t
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительных цехах машиностроительных предприятий.
Известна установка для резки листового материала, содержащая дисковые ножницы, устройство для удаления отходов, механизм ориентации и ножницы поперечной резки .
Недостаток указанной установки заключается в том, что на ней возможна лишь обрезка кромок листа и невозможен роспуск листа на полосы.
Известна также установка для раскроя листового материала, содержащая последовательно установленные дисковые ножницы, рольганг промежуточный в виде рамы с приводными роликами и с механизмом ориентации полос, ножницы гильотинные, а также устройство для удаления отходов, расположенное по обе стороны промежуточного рольганга 2.
Недостаток установки состоит в невысокой точности получаемых заготовок, так как ;ыходящие из дисковых ножниц полосы ориентируются относительно боковых роликов и возможен перекос одной полосы относительно Другой. Кроме того, устройство для удаления отходов, выполненное в виде двух отводных лотков, не обеспечивает надежного удаления отходов.
Целью изобретения является повышение точности заготовок, получаемых при раскрое листа.
Указанная цель достигается тем, что установка снабжена механизмом разведения полос/ расположенным так
to же, как и механизм ориентации полос между роликами промежуточного рольганга, а устройство для удаления отходов кинематически связано с механизмом разведения полос.
15
Механизм разведения полос выполнен в виде рычагов, расположенных между роликами с обеих сторон промежуточного рольганга и шарнирно связанных с рамой, холостых роликов, размещенных на рычагах, и рычажной системы привода поворота рычагов.
Механизм ориентации полос выполнен в виде неподвижных вертикальных
25 роликов, располо.женных между роликами промежуточного рольганга на одной его стороне, и подвижных толкателей, размещенных также между роликами промежуточного рольганга с возможностью
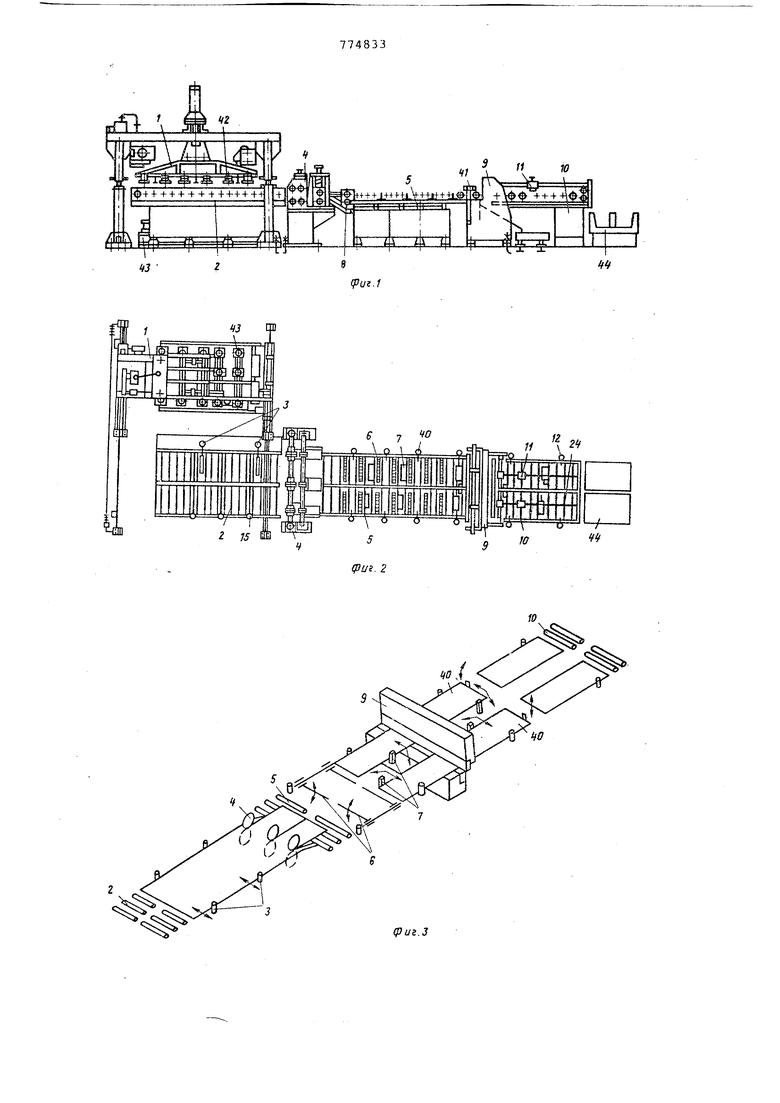
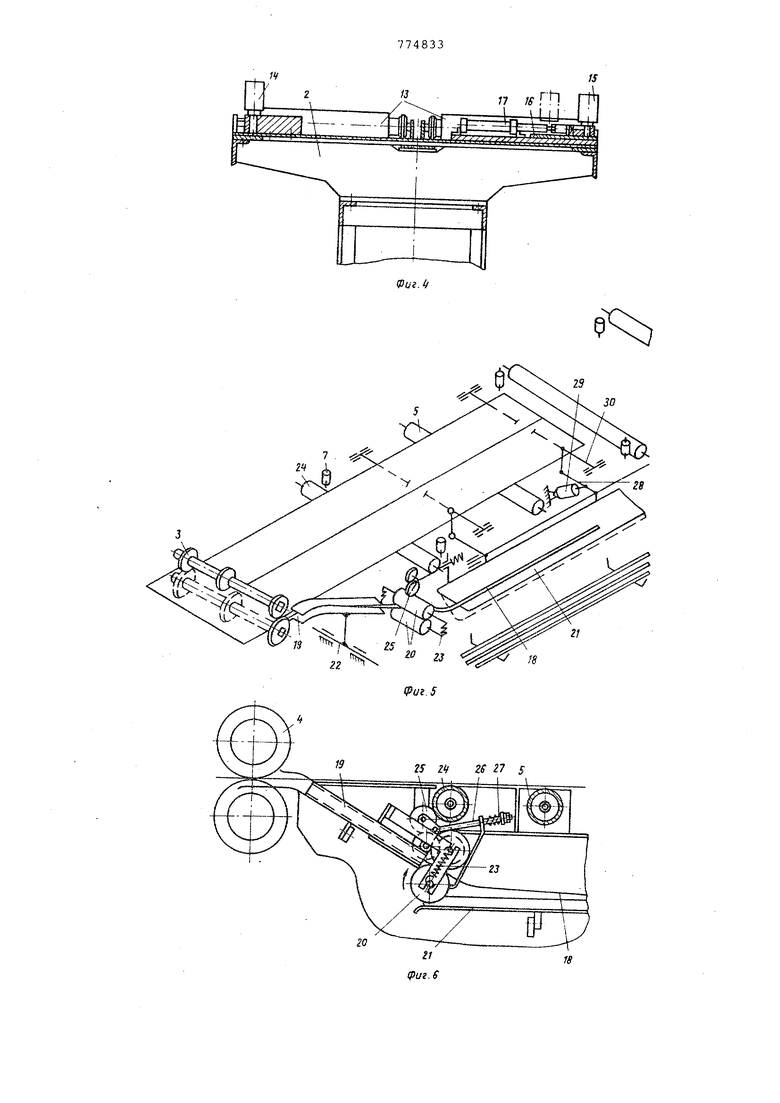
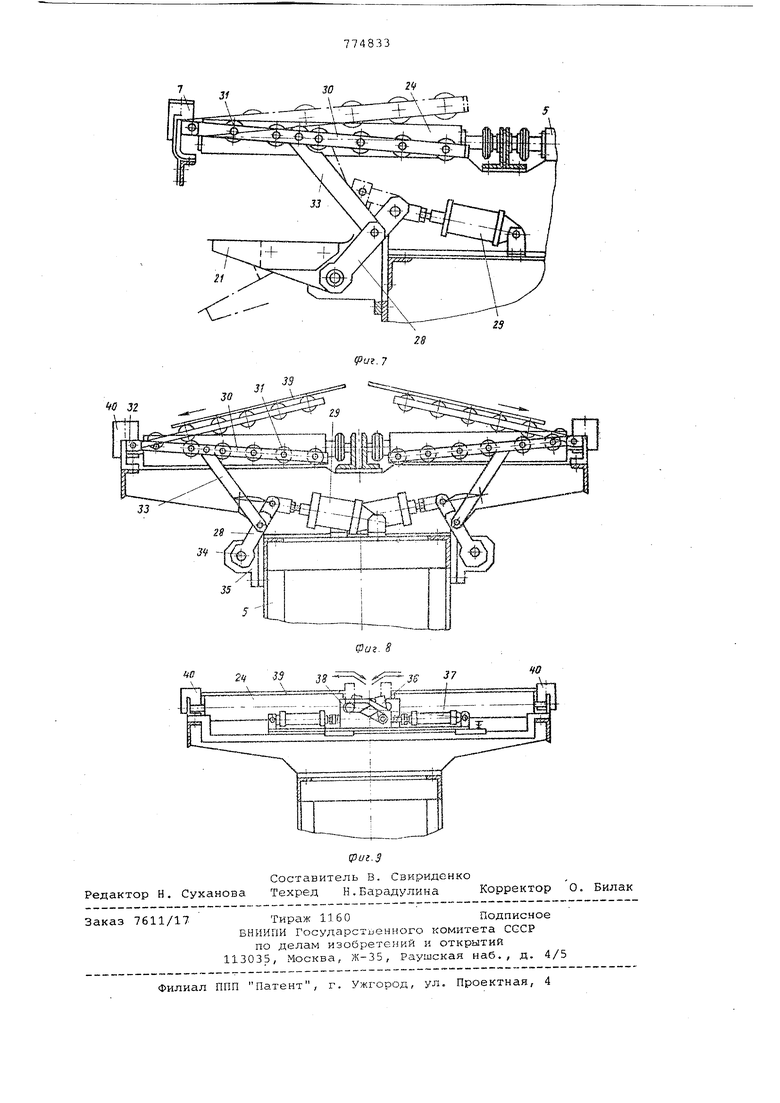
30 перемещения по копиру вдоль роликов. Устройство для удаления отходов зыполнеко в виде приемной проводки, устаяовленной с ззозможностыо перемещения в направлении, перпендикулярном оси установки, подпружиненных друг к другу тянущих роликов, связанных фрикционным механизмом с роликами промежуточного рольганга, приемнопозоротного стола, шарнирно связанного с рамой и рычажной системой привода поворота рычагов, На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - основные механизмы установкиj на фиг. 4 - механизм ориентации полос на подающем рольганге; на фиг. 5 - общая компоновка устройства для удаления отходов; на фиг. 6 - узел тянущего механизма устройства .