Изобретение относится к сооружению путей сообщения, в частности к несущей конструкции для дороги колейного транспортного средства на магнитной подвеске, и к способу изготовления данной несущей конструкции.
Известен способ монтажа рабочего оборудования на несущей конструкции дороги для колейного транспортного средства, включающий установку соединительных деталей, измерение несущей конструкции трассы и определение заданного положения соединительных деталей и рабочего оборудования, сборку и присоединение оборудования к несущей конструкции.
К недостаткам известного способа можно отнести сложность юстировки положения деталей.
Цель изобретения - снижение затрат по юстировке.
Цель достигается тем, что соединительные детали выполняют с выступами, имеющими предусмотренные по трассировке допуски и направленный в сторону присоединяемых деталей оборудования, после измерения несущей конструкции трассы определяют проектное положение выступов соединительных деталей, производят обработку нижней части выступов резанием до образования поверхностей контакта и осуществляют присоединение деталей рабочего оборудования к выступам с обеспечением прилегания поверхностей деталей оборудования к указанным поверхностям контакта.
Кроме того, обработку резанием могут вести с помощью фрезерования или с использованием режущего инструмента с ЧПУ.
Кроме того, прикрепление рабочего оборудования к соединительным деталям предпочтительно осуществляют с помощью отверстий и крепежных элементов, размещаемых в последних, а для закрепления деталей рабочего оборудования применяют дополнительные крепежные элементы.
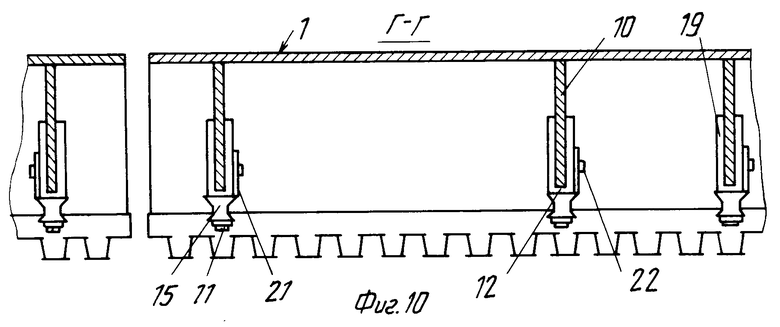
На фиг. 1 изображено транспортное средство на магнитной подвеске и несущая его конструкция, поперечный разрез; на фиг.2 - несущая конструкция, выполненная из стали (частично в демонтированном виде); на фиг.3 - несущая конструкция согласно фиг.2, но с выступами другой формы; на фиг.4 - несущая конструкция по фиг.2, поперечный разрез; на фиг.5 - разрез А-А на фиг.4; на фиг. 6 - разрез Б-Б на фиг.4 (в увеличенном виде); на фиг.7 - разрез В-В на фиг.4 (в увеличенном виде); на фиг.8 - несущая конструкция другой формы выполнения; на фиг. 9 - то же; на фиг.10 - разрез Г-Г на фиг.9; на фиг.11 - разрез Д-Д на фиг. 9; на фиг.12 - разрез Е-Е на фиг.9; на фиг.13 - поперечный разрез несущей конструкции, выполненной из бетона; на фиг.14 - продольный разрез несущей конструкции, выполненной из бетона.
