Известные снособы иолучення пластинчатотрубчатых изделий состоят из серии технологических операций.
Для выиолнения одновременно холодной сварки и формо15ки ребер в процессе прокатки предлагается иронзводить частичное обжатие двухслойного металла поокаткой в оельефных валках в местах, где необходима сварка, с образованием в результате пластического течения металла из зон деформации понеречиых прерывистых ребер и с дальнейшей раздувкой водой или сжатым воздухом межреберных полостей в каналы.
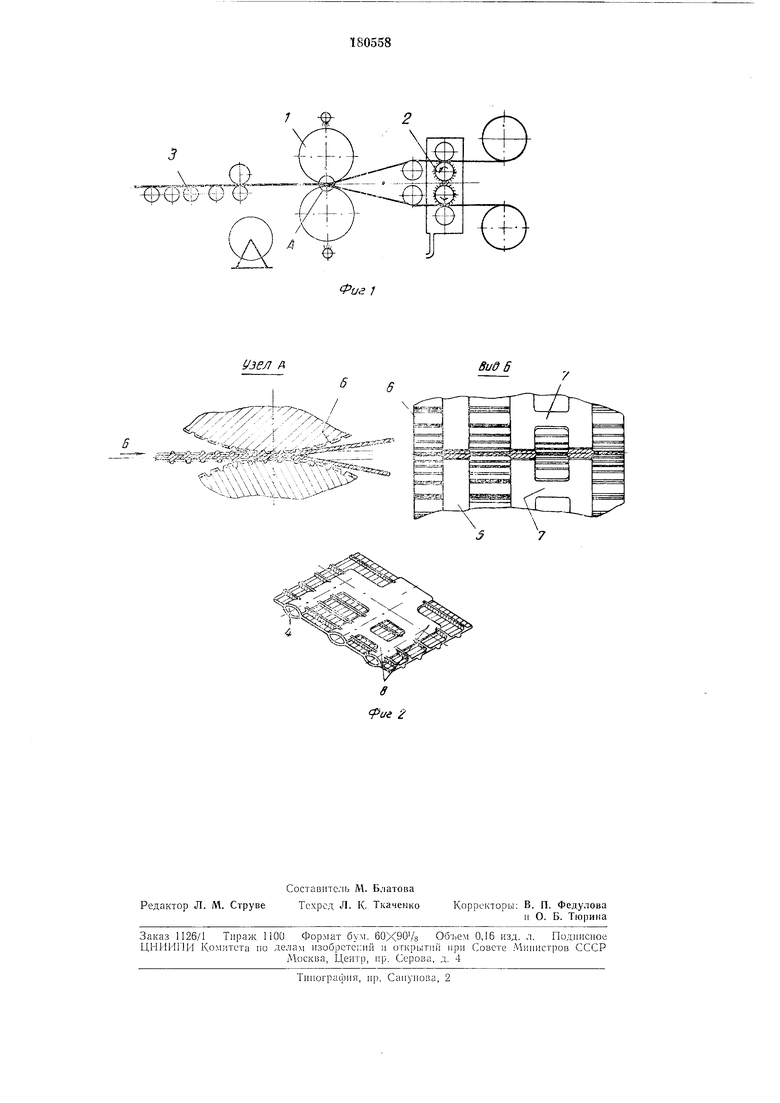
На фиг. 1 изображена схема получения нзделий по описываемому способу; на фнг. 2- профилироваииые валки.
Профилировапиыми валками 1 прокатывают в холодном состоянии две ленты, сложенные вместе сторонами, зачищенными металл.ическими щетками 2. Обе леиты после прокатки поступают на приемиый стол 3 для носледующей обработки - правки, раздувки и т. д.
При прокатке изделий, имеющих только продольиые каналы 4, на валках в месте каналов делаются кольцевые проточки 5, глубиной, равной толщине одной ленты при двухстороннем рельефе, и глубиной, равной двум
толщинам леиты при одностороннем рельефе. На остальной иоверхиости бочки валков по образующим наносятся пазы 6 или сверлятся коиические углублення для заформовки излнщнего металла, который в этих пазах оформляется в внде ребер 7 или конических иыстунов.
