Изобретение относится к гальванотехнике и может быть использовано для удаления никелевых покрытий со стали, а также анодного растворения никеля и других цветных металлов.
Цель изобретения - снижение степени травления стальной основы, сокращение расхода электроэнергии, увеличение срока службы электролита с учетом корректировки электролита в процессе эксплуатации.
Указанная цель достигается тем, что электрохимическое растворение никелево- го.покрытия в нитрат-аммонийном электролите, согласно изобретению, проводят переменным током с наложением постоян- .ного тока в соотношении (2-10):1, при плотности переменного тока 2--1.5 А/дм2 и рН
7-9. Покрытие снимают в электролите с температурой 30-90°С. Для питания ванны используется переменный ток промышленной частоты - 50 Гц.
Изобретение осуществляется следующим образом. Асимметричный синусоидальный ток с указанными выше параметрами подается на электроды ванны (аноды - обрабатываемые изделия, катоды - стальные листы).
При этом достигается не только устранение пассивации анодного окисления никеля, но и создаются благоприятные условия для химического растворения покрытия. Доля никеля, перешедшего в раствор без затрат электроэнергии, составляет 30-60%,достигая при высоких температурах
со
о
8
О Ч)
и рН электролита 90% v Этим объясняется снижение расхода электроэнергии в 1,5-3,0 раза, по сравнению с противопоставленными способами. Процесс электролиза проводят при рН электролита выше 7, и наличие гидроксил-иона значительно усиливает пас- сивирующее действие нитрат-ионов на анодное окисление железа. В результате чего заметно снижается степень травления стальной основы. В процессе электролиза на катоде (и при химическом растворении никеля) происходит восстановление нитрат- ионов до аммиака. На аноде осуществляется растворение покрытия, выделение кислорода на освобожденной от никеля поверхности и незначительное окисление же- леза, гидролизующегося в объеме электролита с образованием Ре(ОН)з.
Таким образом, в отличие от прототипа, в предлагаемом способе не происходит накопление отравляющих электролиз продуктов окисления органических компонентов (фенола, тризтаноламина и др.), что позволяет значительно увеличить работоспособность электролита. При своевременной корректировке рН, концентрации азотнокислого аммония, удалении фильтра- цией механических примесей и гидрооксида железа, а также извлечении никеля известными способами, электролит может эксплуатироваться бесконечно долго. Кроме того, выделяющийся в процессе электролиза аммиак препятствует подкислению электролита, что позволяет исключить добавление в ванну дорогостоящих буферных реагентов. Повышение плотности переменного тока выше 15 А/дм2 приводит к депассивации процесса травления железа, а ведение электролиза при плотности тока менее 2 А/дм2 нецелесообразно из-за низкой производительности. Увеличение соотношения переменного и постоянного токов (свыше 10) вызывает повышение расхода электроэнергии и заметное травление стальной основы. Снижение соотношения (менее 2) обусловливает нестабильность процесса, пассивацию поверхности никелевого покрытия. Ведение электролиза при рН менее 7 способствует депассивации железа стальной основы. При рН выше 9 наблюдается значительное улетучивание аммиака, возрастающего с повышением температуры.
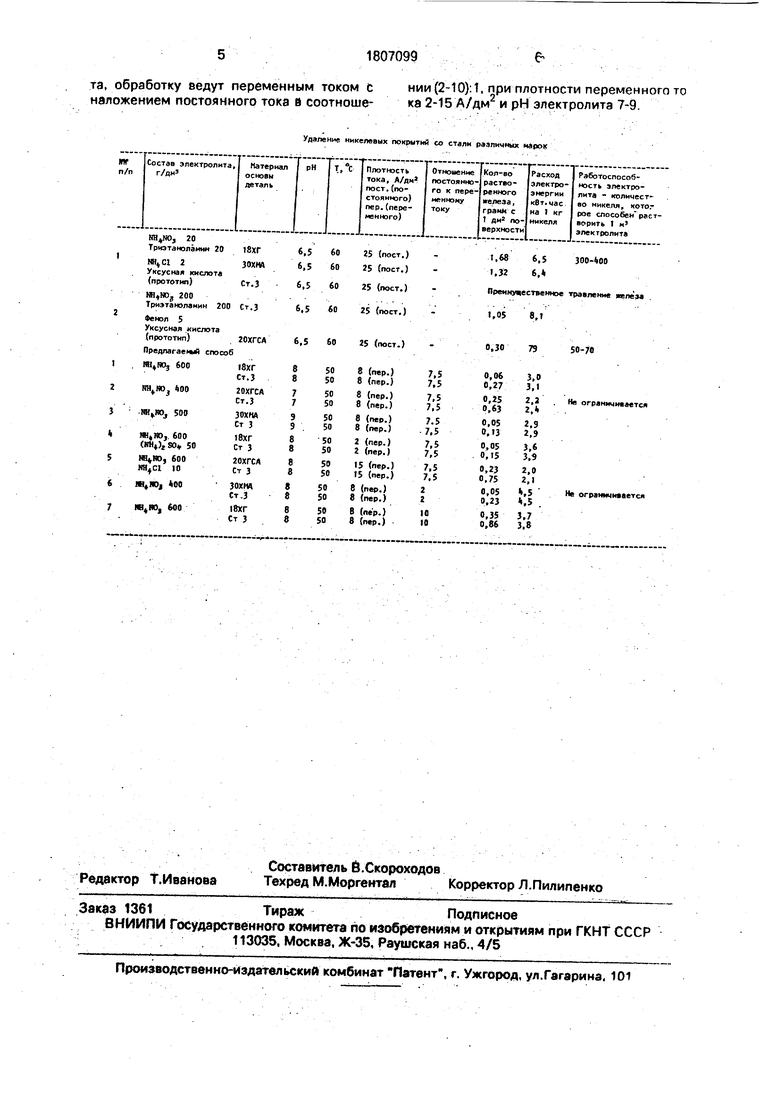
Пример. Стальную пластину из угле- . родистой (ст.З) или нержавеющей (18 XF, 20ХГСА, ЗОХМА) сталей, площадью 0,2-0,5 , покрытую никелем, слоем 0,05-0,15 мм, обрабатывали в электрохимической ячейке, заполненной 1 дм3 электролита, электрическим током. После полного снятия никелевого покрытия, определяли содержание
никеля и железа в электролите, рассчитывали степень травления железа и расход электроэнергии, отнесенный к 1 кг никеля. Затем в используемом электролите обрабатывали еще некоторое количество никелированных пластин до заметного снижения скорости растворения. В этом случае электролит фильтровали, удаляли никель сорбцией на амфолите, корректировали по