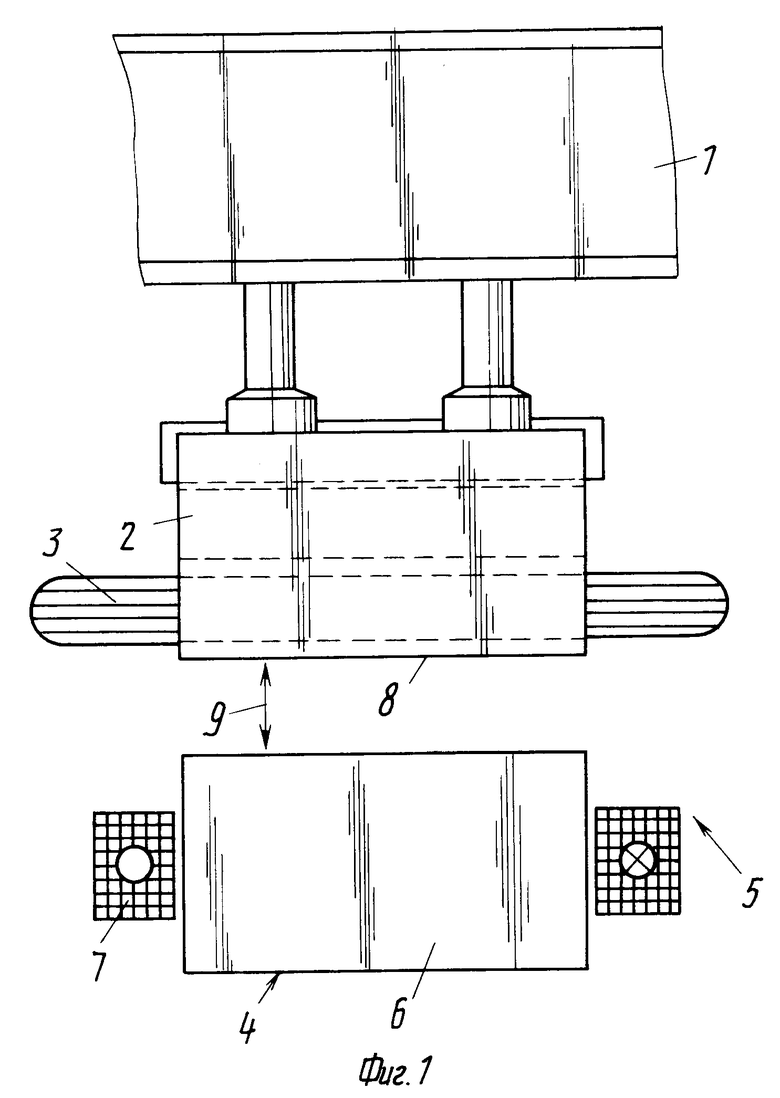
В общей установке для транспортного средства на магнитной подвеске с синхронным длинностаторным приводом путь движения состоит из множества несущих конструкций, последовательно установленных друг за другом в продольном трассе направлении и имеющих длину примерно 24 м. Каждая несущая конструкция содержит по меньшей мере один выступающий в сторону несущий элемент 1 (фиг. 1) и установлена на закрепленных в фундаментах, на представленных на чертеже, опорах. Обычно на каждом несущем элементе 1 закреплено несколько деталей оборудования 2, например снабженных канавками пакетов листов длинностаторного привода, имеющих, например, длину 2 м. В канавки, выполненные в деталях оборудования 2, вложены обмотки 3, питаемые трехфазным током переменных амплитуды и частоты. Поле возбуждения длинностаторного привода создается несущими магнитами 4, связанными с представленным лишь схематически (на фиг.1) транспортным средством 5, движущимся по трассе, причем несущие магниты 4 выполнены из магнитного сердечника 6 и обмотки возбуждения 7. Кроме выполнения задачи поддержания с помощью магнетизма несущие магниты 4 одновременно создают поле возбуждения длинностаторного привода. Обычно детали оборудования 2 установлены на размещенных по обе стороны несущей конструкции несущих элементах 1, а несущие магниты 4 - по обе стороны транспортного средства 5.
Нижние поверхности всех деталей оборудования 2 выполнены в качестве рабочих поверхностей 8, причем полюсные поверхности магнитных сердечников 6 при находящемся в состоянии готовности к движению или движущемся транспортном средстве 5 должны находиться на заданном расстоянии 9, например 10 мм, от рабочих поверхностей 8. Соблюдение этого расстояния 9 обеспечивается с помощью соответствующих систем управления. Поэтому рабочие поверхности 8 должны быть размещены параллельно трассе с соблюдением предусмотренных допусков, а на стыках между отдельными деталями оборудования 2 допускается лишь небольшой сдвиг.
Такие несущие конструкции известны, и поэтому не требуется их подробного описания.
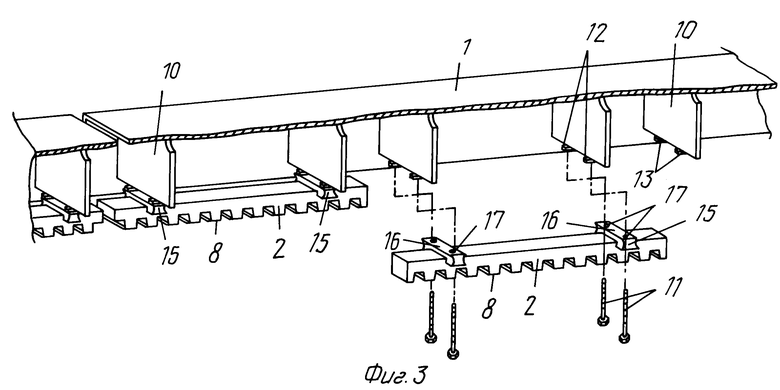
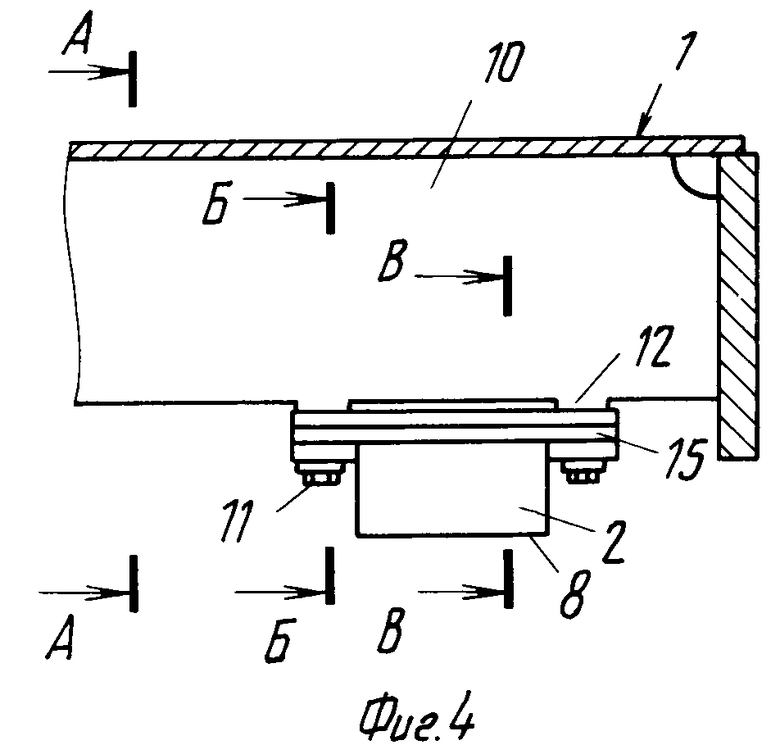
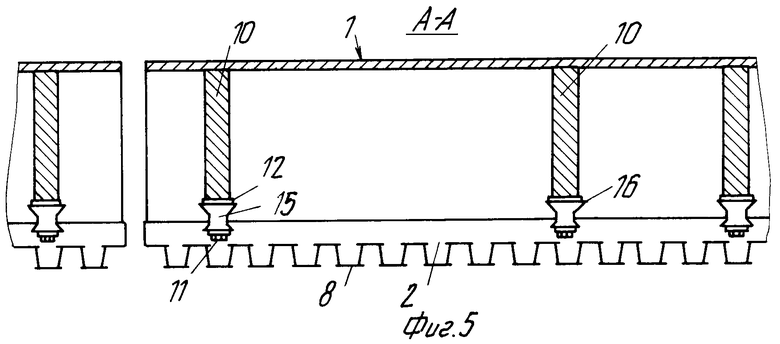
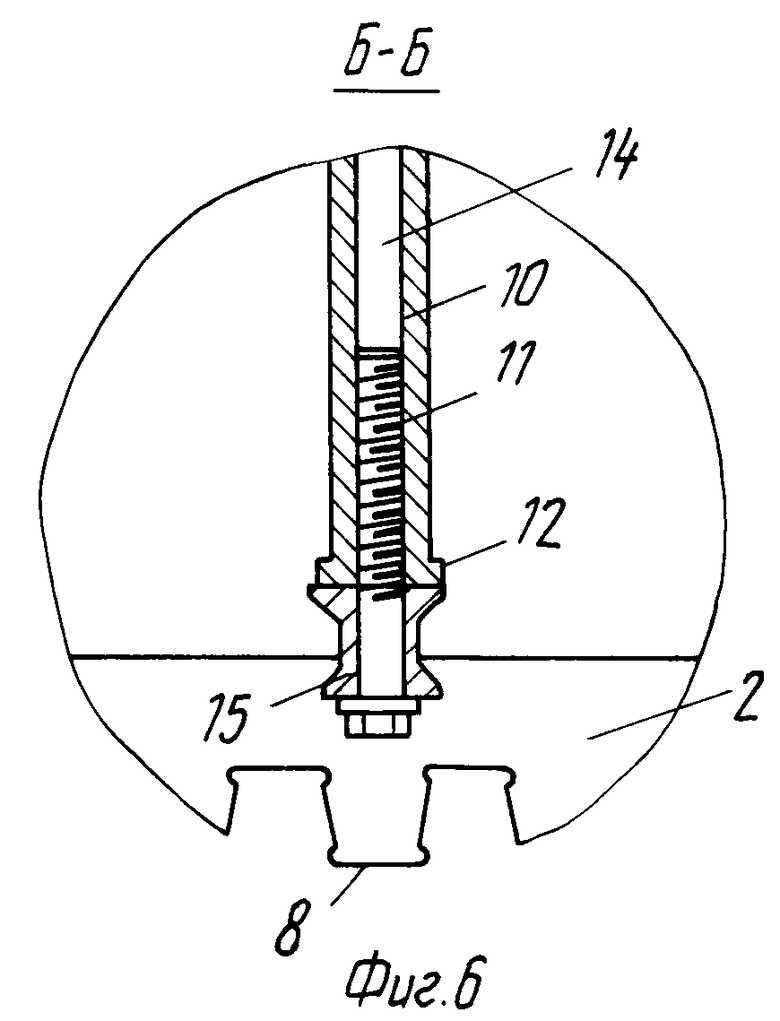
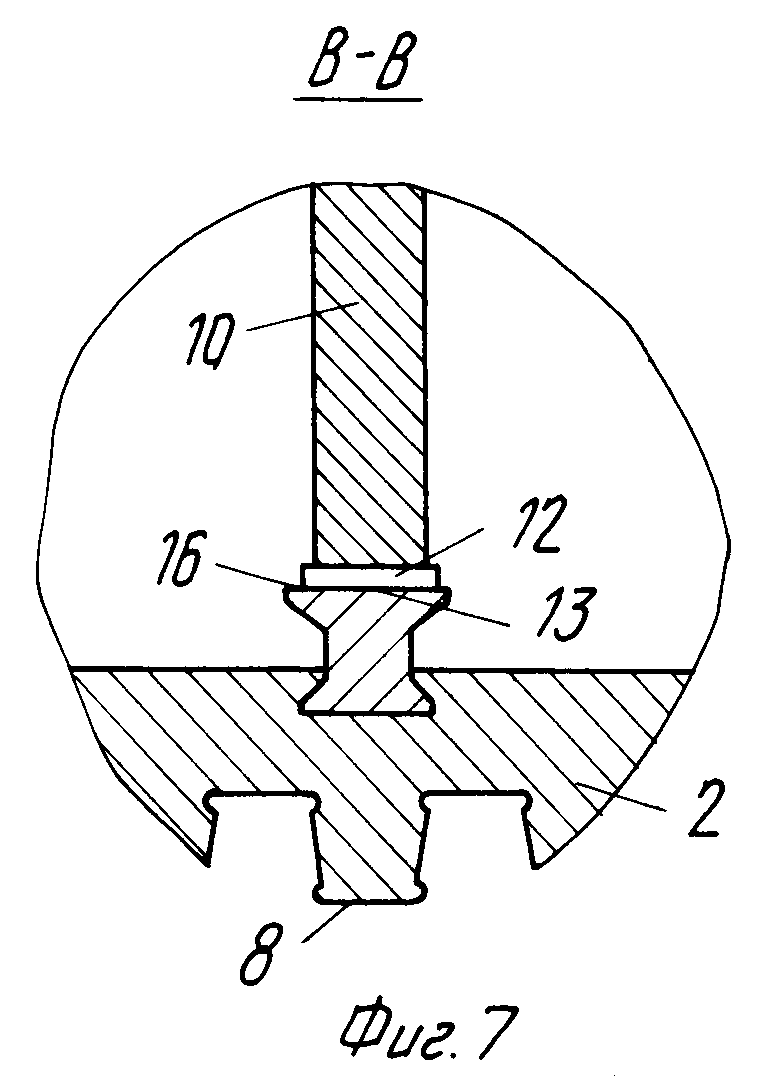