для удаления отходов; на фиг. 7 - приемно-поворотный стол и связь его с приводом механизма разведения полос; на фиг. 8 - механизм раз ведения полос на промежуточном рольганге; на фиг. 9 - механизм ориентац полос на промежуточном рольганге. Установка состоит из листопереклад чика 1 и последовательно усганозленных приводного подающего рольганга 2 с механизмом 3 базирования листа, дис ковых ножниц 4, приводного промежуточ ного рольганга 5 с механизмом б разве дения полос, механизмом 7 ориентации полос и устройством 8 для удаления отходов, гильотинных ножниц 9 и рольганга приводного 10 с упорами 11 и ба зирующими роликами 12. Механизм 7 ори ентации полос может быть установлен с передней и задней сторон гильотинных ножниц. Механизм 3 базирования листа при резке на дисковых ножницах 4 смонтирован между роликами 13 подающего рольгаяга 2 и состоит из неподвижного Оазирующего вертикального ролика 14 и прих имного ролика 15, который смонтирован с возможностью возвратнопоступательного перемещения в направляющих 16 посредством привода в виде силового цилиндра 17. Устройства 8 для удаления отходов 18 с линии установлены с обеих сторон промежуточного рольганга 5. Каждое устройство включает в себя приемную проводку 19, пару приводных тянущих роликов 20 и приемно-поворотный стол 21. Приемная проводка 19 смонтирована на направляющих 22 с возможностью перемещения ее при наладке установки на нужную ширину заготовок в направлении, перпендикулярном оси установки. Тянущие ролики 20 поджимаются друг к другу пружинами 23 и получают вращение от ролика 24 приводного промежуточного рольганга 5 через фрикционную пару 25-в виде обрезиненных самоустанавливающихся роликов, один из которых поджат к ролику 24 рольганга 5, а второй - к тянущему ролику 20 при помощи тяги 26 и пружины 27. Приемно-поворотный стол 21 шарнирно закреплен на раме промежуточного рольганга 5 и при помощи двуплечего рычага 28 шарнирно связан со штоком силового цилиндра 29 поворота рычагов 30 механизма разведения полос. Механизм 6 разведения полос содержит рычаги 30 с холость /ш роликами 31, расположенные между роликами 24 с обеих сторон промежуточного рольганга 5 на щарнирах 32 и связанные со штоком силового цилиндра 29 через тяги 33 и двуплечие рычаги 28, которые жестко закреплены на общем стержне 34. Последний шарнирно установлен в подшипниках 35. Механизмы 7 ориентации полос установлены между роликами 24 рольгангов промежуточного 5 и приводного 10 и выполнены в виде подвижных толкателей 36, шарнирно связанных со штоком силового цилиндра 37 с возможностью перемещения по копиру 38 в направлении, перпендикулярном движению полос 39,для поджатия их к базирующим роликам 40. На промежуточном рольганге установлен также стапкиватель 41 