Изобретение относится к специальному производству соединительных полумуфт, на внутренней поверхности которых выполнена высокопрочная система кольцевых выступов и впадин. Для получения полумуфт применяются операции обработки металлов давлением.
Известен способ изготовления изделий с внутренними спиральными ребрами (патент SU 1588473 A1, МПК8 В21Н 3/08, опубл. 30.08.1990). В ходе процесса полую заготовку нагревают до 1050-1080°С и насаживают на профилированную оправку из жаропрочной стали, предварительно нагретую до 300-600°С и покрытую графитовой смазкой. Осуществляют прокатку валками при 1000°С с деформацией 25%, при этом оправку не вращают и не удерживают в осевом направлении. После этого прокатанное изделие вместе с оправкой мгновенно охлаждают в воде, затем подвергают нагреву до 400-700°С на глубину минимальной толщины стенки изделия (4 мм) и производят вывинчивание изделия, используя создавшееся расширение его материала. В процессе этого нагрева одновременно происходит отпуск готового изделия, а требуемую конструктивную прочность обуславливает выбор температуры нагрева при вывинчивании.
Недостатком известного способа является необходимость в предварительном нагреве заготовки, чередовании нагрева и охлаждения изделия вместе с профильной оправкой, которую необходимо вывинчивать. Для получения полумуфт требуется последующая отрезка прокатанного изделия, что увеличивает трудоемкость и время изготовления единицы изделия. Также процесс изготовления изделия осуществляется при температурах горячего деформирования, что не дает возможность получения полумуфт малогабаритных размеров, снижает качество поверхности заготовки из-за образования окалины и снижает точность получаемого изделия.
Известен также способ формирование внутренней резьбы в полых заготовках (патент РФ №1830301, МПК8 В21Н 3/08, опубл. 30.07.1993 г.) принятый за прототип, включающий установку заготовки с полостью ступенчатой формы в контейнер, установку в ее полость профилирующего инструмента в виде оправки, прикладывание осевого импульсного усилия сжатия к торцу заготовки, заполнением ее материалом свободных объемов профилирующего инструмента с последующим извлечением профилирующего инструмента из заготовки, при этом формирование резьбы выполняют поэтапно, с использованием профилирующего инструмента с длиной нарезного участка, превышающей длину нарезного участка на предыдущем профилирующем инструменте.
Недостатком известного способа является высокая трудоемкость изготовления резьбы, необходимость использования технологического оборудования, которое обеспечивает импульсное силовое воздействие на заготовку, использование заготовки со ступенчатой полостью и последующей отрезкой участка ступенчатой полости и продольной разрезкой для получения полумуфт, что увеличивает отход металла.
Задачей изобретения является расширение технологических возможностей за счет снижения трудоемкости получения полумуфт, улучшения качества наружной поверхности полумуфт, а также повышения стойкости инструмента за счет перераспределения контактных давлений.
Для решения поставленной задачи в предлагаемом способе холодной штамповки полумуфт, заключающемся в получении мерной цилиндрической заготовки диаметром D, установке и базировании заготовки, извлечении инструмента из заготовки, при этом дополнительно осуществляют осадку в матрице с полостью радиусом r=(0,5…0,7)D и получением плоских поверхностей с технологическими углублениями по линии разъема штампа и выпуклой поверхностью в осевом направлении, последующую установку полуфабриката в матрицу для торцевой осадки, проведение торцевой осадки с получением наклонных торцевых поверхностей и увеличением внешней радиусной поверхности на 5…25%, установку полуфабриката с базированием радиусной поверхностью плоскими поверхностями по линии разъема в матрицу и формообразуют полость с рельефной поверхностью в зафиксированном положении инструментом с формообразующим рельефом.