Согласно изобретению, представленные на фиг.1 стальные несущие элементы 1 снабжены установленными на их нижней поверхности соединительными деталями 10, выполненными в качестве установленных поперечно трассе листовых перемычек, на которых с помощью крепежных средств, выполненных в качестве крепежных винтов 11, закреплены детали оборудования 2. Соединительные детали 10 снабжены выполненными цельными с ними выступами 12, направленными в сторону деталей оборудования 2, т.е. в данном случае вниз, выступающими из самого несущего элемента 1 и расположенными вертикально трассе, причем свободные концевые поверхности выступов 12 образуют поверхности контакта 13 (фиг.1). Представленная на фиг. 3-7 форма выполнения изобретения отличается от формы выполнения согласно фиг.2 лишь тем, что выступы 12 выполнены не цельными с соединительными деталями 10, а установлены на них. Во всех случаях в выступах 12 и в граничащих с ними областях соединительных деталей 10 выполнено по одному отверстию 14 (фиг.6) для приема одного крепежного винта 11. Отверстия 14 предпочтительно выполнены в качестве резьбовых отверстий, в которые можно ввинчивать крепежные винты 11 без использования гаек.
Детали оборудования 2 на обращенных к соединительным деталям 10 сторонах, в данном случае на верхней стороне, снабжены траверсами 15, верхние поверхности которых образуют или имеют поверхности контакта 16 (фиг.2, 3 и 7) и расположены точно параллельно рабочей поверхности 8 соответствующей детали оборудования 2. Траверсы 15 предпочтительно жестко соединены с деталями оборудования 2, например с обеспечением геометрического замыкания, например соединением в шпунт и гребень с дополнительной склейкой, и предпочтительно все поверхности контакта 16 размещены на том же самом расстоянии от рабочих поверхностей 8. Расстояния траверс 15 в продольном трассе направлении соответствуют расстояниям соединительных деталей 10 и выступов 12, соответственно.
На боковых концах, выступающих за детали оборудования 2, траверсы 15 снабжены отверстиями 17 (фиг.3) для приема крепежных винтов 11. Предпочтительно каждая деталь оборудования 2 снабжена двумя траверсами 15, и в каждой траверсе 15 выполнены два отверстия 17 (фиг.3), причем расстояние отверстий 17 каждой траверсы 15 соответствует расстоянию отверстий 14 соединительных деталей 10. Таким образом, согласно фиг.3 каждая деталь оборудования 2 закрепляется на соответствующем несущем элементе 1 с помощью четырех крепежных винтов 11.
