(54) НОЖНИда ДЛЯ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из ленты | 1981 |
|
SU1117227A1 |
| Ножницы для резки проката | 1983 |
|
SU1152726A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| НОЖНИЦЫ СОРТОВЫЕ ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 1996 |
|
RU2118236C1 |
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2009 |
|
RU2419521C2 |
| КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 2011 |
|
RU2498884C2 |
| Ножницы для резки проката | 1980 |
|
SU884889A1 |
| Приемный стол к устройству для резки проката | 1978 |
|
SU733889A1 |
1
Изобретение относится к обработка металлов давлением, в частности к ножницам oTKfMToro типа с верхним резом, установленным в технологическом потоке прокатных станов и применяемым, для холодной резки пачки продукции мелкосортных станов металлургической промышленности.
Известны ножницы для резки сортового проката, содержаидае верхний нож, смонтированный на шатуне кривошипношатунного механизма, установленного на приводном валу, и нижний нож, размещенный с возможностью горизонтального перемещения 1.
Недостатком этих ножниц является то, что нижний нож не может перемещаться в вертикальной плоскости, и зубья нижних профильных ножей в этом случае будут выступать вверх и стоять на пути движения проката, затрудняя его подачу через ножницы. Сохранятся и тяжелые условия труда рабочих обслуживающих ножницы.
Известны также ножницы для резки проката, содержащие верхний и нижний .ножи, связанные с приводным валом посредством соответственно кривошипношатунного механизма и тяг, причем нижний нож закреплен на рычаге, контактирующем с фиксатором 2. При включении ножниц вначале Допускается верхний НОЖ; до взаимодействия с прокатом, а затем поднимается нижний нож, осуществляя рез проката. Качество не всегда хорошее, так как вначале прокат прижимают к столу верхним ножом, а затем перемещают его вверх.
to