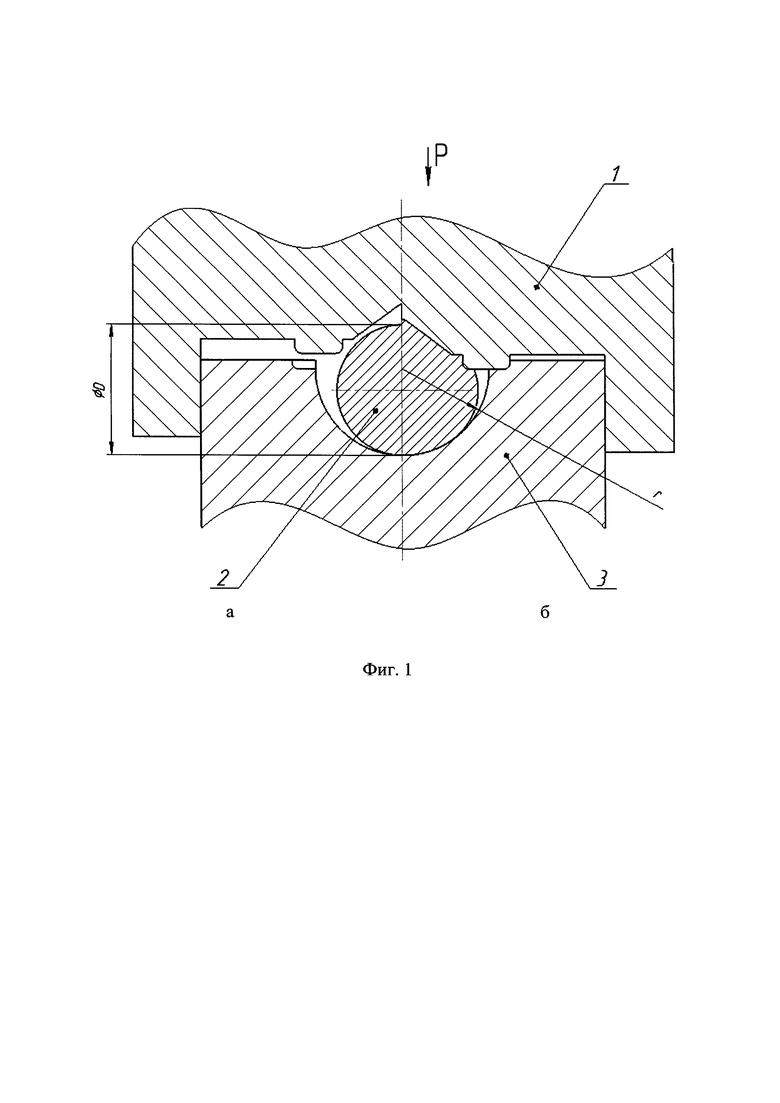
На фиг. 1, а показана схема перед началом операции осадки, на фиг. 1,6-в конце рабочего хода.
На фиг. 2 показана схема перед началом операции торцевой осадки.
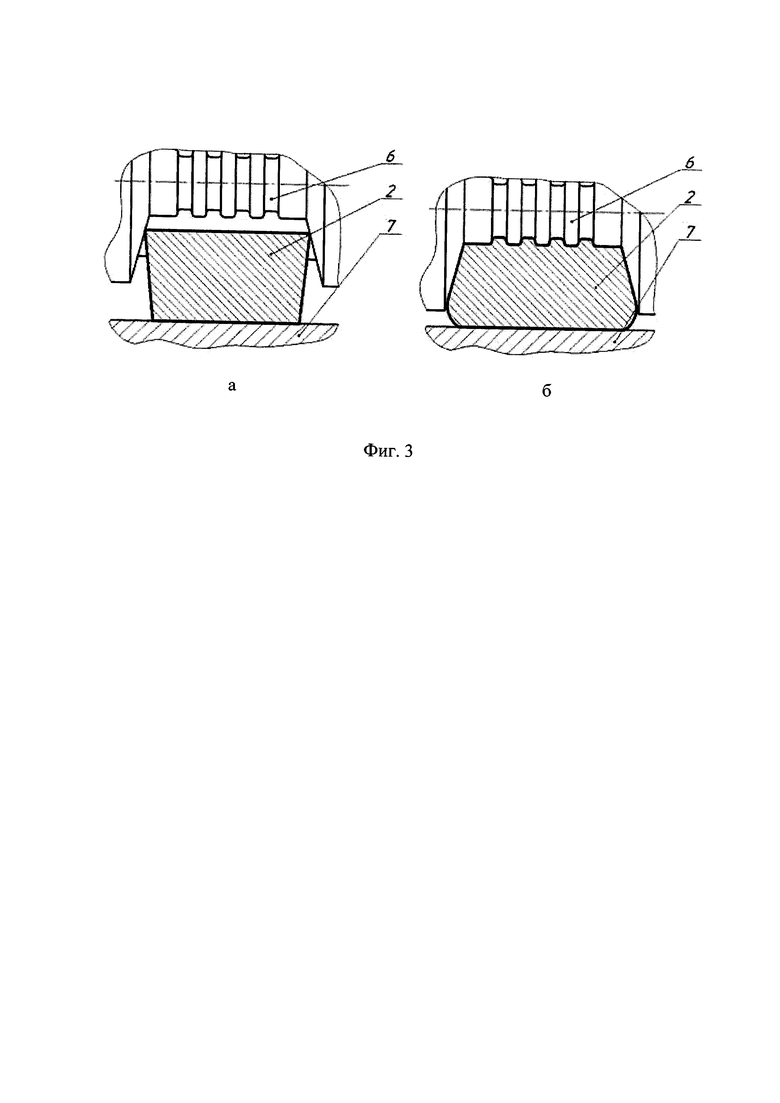
На фиг. 3, а показана схема перед началом операции штамповки рельефа полумуфты, на фиг. 3, 6 - в конце рабочего хода.
На фиг. 4 показаны стадии холодной штамповки полумуфт.
Способ холодной штамповки полумуфт осуществляют следующим образом.
Пластическое формообразование полумуфт проводится в три операции.
На первой операции (фиг. 1, а) заготовку 2 устанавливают в матрицу 3 и проводят осадку заготовки 2 пуансоном 1. При этом радиус кривизны поверхности матрицы 3 превышает радиус кривизны поперечного сечения заготовки 2 так, что r=(0,5…0,7)D. Базирование заготовки 2 в поперечном направлении осуществляют за счет углубления (не показано) на поверхности пуансона 1, формирующего продольный радиусный выступ. После проведения осадки производят съем заготовки.
На второй операции (фиг. 2) заготовку 2 устанавливают в матрицу 5 для торцевой осадки под воздействием пуансона с наклоненными торцевыми ограничителями 4 с последующим съемом заготовки 2.
За счет предварительной осадки и торцевой осадки происходит перераспределение материала заготовки 2 необходимое для осуществления последующего формирования рельефа методами холодной штамповки.