Для монтажа деталей оборудования 2 поверхности контактов 13 и 16 укладывают друг на друга, отверстия 17 выправляют на отверстия 14, и затем ввинчивают крепежные винты 11 до плотного прилегания их головок к нижним поверхностям траверс 15. При этом деталь оборудования 2 можно подводить к выступам 12 с любой стороны.
Чтобы после монтажа рабочие поверхности 8 всех деталей оборудования 2 были автоматически расположены параллельно - с учетом допустимых допусков - соответствующему данной несущей конструкции участку трассы, все детали оборудования 2 выполняют идентичными, однако поверхности контакта 13 и отверстия 14 выполняют согласно требованиям трассы, т.е., согласно данной форме выполнения несущей конструкции все поверхности контакта 13 любой несущей конструкции выполняют по одной плоскости, расположенной точно как и соответствующий данной несущей конструкции участок трассы. Таким образом, после монтажа всех деталей оборудования 2 данной несущей конструкции образуемая всеми рабочими поверхностями 8 плоскость имеет соответствующее данному участку трассы положение. Относительное положение выступов 12 каждой отдельной несущей конструкции выбирают так, что при правильной последовательности всех несущих конструкций по трассе и после монтажа несущих элементов 1 на опорах рабочие поверхности 8 всех деталей оборудования 2 расположены по заданной трассировкой плоскости, и не стыках отдельных деталей оборудования 2 и несущих конструкций, соответственно, не имеется превышающего допустимые значения сдвига рабочих поверхностей 8 в каком-то направлении. При этом сдвиг по высоте должен иметь минимальное значение, в то время как боковой сдвиг обычно может составлять несколько сантиметров.
Рабочие поверхности 8 отдельных деталей оборудования 2 и тем самым и соответствующие поверхности контактов 13 и 16 предпочтительно расположены в плоскостях так, что общая рабочая поверхность каждой несущей конструкции по образцу полигона образуется множеством плоских рабочих поверхностей 8. Возникают при этом отклонения фактических значений от заданных ввиду большого радиуса кривизны принятых трасс приемлемы. Соответствующие любой детали оборудования 2 поверхности контакта 13 могут находиться или на одном уровне, или же на разных уровнях. В последнем случае и поверхности контакта 16 должны находиться на соответствующих разных уровнях.
