Изобретение касается способа прецизионного крепления деталей оборудования на заданных позициях присоединения-на несущей конструкции трасс транспортных средств на магнитной подушке.
Целью изобретения является упрощение монтажа путем исключения обработки монтируемого рабочего оборудования.
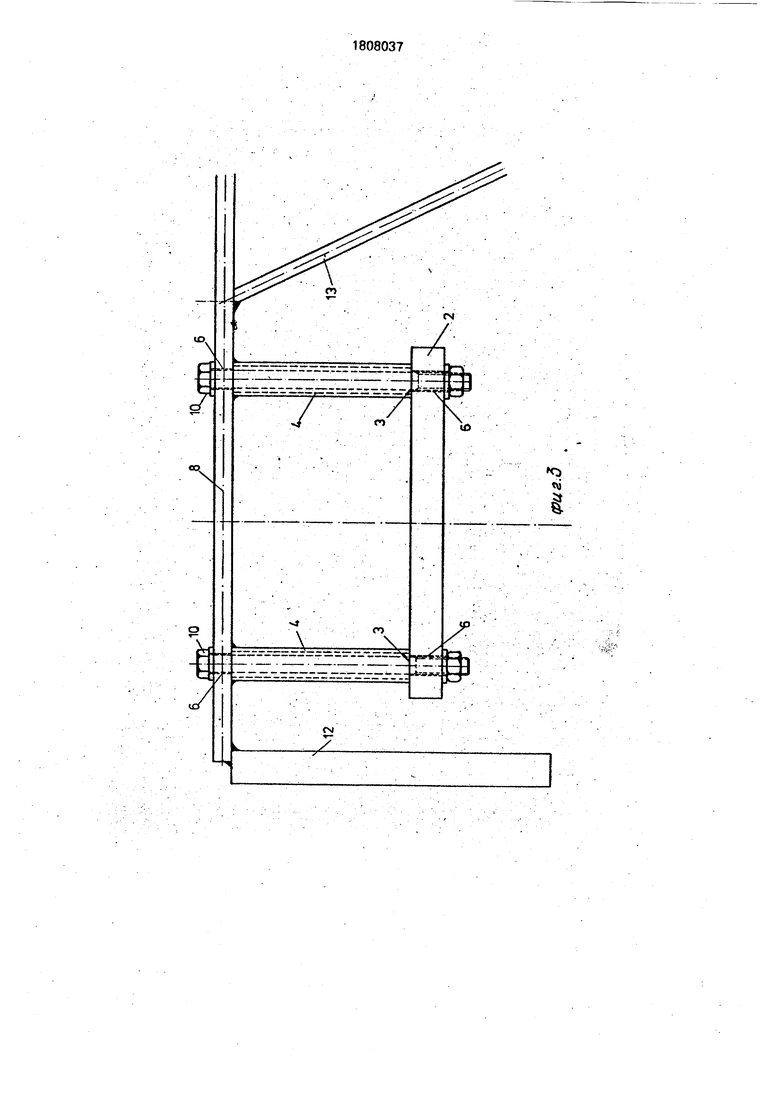
На фиг.1 изображено перпендикулярное поперечное сечение опоры трассы; а именно ее левый отрезок с присоединительными позициями, присоединительными корпусами и продольным пакетом
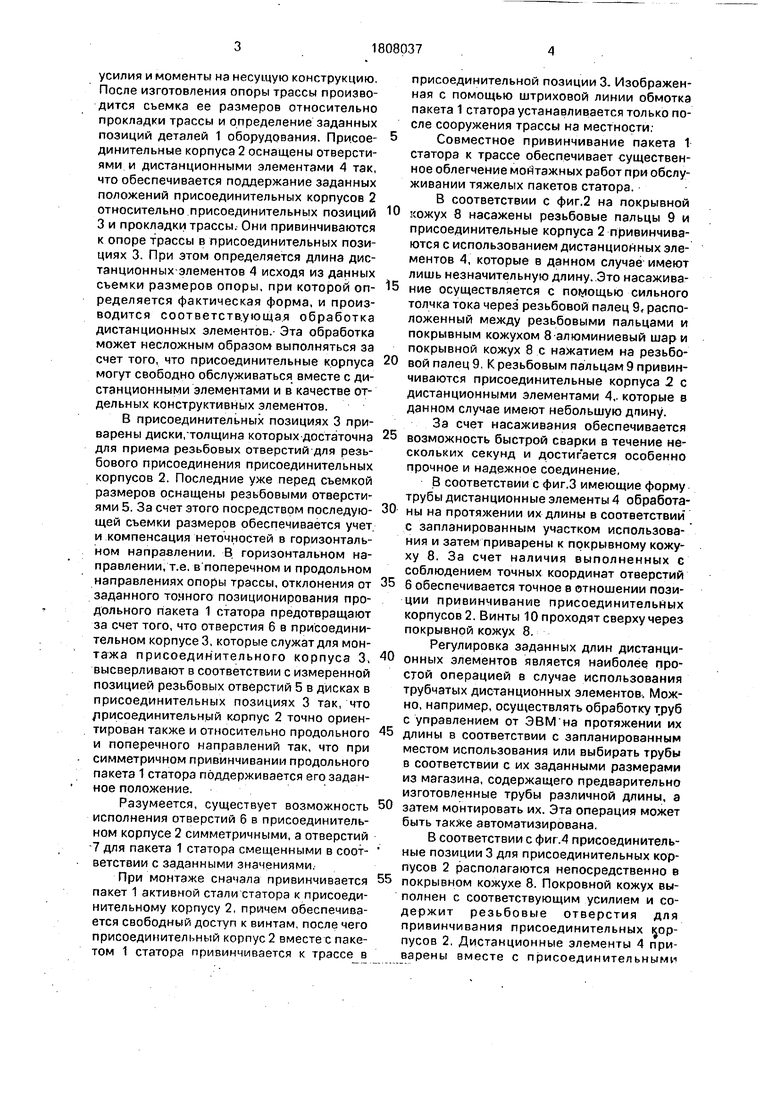
статора в качестве детали оборудования; на фиг.2 -9 - другие виды исполнения присоединительных позиций на опоре трассы и присоединительных корпусов.
Фиг.1 показывает прецизионное крепление детали 1 оборудования, в данном случае продольного пакета статора дороги на магнитной подушке на одной опоре трассы. Присоединительные корпуса 2 расположены в позициях 3 присоединения и имеют такие размеры, что они могут передавать обусловленные транспортным средством и воздействующие на детапи 1 оборудования
00
о
со
о
00
VJ
GJ
усилия и моменты на несущую конструкцию. После изготовления опоры трассы производится сьемка ее размеров относительно прокладки трассы и определение заданных позиций деталей 1 оборудования. Присоединительные корпуса 2 оснащены отверстиями и дистанционными элементами 4 так, что обеспечивается поддержание заданных положений присоединительных корпусов 2 относительно присоединительных позиций 3 и прокладки