Изобретение относится к области изготовления резиновых технических изделий, может быть использовано для изготовления приводных кордшнуровых ремней, в частности двусторонних зубчатых,
Целью дополнительного изобретения является расширение технологических возможностей устройства за счет обеспечения сборки двусторонних зубчатых резинотросовых лент.
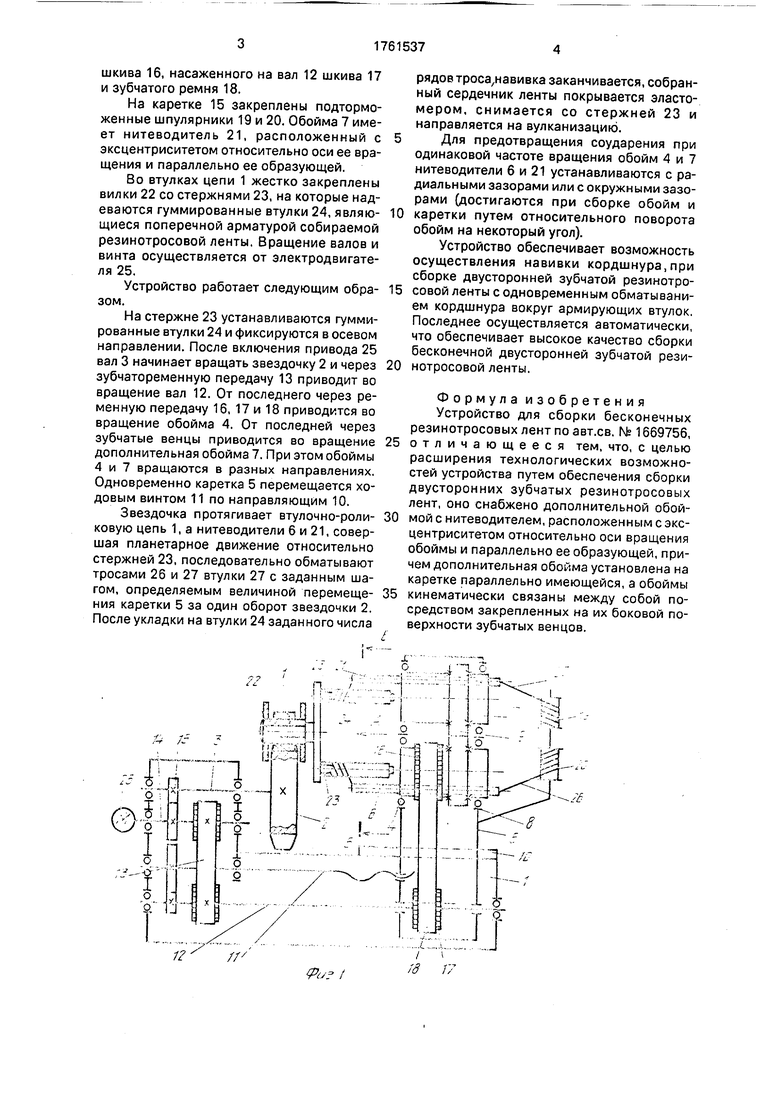
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - то же, с иным взаимным расположением нитеводителей.
Устройство для сборки бесконечных резинотросовых лент содержит бесконечную втулочно-роликовую цепь 1, огибающую приводной и натяжной валки, которые выполнены в виде звездочек 2, и кинематически связанную с валом 3 приводного валка обойму 4. Обойма 4 установлена на каретке
5 с возможностью вращения относительно параллельной валу 3 приводного валка оси. Нитеводитель 6 смонтирован в обойме 4 с эксцентриситетом и расположен параллельно ее образующей. Устройство снабжено дополнительной обоймой 7, установленной на каретке 5 параллельно и имеющейся обойме 4. Обоймы 4 и 7 кинематически связаны между собой посредством закрепленных на их боковой поверхности зубчатых венцов 8 и 9 соответственно.