Служащие базовыми плоскостями для положения рабочих поверхностей 8 поверхности контакта 13 предпочтительно выполняют так, что в производственном процессе несущий элемент 1 сперва снабжают соединительными деталями 10, на которых уже выполнены выступы 12. При этом выступы 12 выполнены с длиной, немного превышающей максимально требуемую длину за всю дорогу. Затем выступы 12 обрабатываются аналогично известному способу после изготовления несущей конструкции с помощью инструментов с ЧПУ. Требуемые для осуществления известного способа инструменты необходимо изменить лишь добавив дополнительный инструмент, например торцовую фрезу или т.п., с помощью которого длину каждого отдельного выступа 12 путем обработки резанием уменьшают до требуемого размера и одновременно придают образуемой поверхности контакта 13 желаемое положение под определенным углом к базовой плоскости. Путем использования комбинированного цапфового зенкера (торцовой фрезы или т. п.) тем же самым приемом можно также выполнять отверстия 14, оси которых расположены предпочтительно вертикально поверхностям контакта 13 и которые с помощью резьбонарезного инструмента можно превращать в резьбовые отверстия.
Названные приемы, которые можно осуществлять последовательно или частично одновременно, предпочтительно проводят в цехе с кондиционером в контролируемых условиях и с учетом всех важных для трассировки параметров. Монтаж деталей оборудования 2, однако, можно проводить или в цехе, или на месте сооружения, или, в случае необходимости, даже после монтажа несущих элементов 1, так как юстировки не требуется.
В случае использования четырех крепежных винтов 11 для закрепления каждой детали оборудования 2 вся система закрепления является резервной. Отказ одного крепежного винта 11 еще не приводит к снижению безопасности. То же самое относится к тому случаю, если на обеих траверсах 15 отказывает по одному крепежному винту 11. Если же отказывают оба крепежных винта 11 одной траверсы 15, то деталь оборудования 2 в силу своего значительного веса падает вниз или в силу возникающих при движении транспортного средства сил смещается по направлению действия этих сил. При этом возникает опасность излома или изгиба остальных двух крепежных винтов 11. В любом случае тогда в области стыка со смежной деталью оборудования 2 возникает нарушение функций вследствие сдвига по высоте между смежными рабочими поверхностями 8, который может достичь значительной величины.
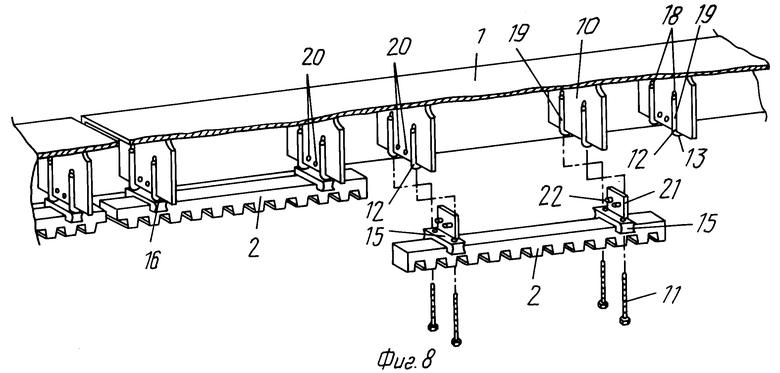
Во избежание возникновения такой неполадки согласно способу монтажа (фиг. 8-12) предусматривается резервная и включающая разного рода элементы крепежная система, содержащая дополнительно к форме выполнения согласно фиг. 2-7 еще дополнительные крепежные элементы, ограничивающие падение деталей оборудования 2 на заданную величину даже при отказе всех крепежных винтов 11. Предпочтительно данные дополнительные крепежные элементы выполнены с обеспечением геометрического замыкания при взаимном контакте, причем данные дополнительные крепежные элементы при нормальной работе не находятся под нагрузкой и выполняют свою функцию лишь в случае отказа крепежных винтов 11.