трассы. Они привинчиваются к опоре трассы в присоединительных позициях 3. При этом определяется длина дистанционных элементов 4 исходя из данных съемки размеров опоры, при которой определяется фактическая форма, и производится соответствующая обработка дистанционных элементов.- Эта обработка может несложным образом выполняться за счет того, что присоединительные корпуса могут свободно обслуживаться вместе с дистанционными элементами и в качестве отдельных конструктивных элементов.
В присоединительных позициях 3 приварены диски,-толщина которых достаточна для приема резьбовых отверстий для резьбового присоединения присоединительных корпусов 2. Последние уже перед съемкой размеров оснащены резьбовыми отверстиями 5. За счет этого посредством последующей съемки размеров обеспечивается учет, и компенсация неточностей в горизонтальном направлении, В горизонтальном направлении, т.е. в поперечном и продольном направлениях опоры трассы, отклонения от заданного тонного позиционирования продольного пакета 1 статора предотвращают за счет того, что отверстия 6 в присоединительном корпусе 3, которые служат для монтажа присоединительного корпуса 3. высверливают в соответствии с измеренной позицией резьбовых отверстий 5 в дисках в присоединительных позициях 3 так, что присоединительный корпус 2 точно ориентирован также и относительно продольного и поперечного направлений так, что при симметричном привинчивании продольного пакета 1 статора поддерживается его заданное положение.