Каретка 5 перемещается по направляющим 10 основания с помощью ходового винта 11, кинематически связанного с валом 12 и расположенного параллельно последнему. Вал 12 посредством зубчатоременной передачи 13 связан с приводным валом 14. С последним через зубчатую передачу 15 кинематически связан вал 3 приводного валка. Привод вращения обоймы 4 выполнен в виде закрепленного на ней зубчатого
сл
с
XI о
&
ел со
XI
го
шкива 16, насаженного на вал 12 шкива 17 и зубчатого ремня 18.
На каретке 15 закреплены подторможенные шпулярники 19 и 20. Обойма 7 имеет нитеводитель 21, расположенный с эксцентриситетом относительно оси ее вращения и параллельно ее образующей.
Во втулках цепи 1 жестко закреплены вилки 22 со стержнями 23, на которые надеваются гуммированные втулки 24, являю- щиеся поперечной арматурой собираемой резинотросовой ленты. Вращение валов и винта осуществляется от электродвигателя 25.
Устройство работает следующим обра- зом.
На стержне 23 устанавливаются гуммированные втулки 24 и фиксируются в осевом направлении. После включения привода 25 вал 3 начинает вращать звездочку 2 и через зубчатоременную передачу 13 приводит во вращение вал 12. От последнего через ременную передачу 16, 17 и 18 приводится во вращение обойма 4. От последней через зубчатые венцы приводится во вращение дополнительная обойма 7. При этом обоймы 4 и 7 вращаются в разных направлениях. Одновременно каретка 5 перемещается ходовым винтом 11 по направляющим 10.
Звездочка протягивает втулочно-роли- ковую цепь 1, а нитеводители 6 и 21, совершая планетарное движение относительно стержней 23, последовательно обматывают тросами 26 и 27 втулки 27 с заданным шагом, определяемым величиной перемеще- ния каретки 5 за один оборот звездочки 2. После укладки на втулки 24 заданного числа
рядов троса,навивка заканчивается, собранный сердечник ленты покрывается эластомером, снимается со стержней 23 и направляется на вулканизацию.
Для предотвращения соударения при одинаковой частоте вращения обойм 4 и 7 нитеводители 6 и 21 устанавливаются с радиальными зазорами или с окружными зазорами (достигаются при сборке обойм и каретки путем относительного поворота обойм на некоторый угол).
Устройство обеспечивает возможность осуществления навивки кордшнура,при сборке двусторонней зубчатой резинотросовой ленты с одновременным обматыванием кордшнура вокруг армирующих втулок. Последнее осуществляется автоматически, что обеспечивает высокое качество сборки бесконечной двусторонней зубчатой резинотросовой ленты.
Формула изобретения Устройство для сборки бесконечных резинотросовых лент по авт.св. № 1669756, отличающееся тем, что, с целью расширения технологических возможностей устройства путем обеспечения сборки двусторонних зубчатых резинотросовых лент, оно снабжено дополнительной обоймой с нитеводителем, расположенным с эксцентриситетом относительно оси вращения обоймы и параллельно ее образующей, причем дополнительная обойма установлена на каретке параллельно имеющейся, а обоймы кинематически связаны между собой посредством закрепленных на их боковой поверхности зубчатых венцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803331A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1761541A1 |
| Устройство для сборки резинотросовых лент | 1988 |
|
SU1761540A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1803329A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1803330A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1761539A2 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1752573A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1990 |
|
SU1837015A1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1837014A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |

Изобретение относится к изготовлению резиновых технических изделий и может быть использовано для изготовления приводных кордшнуровых ремней, в частности двусторонних зубчатых. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения сборки двусторонних зубчатых резинотросовых лент. Для этого оно снабжено дополнительной обоймой 7 с нитеводителем 21, расположенным на обойме с эксцентриситетом и параллельно ее образующей обоймы 7. Обойма 7 установлена на каретке 5 параллельно имеющейся обойме 4. Обоймы 4 и 7 кинематически связаны между собой посредством закрепленных на их боковой поверхности зубчатых венцов 8 и 9. 4 ил.
ii
12/f/
Фс /
;/
Вид А
22
24
5-Б
Фи2.3
24Фиг. 2
физА
| Устройство для сборки бесконечных резинотросовых лент | 1988 |
|
SU1669756A1 |
| Солесос | 1922 |
|
SU29A1 |