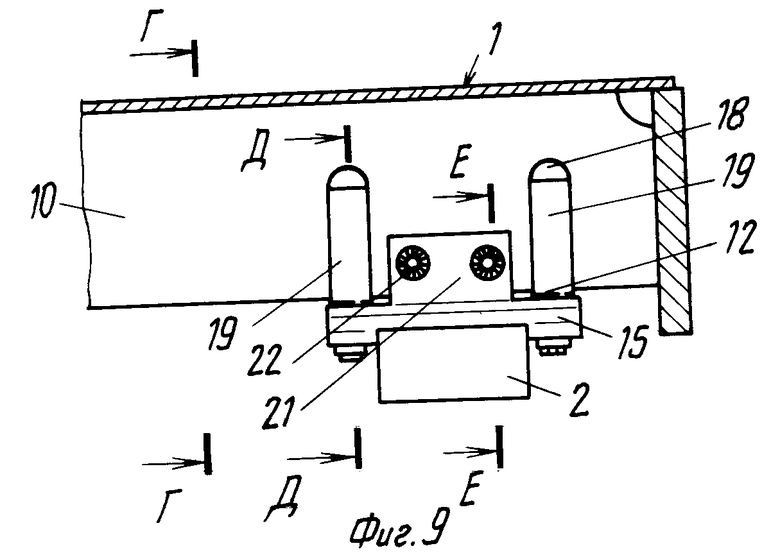
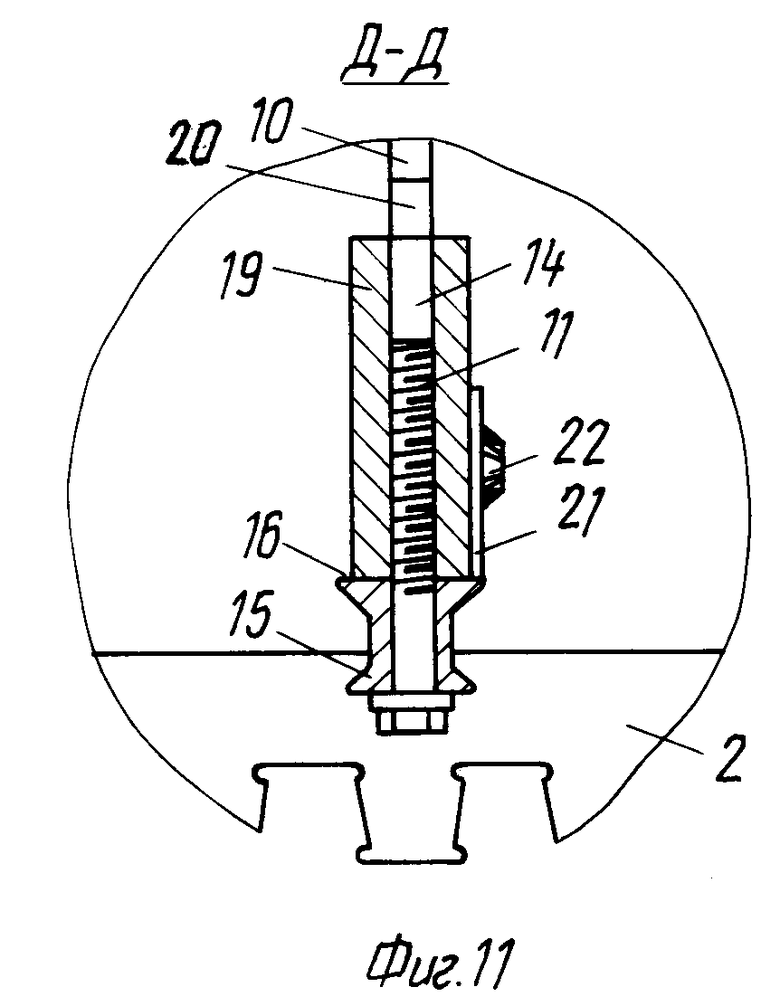
Способ монтажа несущей конструкции согласно фиг. 8-12 по закреплению деталей оборудования 2 на несущих элементах 1 соответствует способу монтажа согласно фиг. 2-7 c той разницей, что в соединительных деталях 10 выполнены отверстия 18, в которых закреплены круглые стержни 19, например путем сварки. Свободные, выступающие из отверстий 18 концы круглых стержней 19 образуют выступающие за соединительные детали 10 выступы 12 (фиг.8 и 12), торцовые стороны которых являются поверхностями контакта 13. Соединительные детали 10 снабжены двумя дальнейшими отверстиями 20, оси которых проходят параллельно поверхностям контакта 13, и отверстиями 14, которые, согласно данной форме осуществления, выполнены в круглых стержнях 19, расположены вертикально поверхностям контакта 13 и предпочтительно выполнены в качестве резьбовых отверстий.
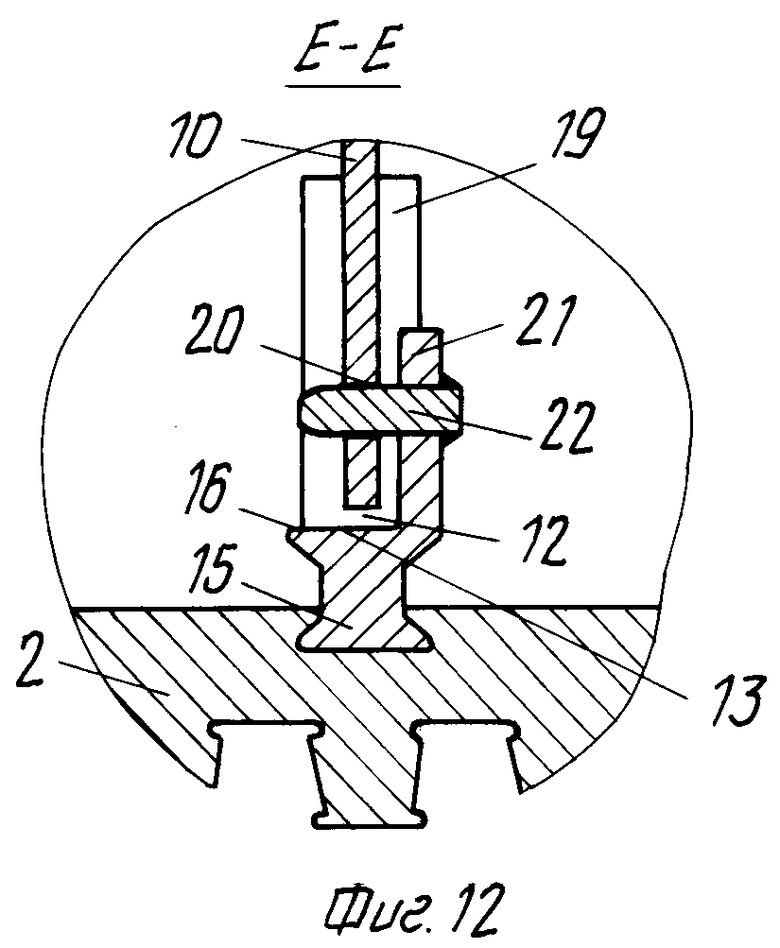
Согласно способу монтажа по фиг.12 траверсы 15 снабжены выполненными цельными с ними или установленными на них перемычками 21, расположенными вертикально поверхностям контакта 16 в сторону соединительных деталей 10. На перемычках 21 закреплены, например, путем сварки предохранительные элементы, выполненные в качестве стопорных элементов 22 в виде болтов, оси которых параллельны поверхностям контакта 16. Отверстия 20 вместе со стопорными элементами представляют собой дополнительные крепежные элементы. Расстояние стопорных элементов 22 соответствует расстоянию отверстий 20. Их положение в соединительных деталях 10 выбирают так, что при монтаже деталей оборудования 2 стопорные элементы 22 вводят в отверстия 20 параллельно поверхностям контактов 13, 16, затем поверхности контактов 13, 16 укладывают друг на друга, и в конце крепежные винты 11 вставляют в отверстия 14 и затягивают их.