Разумеется, существует возможность исполнения отверстий 6 в присоединительном корпусе 2 симметричными, а отверстий 7 для пакета 1 статора смещенными в соответствии с заданными значениями.
При монтаже сначала привинчивается пакет 1 активной стали статора к присоединительному корпусу 2, причем обеспечивается свободный доступ к винтам, после чего присоединительный корпус 2 вместе с пакетом 1 статора привинчивается к трассе в
присоединительной позиции 3. Изображенная с помощью штриховой линии обмотка пакета 1 статора устанавливается только после сооружения трассы на местности;
Совместное привинчивание пакета Т статора к трассе обеспечивает существенное облегчение мойтажных работ при обслуживании тяжелых пакетов статора.
В соответствии с фиг.2 на покрывной
0 кожух 8 насажены резьбовые пальцы 9 и присоединительные корпуса 2 привинчиваются с использованием дистанционных элементов 4, которые в данном случае имеют лишь незначительную длину. Это насажива5 ние осуществляется с помощью сильного толчка тока через резьбовой палец 9, расположенный между резьбовыми пальцами и покрывным кожухом 8 алюминиевый шар и покрывной кожух 8 с нажатием на резьбо0 вой палец 9. К резьбовым пальцам 9 привинчиваются присоединительные корпуса 2 с дистанционными элементами 4,. которые в данном случае имеют небольшую дпину. За счет насаживания обеспечивается
5 возможность быстрой сварки в течение не- скольких секунд и достигается особенно прочное и надежное соединение,
В соответствии с фиг.З имеющие форму трубы дистанционные элементы 4 обработа0 ны на протяжении их длины в соответствии с запланированным участком использования и затем приварены к покрывному кожуху 8. За счет наличия выполненных е соблюдением точных координат отверстий
5 б обеспечивается точное в отношении позиции привинчивание присоединительных корпусов 2. Винты 10 проходят сверху через покрывной кожух 8.
Регулировка заданных длин дистанци0 онных элементов является наиболее простой операцией в случае использования трубчатых дистанционных элементов. Можно, например, осуществлять обработку труб с управлением от ЭВМ на протяжении их
5 длины в соответствии с запланированным местом использования или выбирать трубы в соответствии с их заданными размерами из магазина, содержащего предварительно изготовленные трубы различной длины, а
0 затем монтировать их. Эта операция может быть также автоматизирована.
В соответствии с фиг.4 присоединительные позиции 3 для присоединительных корпусов 2 располагаются непосредственно в
5 покрывном кожухе 8. Покровной кожух выполнен с соответствующим усилием и содержит резьбовые отверстия для привинчивания присоединительных ijop- пусов 2. Дистанционные элементы 4 приварены вместе с присоединительными
корпусами 2 и фрезеруются перед монтажом на покрывном кожухе 8 на протяжении их длины.
При этом в самой опоре трассы не требуется особых присоединительных элементов, За счет сваривания присоединительных корпусов с дистанционными эле- ментами улучшается стабильность конструкции.
U-образный конструктивный элемент, который возникает вследствие сварки-присоединительного корпуса 2 с дистанционными элементами 4, может без труда монтироваться с использованием сквозных отверстий в покрывном кожухе 8.