основным компонентам и вновь использовали для электролиза. Эксплуатацию электролита прекращали тогда, когда перечисленными приемами не удавалось поддержать скорость растворения никеля
на уровне не менее 50% от первоначальной, наблюдаемой в свежеприготовленном электролите. По полученным данным определяли максимальное количество никеля, которое способен растворять 1 м3 электролита со скоростью не менее 50% от первоначальной, при использовании корректировки состава. Результаты представлены в таблице.
Сопоставительный анализ показывает,
что заявляемый способ удаления никелевых покрытии со стали отличается составом электролита и режимом электролиза, поэтому соответствует критерию новизна. Известны технические решения, в которых
используют для ускорения растворения никеля нестационарные токи. Однако указанные режимы электролиза и составы электролитов не обеспечивают защиты от анодного растворения стальной основы.
Это позволяет сделать вывод о соответствии критерию существенные отличия.
Использование предлагаемого способа .электрохимического удаления никелевых
покрытий со стальных изделий в нитрат-аммонийном электролите обеспечивает, по сравнению с существующими методами, уменьшение степени травления стальной основы, снижения расхода электроэнергии,
увеличение срока службы электролита из- за отсутствия накопления в нем вредных продуктов окисления, органических компонентов, удешевление электролита за счет отсутствия использования дорогостоящих буферирующих и ускоряющих добавок.
Ф о р м у л а и з о б р е т е н и я
Способ электрохимического удаления
никелевых покрытий со стальных изделий.
включающий обработку в нитратаммонийном электролите, отличающийся тем,
что, с целью снижения степени травления
стальной основы, расхода электроэнергии и
повышения работоспособности электролита, обработку ведут переменным током с наложением постоянного тока В соотношении (210): t, при плотности переменного то ка 2-15 А/дм2 и рН электролита 7-9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОЛЯРИЗУЕМОГО ЭЛЕКТРОДА ЭЛЕКТРОХИМИЧЕСКОГО КОНДЕНСАТОРА | 2020 |
|
RU2744516C1 |
| СПОСОБ НИКЕЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ | 1996 |
|
RU2089675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОЛЯРИЗУЕМОГО ЭЛЕКТРОДА ЭЛЕКТРОХИМИЧЕСКОГО КОНДЕНСАТОРА | 2023 |
|
RU2823037C1 |
| Способ получения коррозионностойкого электрохимического покрытия цинк-никель-кобальт | 2019 |
|
RU2720269C1 |
| Способ электрохимической переработки медного штейна | 2021 |
|
RU2770160C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ЖЕЛЕЗА И ЕГО СПЛАВОВ | 1992 |
|
RU2046155C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ОТХОДОВ РАДИОЭЛЕКТРОННОЙ ПРОМЫШЛЕННОСТИ | 2007 |
|
RU2357012C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ ПЕРЕД ЭМАЛИРОВАНИЕМ | 2003 |
|
RU2248410C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ НИКЕЛЬ-ХРОМ | 2005 |
|
RU2292409C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ | 2016 |
|
RU2626700C1 |
Использование: для удаления никелевых покрытий со стали, электрохимического растворения никеля и других цветных металлов. Сущность изобретения: способ электрохимического удаления никелевых покрытий со стальных изделий осуществляется в нитратно-аммонийной ванне .переменным током плотностью 2Н5 с наложением постоянного тока в отношении 2-10 при рН электролита 7-9. 1 табл. V -4WЈ
Удаление никелевых покрытий со стели различных марок
| Полипов Л .Я | |||
| Советы заводскому технологу: Справочное пособие | |||
| Л.: Лениздат, 1975, с | |||
| Затвор для дверей холодильных камер | 1920 |
|
SU182A1 |
| Гальванотехника: Справочник под редакцией А.М.Гринберга | |||
| А.Ф.Иванова, Л.Л.Кравченко | |||
| М.: Металлургия, 1987, с | |||
| Зажим для канатной тяги | 1919 |
|
SU358A1 |
| Пурин Б.А | |||
| Электроосаждёние металла из пирофосфэтных электролитов | |||
| Рига: Знание, 1975, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Патент США № 3542658, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