Поперечное сечение отверстий 20 предпочтительно немного больше наружного сечения стопорных элементов 22. Это, с одной стороны, облегчает монтаж деталей оборудования 2, и с другой стороны, в случае излома обоих крепежных винтов 11 одной траверсы 15, позволяет небольшое опускание или сдвиг соответствующей детали оборудования 2 на заданное значение максимума 2-3 мм. Таким образом, на стыке со смежной деталью оборудования 2 возникает соответствующий сдвиг по высоте между смежными рабочими поверхностями 8, который виден снаружи. Поэтому двойной излом крепежных винтов 11 можно сразу регистрировать путем поверки всей дороги измерительным приспособлением и сразу проводить ремонт. Возможен и такой вариант, согласно которому каждое транспортное средство снабжают датчиком расстояния или т.п., указывающим сдвиг по высоте на стыке двух смежных деталей оборудования 2, так что каждым поездом автоматически проверяется вся дорога и обнаруживается возможно имеющаяся неполадка.
Стопорные элементы 22 целесообразно выполнять так, чтобы они на всех деталях оборудования 2 были расположены в идентичных местах и имеют те же самые форму и размер. В отличие от этого отверстия 20 выполняют в соответствии с требованиями трассы с помощью инструмента с ЧПУ, например сверлильного инструмента, в один прием с выполнением отверстий 14 и поверхностей контакта 13, т.е. оси отверстий 20 выполняют параллельно и с расстоянием к поверхностям контакта 13, соответствующим расстоянию осей стопорных элементов 22 от поверхностей контакта 16. Этого достигают тем, если известное приспособление снабжают дополнительным инструментом, и при выполнении отверстий 20 любой соединительной детали 10 требуемые для управления инструментом координаты относят к поверхностям контакта 13 именно этой соединительной детали 10.
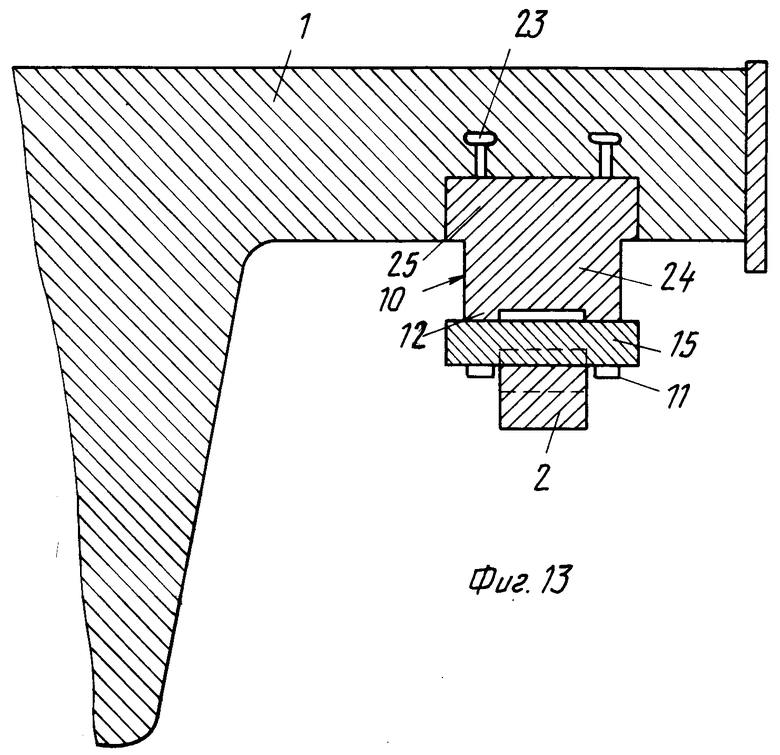
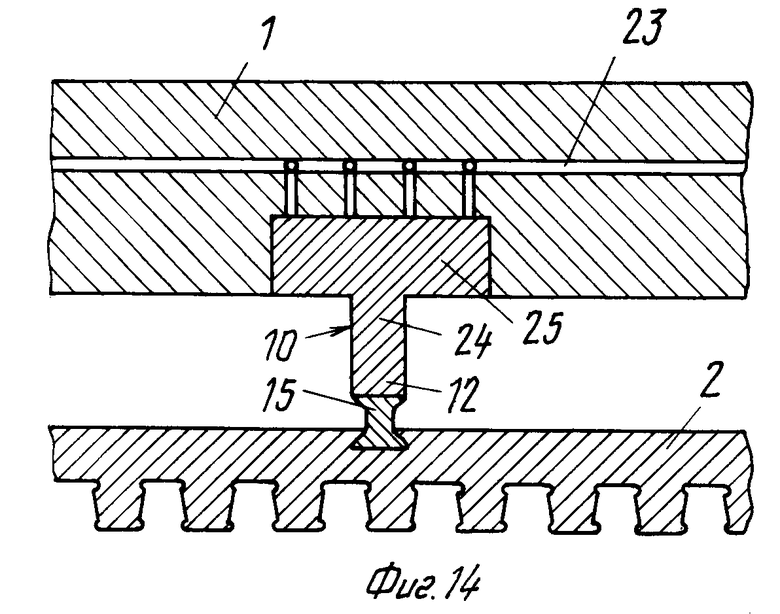
В том случае, если несущие элементы 1 выполнены из бетона с гибкой арматурой 23, они могут быть снабжены установленными на их нижней стороне на расстоянии в продольном направлении трассы, выполненными предпочтительно из стали соединительными деталями 10 в виде поперечных трассе листовых перемычек (фиг. 12 и 13). Соединительные детали 10 на одних концах средних участков 24 снабжены выполненными предпочтительно в виде фланца монтажным плитами 25, а на других концах средних участков 24 - выступы 12 с поверхностями контакта 13, на которых закрепляются детали оборудования 2 с помощью крепежных винтов 11. В отличие от стальных конструкций согласно фиг. 1 - 12 монтажные плиты 25 при изготовлении несущих элементов 1 укладывают в бетон и предпочтительно жестко соединяют с арматурой 23. В остальном выполнение может соответствовать выполнению предлагаемой несущей конструкции согласно фиг.1 - 12.