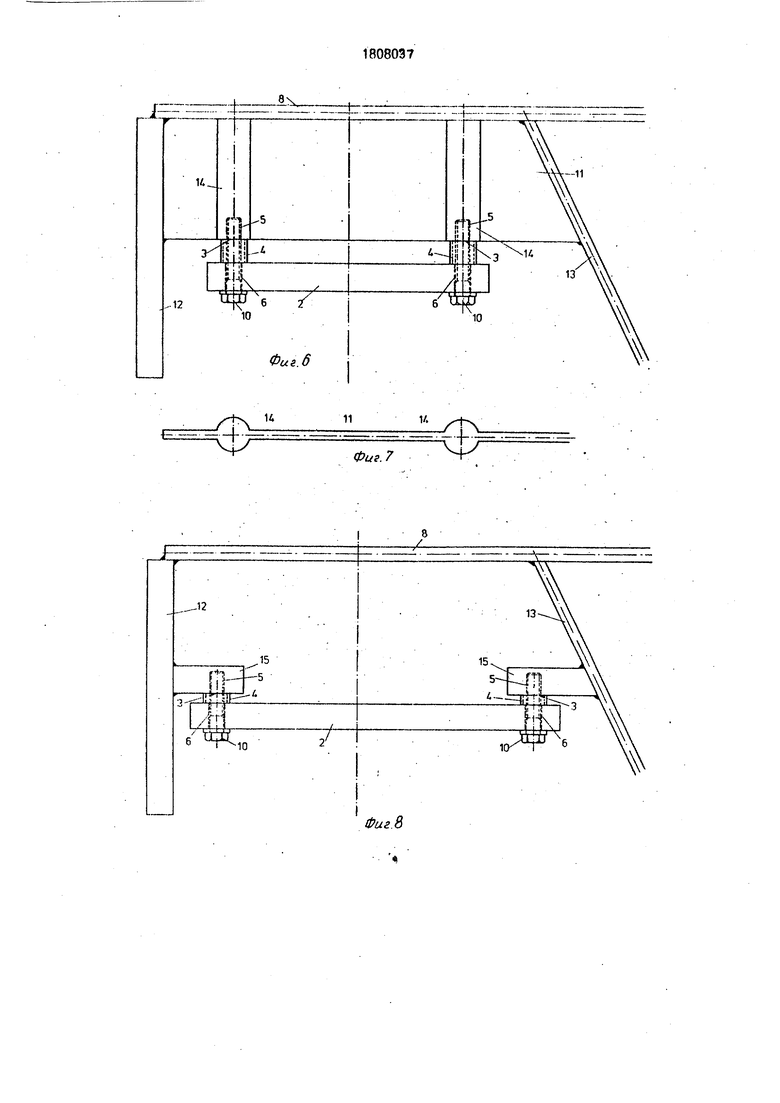
В соответствии с фиг.6 и 7 приварены проходящие в поперечном направлении относительно трассы листы 11 между боковым направляющим рельсом 12 и листом 13 стенки. Листы 11 оснащены усиленной об- ластью 14, которая содержит резьбу для привинчивания присоединительных корпусов 2. Присоединительные корпуса 2 привинчиваются с имеющими в данном случае небольшую длину, обработанными дистан- ционными элементами 4 к усиленным областям 14.
В соответствии с фиг.8 к боковому направляющему рельсу 12 и листу 13 стенки приварено в качестве консоли по одному проходящему в продольном направлении листу 15. Листы 15 содержат резьбовое отверстие 5, с помощью которого привинчивается присоединительный корпус 2с промежуточно вложенными,- обработанны- ми дистанционными элементами 4.
Опора трассы по фиг.6-8 является особо устойчивой к воздействию боковых касательных усилий, воздействующих на боковой направляющий рельс 12,.