На третьей операции (фиг. 3, а) устанавливают заготовку 2 в полость матрицы 7, осуществляют внедрение инструмента с формообразующим рельефом 6 в заготовку 2. При этом для повышения стойкости матрицы 7 и оправки с формообразующим рельефом 6 необходимо осуществлять холодную штамповку заготовки 2, частично ограничив осевое течение материала при пластическом формообразовании рельефа только в зоне выдавливания ее профиля. Это достигается применением торцевых конических ограничителей, не препятствующих осевому течению металла на периферийных участках, примыкающих к наружной цилиндрической поверхности заготовки 2. Такое решение позволяет существенно снизить неравномерность распределения контактных давлений вдоль рабочей поверхности инструмента с формообразующим рельефом 6 и, следовательно, повысить его стойкость.
По окончанию внедрения инструмента с формообразующим рельефом 6 в полость заготовки 2 осуществляют извлечение ее из заготовки 2, на данной операции формируется необходимая полумуфта с гребенкой.
Пример осуществления способа холодной штамповки полумуфт
Необходимо получить полумуфту длинной 85 мм из стали 45, на внутренней поверхности которой выполнена гребенка диаметром 17 мм. На первой операции осуществляют установку заготовки 2 в матрицу 3 и проводят осадку цилиндрической заготовки 2 диаметром D=50 мм, при этом радиус кривизны поверхности матрицы 3 составляет r=(0,5…0,7)D=35 мм. При этом технологическая сила составила не более 15 кН. Базирование заготовки 2 в поперечном направлении осуществляют за счет углубления на поверхности пуансона 1, формирующего продольный радиусный выступ. После проведения осадки проводят съем заготовки 2, например, выталкивателем.