В изделнях, где нмеются ноиеречные каналы 8, оформленне их производится в поперечиых углублениях, фрезерованных па глубнпу кольцевых проточек и но форме каналов.
Так как прокатка ведется без удлинения, рельеф на валках новторяет форму изделия в негативном инде без искаженнй.
Предмет изобретения
Сиоеоб производства пластннчато-трубчатых изделий, включающнй операцию прокатки двухслойного металла в рельефных валках, отличающийся тем, что, с целью обеспечения одновременно холодной сварки и формовки ребер в процессе прокатки, прокатку ведут с частичным обл атнем без удлинения с образованием в результате пластического течення металла нз зон лтеформации иоиеречных ирерывистых ребер, а затем раздувают иродольиые неоребренные участкн в каналы с помощью сжатого воздуха.
- .
ШШ-ф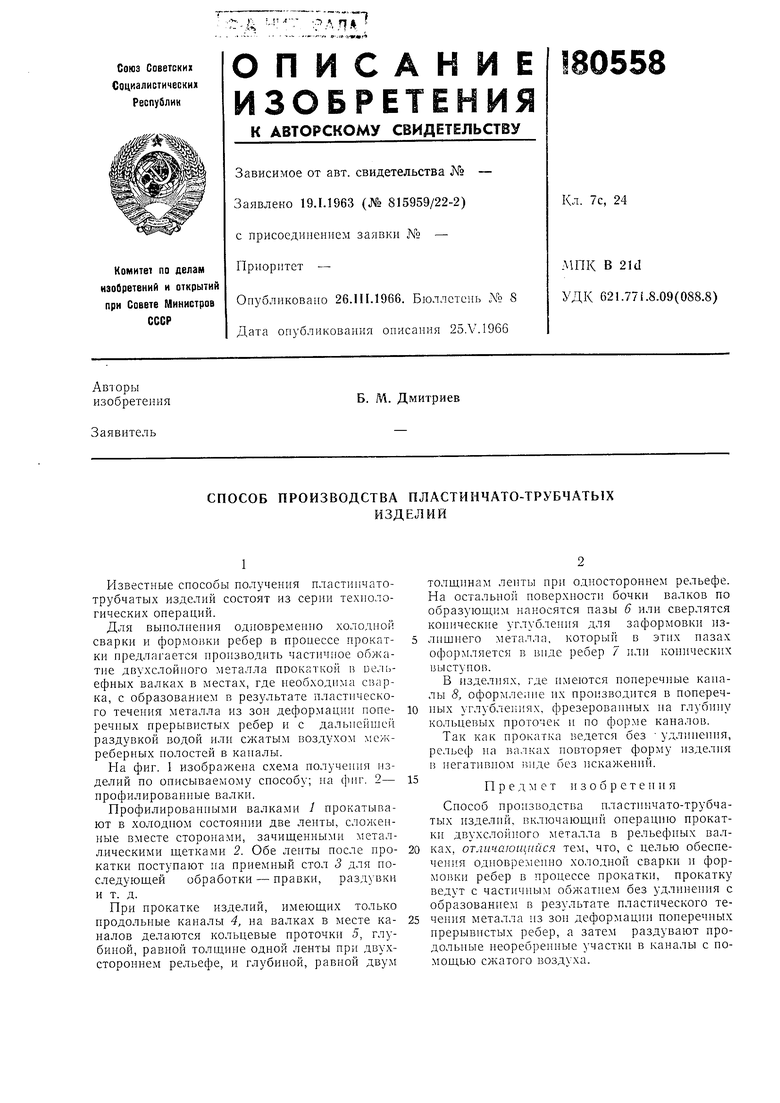
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНОЕ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| СПОСОБ ПРОИЗВОДСТВА ТЕПЛООБМЕННОЙ БИМЕТАЛЛИЧЕСКОЙ РЕБРИСТОЙ ТРУБЫ | 2010 |
|
RU2450880C1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| Способ получения алюминиевого слоистого проката | 2024 |
|
RU2833650C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Способ холодной штамповки полумуфт | 2021 |
|
RU2781933C1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ | 2002 |
|
RU2274691C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВЫХ ИСПАРИТЕЛЕЙ ДЛЯ ХОЛОДИЛЬНИКОВ | 1986 |
|
SU1455512A1 |
Узел А рpq