С целью повышения качества резки заготовок путем обеспечения резки верхним ножом ножницы снабжены кулачком, закреплённым на приводном валу и рычажной системой, взаимодействую15щей с ним и связанной с тягами, а верхний. НОЛ5 смонтирован на шатуне кривошипно-шатунного механизма , и : фиксатор установлен с возможностью смещения..
20
С целью обеспечения настройки ножей ножницы снабжены узлом регулировки зазора между ножами, йыполненным в виде клиньев, .размещенных- по обе стороны рычага.
25
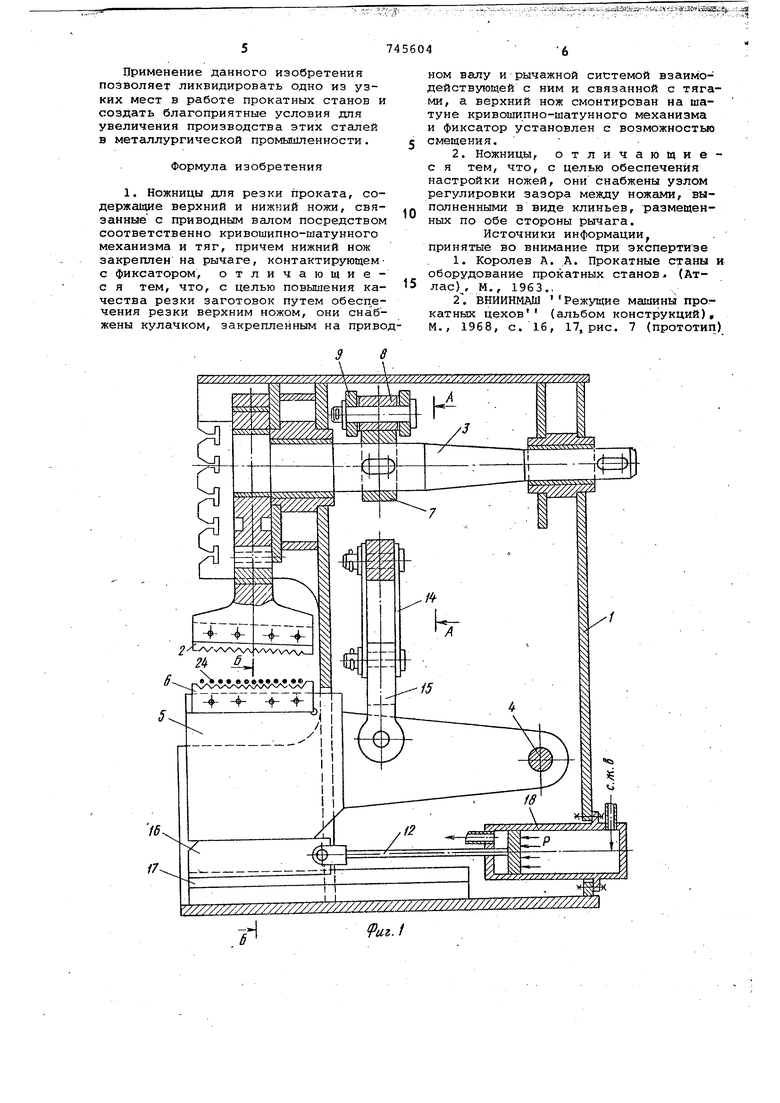
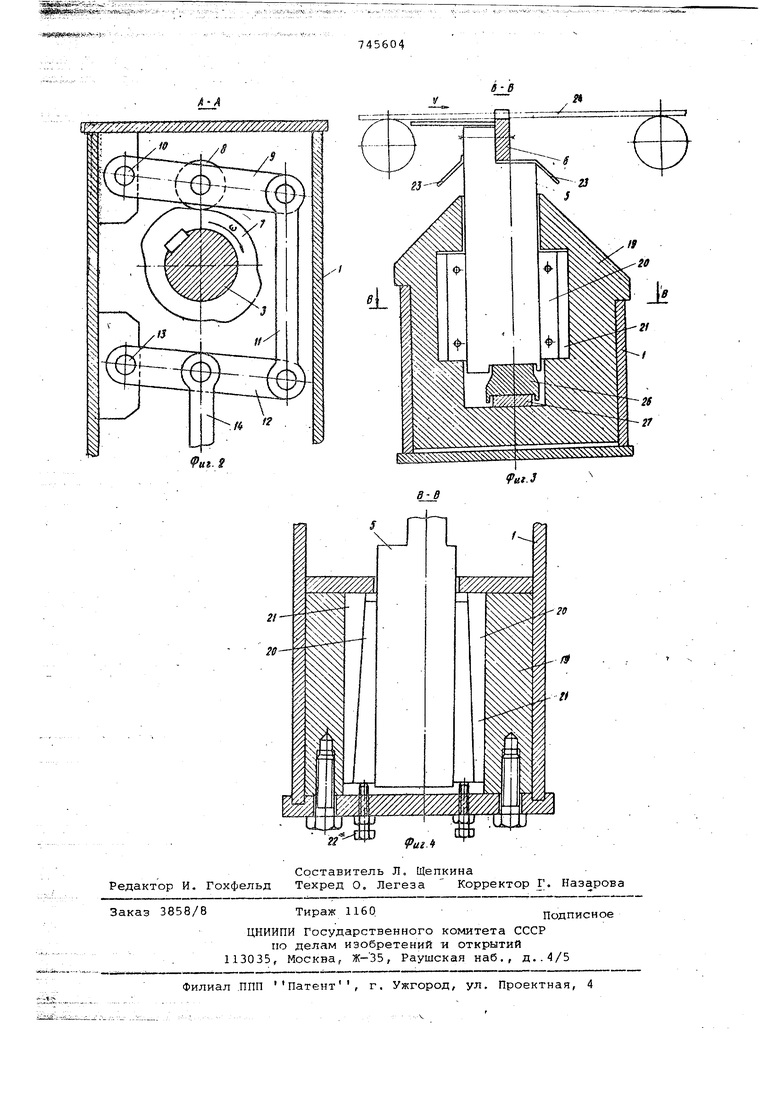
На фиг. 1 изображен продольный разрез предлагаемых ножниц; на фиг, 2разрез А-А фиг. 1; на фиг. 3 - разре Б-В фиг. If на фиг. 4 - разрез В-В
30 фиг, 3.
Ножницы содержат станину 1, верхний 2 смонтирован на шатуне кривощмпно-шатунного механизма, связанного с приводным валом 3. Внизу стаТ йны при помощи оси 4 шарнирно установлен рычаг 5 с профильным нижним ножом 6. Для передачи движения этому рычагу от приводного вала 3 в станине смонтирован рычажно-кулачковый Механизм, состоящий из профильного кулачка 7, жестко закрепленного на приводном валу 3 и взаимодействующе о с роликом 8, установленнйм iaapнирно на рычаге 9. Одним концом этот рычаг 9 при помощи оси 10 закреплен на верхнем кронштейне станины 1, а другим концом посредством тяги 11 соединен с нижним рычагом 12, который при помощи оси 13 закреплен на нижнем кронштейне станины. На рычаге 12 шарнирно подвешены две тяги 14, соединенные вилкой 15 с рычагом, взаимодействующим с фиксатором 16, установленным с возможностью смещения вдоль направляющих 17 посредством силового цилиндра 18. На станине (фиг. 3 и 4) жестко закреплен корпус 15, в котором установлены направляющие 20 рычага и узел регулировки зазора между ножами в виде клиньев 21, перемещаемых винтами 22. Параллельные плоскости направляющих 20 определяют вертикальное перемещение рычага. На рычаге имеются защитные щитки 23, предназначенные, для предупреждения прпадания пыли на рабочие поверхности направляющих 20.