отходов, полученных при резке на гильотинных ножницах 9, Установка работает следующим образом. Листоперекладчик 1 забирает своими вакуумными захватами 42 лист из пйчки, уложенной на подставке 43, и переносит его на подающий рольганг 2. После того, как лист упал на рольганг 2, подается команда на включение механизма 3 базирования листа. Прижимной ролик 15 перемещается под действием силового цилиндра 17, подн имая лист к базирующим вертикальным роликам 14, далее лист подается рольгангом 2 в ножи дисковых ножниц 4. Ножи дисковых ножниц вращаются постоянно, захватывают лист и разрезают его, например, на две продольные полосы 39 с обрезкой боковых кромок . При этом полученные полосы проходят на промежуточный рольганг 5, а обрезанные боковые кромки попадают в приемную проводку 19 и, проходя по нему, попадают в тянущие ролики 20 и проталкиваются к приемно-поворотному столу 21. Как только лист пройдет дисковые ножницы, подается команда на включение силового цилиндра 29, который поворачивает стол 21, сбрасывая отходы 18 в спецтару, и одновременно поворачивает рычаги 30 для разведения полос 39. Рычаги 30 с холостыми роликами 31 поднимаются при этом, тем самым поднимая с наклоном полосы 39, которые скатываются по холостым роликам 31 и упираются в базирующие ролики 40.Затем рычаги 30 опускаются, занимая свое исходное положение, а полоса, дойдя до упора 11 на гильотинных ножницах 9, подает команду на включе ние силового цилиндра 37 механизма 7 ориентации полос. Толкатели 36, перемещаясь по копиру 38, поднимаются выше уровня полосы и далее, перемещаясь по прямой, поджимают полосы к базирующим роликам 40. После чего подается команда на включение реза гильотинных ножниц 9, происходит пер вый рез (обрезка передних кромок заготовок) . После этого подается команда на убирание упора 11 на гильотинных ножницах и возврат толкателей 36 в исходное положение. Полосы 39 перемещаются промежуточным рольгангом 5 и рольгангом 10 до упоров 11, установленных от режущей кромки ножей гильотинных ножниц на расстоянии, равном заданной длине заготовки. Как только полосы подойдут к упору 11, снова включаются силовые цилиндры 37 Толкатели 36 поджимают заготовки к базирукядим роликам 40. Включается рез гильотинных ножниц 9, после выполнени реза упор 11 убирается, заготовки про ходят дальше по линии. Как только отрезанная заготовка полностью пройдет упор 11, он снова выставляется для встречи новой заготовки и в той же последовательности срабатывания механизмов осуществляется следующий рез. Количество поперечных резов определяется длиной листа и заготовок. При выполнении последнего реза на столе ножниц остается отход, который сталкивается сталкивателем 41 в проем между кромкой ножа и первым роликом рольганга 