На второй операции (фиг. 2) заготовку 2 устанавливают в матрицу 5 для торцевой осадки под воздействием пуансона с наклоненными под углом 25° торцевыми ограничителями 4. При этом сила составила не более 20 кН. После проведения торцевой осадки проводят съем заготовки 2, например, выталкивателем.
На третьей операции (фиг. 3, а) устанавливают заготовку 2 в полость матрицы 7, осуществляют внедрение инструмента с формообразующим рельефом 6 в заготовку 2. Угол наклона торцевых конических ограничителей составляет 30°. В результате получается требуемая полу муфта методом холодной штамповки. Сила операции при этом составила не более 15 кН.
Преимуществом способа является снижение трудоемкости изготовления полумуфты, а также улучшение качества поверхности детали за счет применения операций холодной штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПОДНУТРЕНИЕМ ТИПА "ТРАКТОРНЫЙ КАТОК" | 2014 |
|
RU2574909C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085321C1 |
| ШТАМП ДЛЯ ОСАДКИ | 1998 |
|
RU2119402C1 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |


Изобретение относится к специальному производству соединительных полумуфт и может быть использовано в обработке металлов давлением. Способ холодной штамповки полумуфт включает получение мерной цилиндрической заготовки диаметром D. Осадку цилиндрической заготовки проводят в матрице с радиусной полостью r=(0,5…0,7)D с получением плоских поверхностей с технологическими углублениями по линии разъема штампа и выпуклой поверхностью в осевом направлении. Устанавливают в матрицу и проводят торцевую осадку с увеличением внешней радиусной поверхности на 5…25% и с получением наклонных торцевых поверхностей полуфабриката. Устанавливают полуфабрикат с базированием радиусной поверхностью плоскими поверхностями по линии разъема в матрицу и формообразуют полости с рельефной поверхностью в зафиксированном положении инструментом с формообразующим рельефом. Техническим результатом является снижение трудоемкости и улучшение качества наружной поверхности. 4 ил., 1 пр.
Способ холодной штамповки полумуфт, включающий получение мерной цилиндрической заготовки диаметром D, осадку цилиндрической заготовки в матрице с полостью радиусом r=0,7D с получением плоских поверхностей с технологическими углублениями по линии разъема штампа и выпуклой поверхностью в осевом направлении, последующую установку полученного в результате осадки полуфабриката в матрицу для торцевой осадки, проведение торцевой осадки с увеличением внешней радиусной поверхности и с получением наклонных торцевых поверхностей полуфабриката, установку полуфабриката с базированием радиусной поверхностью плоскими поверхностями по линии разъема в матрицу и формообразовние полости с рельефной поверхностью в зафиксированном положении инструментом с формообразующим рельефом, отличающийся тем, что осуществляют осадку в матрице с полостью радиусом r=(0,5…0,7)D и получением плоских поверхностей с технологическими углублениями по линии разъема штампа и выпуклой поверхностью в осевом направлении, последующую установку полуфабриката в матрицу для торцевой осадки, проведение торцевой осадки с получением наклонных торцевых поверхностей и увеличением внешней радиусной поверхности на 5…25%.
| СУХОНИН В.А., Разработка технологии холодного пластического формообразования гребенчатых соединительных полумуфт, КШП | |||
| ОМД, 2016, Ν10, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Способ изготовления изделий с внутренними спиральными ребрами | 1988 |
|
SU1588473A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА РЕЗЬБОВЫХ И ГРЕБЕНЧАТЫХ СОЕДИНИТЕЛЬНЫХ ПОЛУМУФТ | 2011 |
|
RU2486489C1 |
| US 20050132769 A1, 23.06.2005 | |||
| US 20070101795 A1, 10.05.2007. | |||