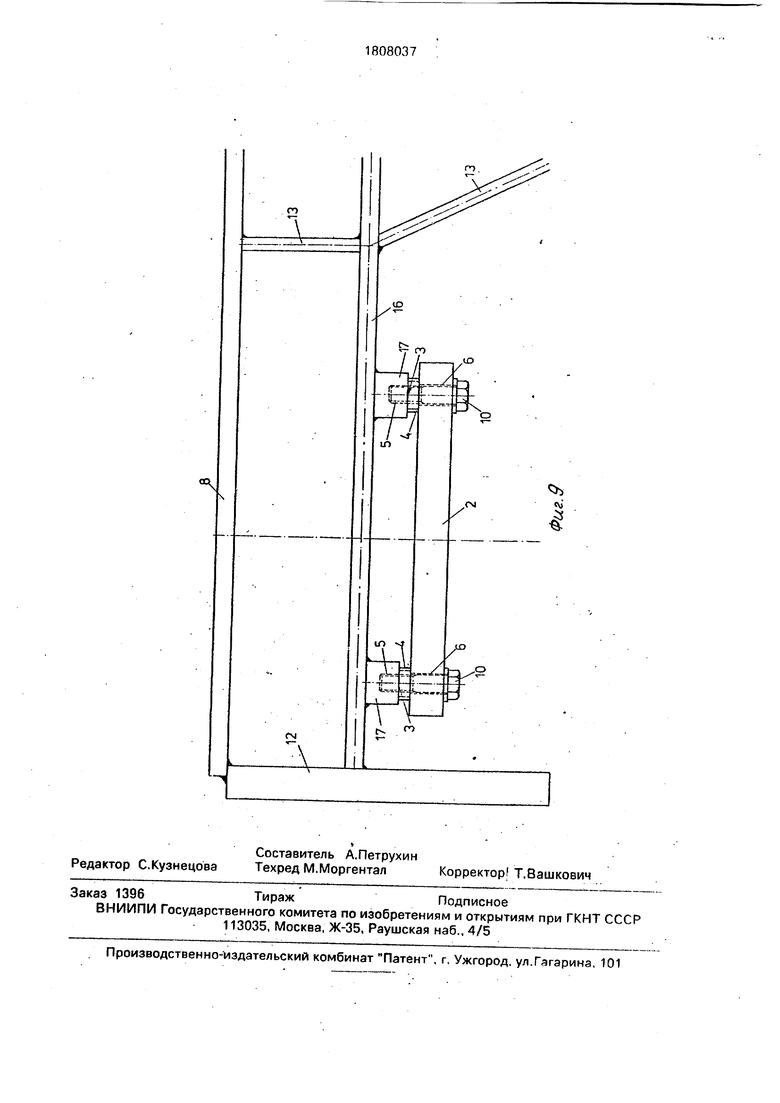
В соответствии с фиг.9 под проходящим в продольном направлении листом 16 приварены листовые диски 17, с помощью резьбовых отверстий 5 которых присоединительный корпус 2 привинчивается проме- жуточным введением обработанного на
протяжении его длины дистанционного эпе мента 4.
В случае такой опоры трассы помимо устойчивости к боковым касательным усилиям, воздействующим на детали оборудования, за счет наличия закрытых коробов 8,12,13.16 достигается высокая коррозионная устойчивость.
Формула изобретения
1. Способ монтажа рабочего оборудования на несущей конструкции трассы дороги на магнитной подушке, включающий в себя измерение несущей конструкции трассы, определение заданного положения относительно последней элементов подвесного оборудования, включающего в себя рабочее оборудование, подсоединительные корпуса и дистанционные элементы, их сборку и присоединение к несущей конструкции, о т- личающийся тем, что, с целью упрощения монтажа путем исключения обработки монтируемого рабочего оборудования, после измерения несущей конструкции трассы определяют точное проектное положение присоединительных корпусов, предварительно подбирают по размерам в зависимости от разности уровней несущей конструкции и проектного положения дистанционные элементы, а затем осуществляют сборку,
2. Способ по п. 1,отличающийся тем, что вначале дистанционные элементы соединяют с подсоединительными корпусами, а затем присоединяют их к несущей конструкции.
3. Способ по п.2, отличающийся тем-, что подсоединительные корпуса с дистанционными элементами присоединяют к несущей конструкции, а затем к корпусам присоединяют рабочее оборудование.
4. Способ по п.1, о т л и.ч а ю щ и и с я тем, что рабочее оборудование привинчивают к присоединительным корпусам и затем вместе с дистанционными элементами их подсоединяют к несущей конструкции.