10. Заготовки, выходя с последнего рольганга, укладываются в тару 44. Команда на подачу на линию следую щего листа мо-жет быть осуществлена либо от выполнения первого поперечного реза, либо от срабатывания сталкивателя 41 отходов и цикл повторяется Установка позволяет повысить точность заготовок, расширить технологи ческие возможности линии и обеспечит возможность повышения ее производительности. Формула изобретения 1. Установка для раскроя листовог материала, содержащая последовательно установленные дисковые ножницы, рольганг промежуточный в виде рамы с приводными роликами и с механизмом ориентации полос, ножницы гильотинные, а также устройство для удаления отходов, расположенное по обе стороны промежуточного рольганга, отличающаяся тем, что, с целью повышения точности получаемых заготовок, она снабжена механизмом разведения полос, расположенным так же, как и механизм ориентации полос между роликами промежуточного рольганга, а устройство для удаления отходов кинематически связано с механизмом разведения полос. 2.Установка по п. 1, отличающаяся тем, что механизм разведения полос выполнен в виде рычагов, расположвнн1й между роликами с обеих сторон промежуточного рольганга и шарнирно связанных с рамой, холостых роликов, размещенных на рычагах, и рычажной системы привода поворота рычагов. 3.Установка по п. 1, о т л и чающаяся тем, что механизм ориентации полос выполнен в виде неподвижных вертикальных роликов, расположенных между роликами промежуточного рольганга на одной его стороне, и подвижных толкателей, расположенных меяаду роликами промежуточного рольганга с возможностью перемещения по копиру вдоль роликов. 4.Установка по п, 1, отличающаяся тем, что устройство для удаления отходов выполнено в виде приемной проводки, установленной с возможностью перемещения в направлении, перпендикулярном оси установки, подпружиненных друг к другу тянущих роликов, связанных фрикционным механизмом с роликами промежуточного рольганга, я приемно-поворотного стола, шарнирно связанного с рамой и рычажной системой привода поворота рьпагов. Источники информации, принятые во внимание при экспертизе 1.Терентьев B.C., Цалюк М.Б. Ддьюстаж тонколистовых станков. 1961, с. 42. 2.Автоматическая линия раскроя листового металла на заготовки. Информационный листок ЦНИИТЭИЛегпищемаша W 041-78, сер. 10-04.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ПЛАНКИ | 1993 |
|
RU2074058C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Установка для подачи к ножницам, сортировки и удаления заготовок | 1985 |
|
SU1465196A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСЫ НА ПРЯМОУГОЛЬНЫЕ ЗАГОТОВКИ | 1993 |
|
RU2049605C1 |
| Установка для раскроя листового материала | 1984 |
|
SU1146146A1 |
9