Ножницы работают следующим образом
Подают прокат 24 и включают ножницы. При этом вращение от электропрвода передается установленно: 1у в станине 1 приводному валу 3 и верхний нож 2 при помощи кривошипно-шатунног механизма начинает опускаться. Одновременно благодаря действию установленного в станине рычажно-кулачкового механизма начинает поворачиваться вокруг оси 4 рычаг 5 и нижний нож 6 поднимается.
Работа рычажно-кулачкового механима состоит s следующем.
Вместе с приводным валом 3 будет вращаться и жестко закрепленный на нем профильный кулачок 7, который, при помощи ролика 8 приводит в движение рычаг 9. Этот рычаг, вращаясь вокруг рсш 10, приводит в движение соединенный тягой II рычаг 12. Последний, вращаясь вокруг оси 13, при помощи тяг 14 и вилки 15 приводит в движенирычаг 5 с ножом 6. Установленные в корпусе 19 направляющие 20 обеспечивают вертикальное перемещение рычагу 5 и нижнему ножу 6. Вместе с рычагом 5 будут перемещаться закрепленные на нем защитные.щитки 23, предохраняя рабочие поверхности направляющих 20 от попадания на них пыли и окалины. Регулировка бокового зазора между
745604
ножами осуществляется вращением регулировочных винтов 22. Как только приводной вал 3 повернется на первые 90 , нижний суппорт займет свое крайJ iee верхнее положение, и лежащие на рольганге в один слой прутки проката попадут в калибры ножа. В это время силовой цилиндр 18 перемещает фиксатор 16 вдоль направляющих 17 под ычаг 5 и не дает ему возможности опуститься. Верхний нож 2 опустится на величину, равную половине его хода и своими режущими кромками еще не коснется разрезаемого металла.
При повороте вала 3 на следующие 90 нижний нож б остается в своем крайнем верхнем положении, так как фиксатор 16, находясь под рычагом 5, не позволит ему опуститься, и кулачок 7 не будет взаимодействовать с роликом 8. Верхний нож 2 опустится еще на величину, равную второй половине его хода, и оазрежет металл.
При повороте приводного вала 3 на остальные 180 силовой цилиндр 18 сместит фиксатор 16 из-под рычага 5 при взаимодействии выступа кулачка 7, а затем рычажно-кулачковый механизм опустит рычаг вместе с ножом 6 вниз. Верхний нож 2 займет свое верхнее исходное положение, и ножницы выключатся из работы. Зубья нижнего профильного ножа 6 снова будут находиться ниже уровня подаваемого для резки металла, и в дальнейшем процес повторяется.
Усилие, возникаю 1;ее в момент разрезания металла и воспринимаемое ниж ним суппортом, будет передаваться через фиксатор 16, направляющие 17 и корпус 19 на станину 1, а рычажнокулачковый механизм восприниматься не будет. Если по какой-либо причине фиксатор 16 своевременно не будет установлен силовым цилиндром 18 под рычаг 5, то к началу реза рычажнокулачковый механизм опустит рычаг 5 с ножом 6 вниз. Разрезание металла не произойдет и рычажно-кулачковый механизм не будет подвергнут действию аварийной нагрузки. Движения верхнего и нижнего профильных ножей осуществляются от одного приводного вала 3.
На данных ножницах возможна также порезка узких полос подвижными и неподвижными прямыми ножами. Для этого необходимо, установив на ножницах прямые ножи, поместить фиксатор 16 под рычаг 5 и отключить, от работы силовой цилиндр 18.
Изобретение может найти широкое применение на участках холодной резки мелкосортных станов 250, 280, на которых планируется производительная и качественная резка прокатных профилей пакетом, а также продолжительная резка высокопрочных и термических упрочненных марок сталей. Применение данного изобретения позволяет ликвидировать одно из узких мест в работе прокатных станов и создать благоприятные условия для увеличения производства этих сталей в металлургической промышленнЬсти. Формула изобретения 1. Ножницы для резки проката, содержащие верхний и нижний ножи, связанные с приводным валом посредством соответственно кривошипно-шатунного механизма и тяг, причем нижний нож закреплен на рычаге, контактирующемс фиксатором, отличающие с я тем, что, с целью повышения качества резки заготовок путем обесдечения резки верхним ножом, они снабжены кулачком, закрепленнЕлм на приво ном валу и рычажной системой взаимодействующей с ним и связанной с тягами, а верхний нож смонтирован на шатуне кривошипно-шатунного механизма и фиксатор установлен с возможностью смещения. 2. Ножницы, отличающиес я тем, что, с целью обеспечения настройки ножей, они снабжены узлом регулировки зазора между ножами, выполненными в виде клиньев, размещенных по обе стороны рычага. Источники информацииJ принятые во внимание при экспертизе 1. Королев А. А. Прокатные станы и оборудование прокатных станов (АтласЬ М., 1963., 2 ВНИИНМАШ Режущие машины прокатных цехов (альбом конструкций), М., 1968, с. 16, 17, рис. 7 (прототип)