M
vi
I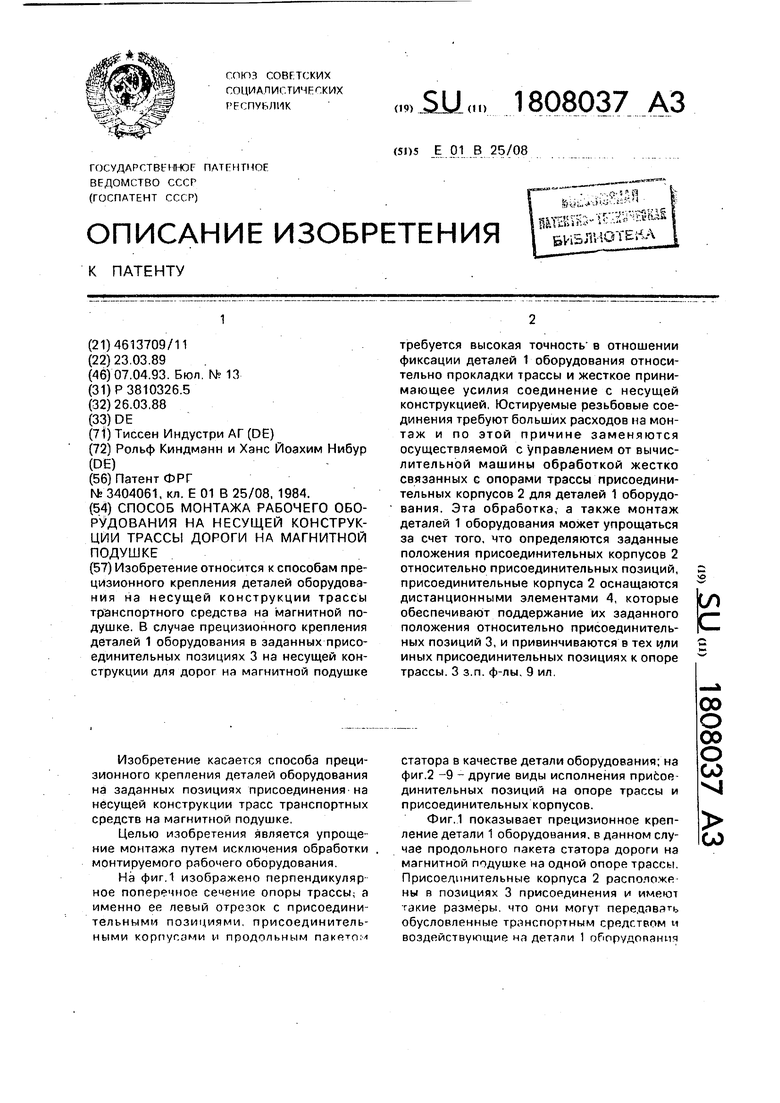


Изобретение относится к способам прецизионного крепления деталей оборудования на несущей конструкции трассы транспортного средства на магнитной подушке. В случае прецизионного крепления деталей 1 оборудования в заданных присоединительных позициях 3 на несущей конструкции для дорог на магнитной подушке требуется высокая точность в отношении фиксации деталей 1 оборудования относительно прокладки трассы и жесткое принимающее усилия соединение с несущей конструкцией, Юстируемые резьбовые соединения требуют больших расходов на монтаж и по этой причине заменяются осуществляемой с управлением от вычислительной машины обработкой жестко связанных с опорами трассы присоединительных корпусов 2 для деталей 1 оборудования. Эта обработка, а также монтаж деталей 1 оборудования может упрощаться за счет того, что определяются заданные положения присоединительных корпусов 2 относительно присоединительных позиций, присоединительные корпуса 2 оснащаются дистанционными элементами 4, которые обеспечивают поддержание их заданного положения относительно присоединительных позиций 3, и привинчиваются в тех или иных присоединительных позициях к опоре трассы. 3 з.п. ф-лы, 9 ил. ё
x
Т)
g
JE:
/
-li
Ах
|.ON
/
--
4
11
„. .j. . . L. . . .. „ .,.„
t
Фиг.7
u /1
ф.
гм
А
JL
Р Г-
1/
.to
L
-0s
о
«VJ
€
и
..
/°
| Патент ФРГ №3404061, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