На фиг. 13 видно, что монтажные плиты 25 предпочтительно укладывают в бетоне так, что их нижние поверхности находятся на одном уровне с нижней поверхностью несущего элемента 1. В этом случае средние участки 24 могут быть очень короткими или даже совсем отсутствовать, и выступы 12 могут быть выполнены непосредственно на монтажных плитах 25. Таким образом, достигается особенно стабильная и компактная конструкция. В случае необходимости несущий элемент 1 может быть снабжен выемками вокруг выступов 12 для облегчения подвода инструментов для обработки выступов 12.
Выполнение отверстий 14 для крепежных винтов 11 в выступах 12 или в круглых стержнях 19 необязательно. Возможен и такой вариант, согласно которому они выполнены в других областях соединительных деталей 10 и деталей оборудования 2 вне поверхностей контакта 13. Возможно, например, предусматривать для закрепления одной детали оборудования 2 больше или меньше четырех крепежных винтов 11 и двух траверс 15, число закрепленных на одном несущем элементе 1 деталей оборудования 2 можно выбирать свободно. Кроме представленных на чертеже деталей оборудования 2, можно закреплять описанными методами и другие детали оборудования, например боковые направляющие (фиг. 4 и 9). В этом случае геометрическое замыкание дополнительных крепежных элементов предпочтительно действует в те направления, в которые при нормальной работе транспортного средства действуют возникающие силы. Форму и положение поверхностей контакта 13, 16 можно в основном выбирать свободно, причем, однако, необходимо учитывать, что эти детали, а не другие элементы определяют конечное положение деталей оборудования 2 на несущих элементах 1.
Изобретение относится к сооружению путей сообщения, в частности к несущей конструкции для дороги колейного транспортного средства, преимущественно транспортного средства на магнитной подвеске, и к способу изготовления данной несущей конструкции. Сущность изобретения: соединительные детали 10 выполняют с выступами 12, имеющими предусмотренные по трассировке допуски и направленными в сторону присоединяемых деталей оборудования 2. После измерения несущей конструкции трассы определяют проектное положение выступов 12 соединительных деталей 10, производят обработку нижней части выступов 12 резанием до образования поверхностей контакта и осуществляют присоединение рабочего оборудования 2 к выступам с обеспечением прилегания поверхностей деталей оборудования к указанным поверхностям контакта. 4 з.п. ф-лы, 14 ил.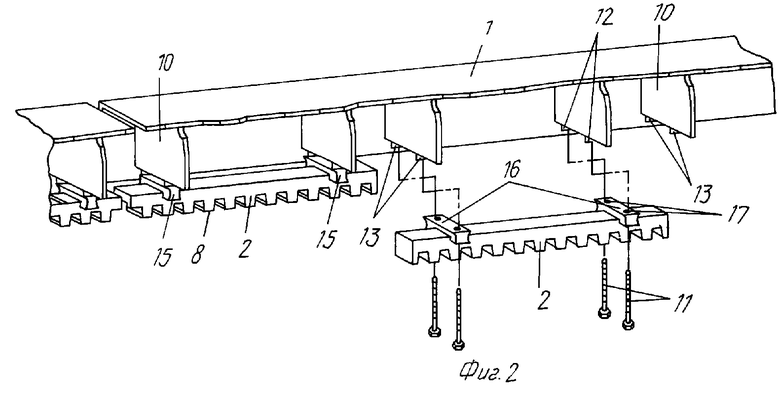
| Патент ФРГ N 3404061, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

