиг.4).
Предлагаемое устройство обеспечивает изготовление резинотросовых лент с кратностью шагов, зубьев на обеих сторонах: на длине одного шага зубьев нижней стороны
5 (фиг.4) должно располагаться 1,2,3,4... и т.д. шагов зубьев верхней стороны.
Устройство обеспечивает возможность осуществления навивки кордшнура при сборке двусторонней зубчатой резинотро- совой ленты с различным шагом зубьев на
обеих сторонах ленты с одновременным об- матыванием кордшнура вокруг армирующих втулок. Последнее осуществляется автоматически, что обеспечивает высокое качество сборки бесконечной двусторонней зубчатой резинотросовой ленты.
Формула изобретения
1. Устройство для сборки бесконечных
резинотросовых лент по авт. св. № 1761537,
отличающееся тем. что, с целью
расширения технологических возможно0
стей устройству путем обеспечения возможности сборки двусторонних зубчатых резинотросовых ленте различным шагом зубьев на обеих сторонах, зубчатые венцы основной и дополнительной обойм связаны между .собой через коробку передач, которая установлена на каретке.
2. Устройство по п.1, о т л и ч а ю щ е е- с я тем, что нитеводитель одной из обойм установлен с возможностью изменения эксцентриситета относительно оси ее вращения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761537A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761539A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1803329A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761541A1 |
| Устройство для сборки резинотросовых лент | 1988 |
|
SU1761540A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1752573A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1803332A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1990 |
|
SU1837015A1 |