Изобретение относится к металлообработке и может быть использовано при закреплении тонкостенного цилиндра, преимущественно при окончательной доводке внутреннего отверстия до долей микрона.
Целью изобретения является расширение технологических возможностей за счет обеспечения зажима разностенных цилиндров.
На фиг. 1 представлена конструктивная схема устройства; на фиг. 2 - разрез А-А на фиг. 1.
Зажимной элемент 1, расположенный в корпусе устройства 2, выполнен в виде втулки и состоит из колец 3 и размещенных параллельно продольной оси устройства планок 4, связанных с кольцами с помощью упругих лепестков 5. Упругие лепестки 5 выполнены различной толщины 5i и да и расположены по окружности так, что лепестки одинаковой толщины сгруппированы в сектора 6, 7, 8 и 9 и при этом сектора чередуются. Так в секторах 6 и 8 сгруппированы упругие лепестки с толщиной 5i , а в CBKTOJ pax 7 и 9 - упругие лепестки с толщиной 5а .
Устройство работает следующим образом.
Обрабатываемый цилиндр вводится внутрь зажимного элемента 1 с зазором 0,5- 1 мм и ориентируется вокруг оси так, чтобы напротив секторов с большей толщиной упругих лепестков 5а располагались части внутренней поверхности с большим размером стенок. Например, на сектора 7 и 9 с большей толщиной упругих лепестков дг приходится часть поверхности цилиндра которой требуется снять больший слой металла, а на сектора 6 и 8 с меньшей толщиной упругих лепестков di - та часть обрабатываемой поверхности, с которой
требуется удалить меньший слой металла. Затем к верхнему кольцу 3 прикладывается осевое усилие Р и оно перемещается вниз, планки 4 зажимают обрабатываемый цилиндр, причем усилия зажима по четным (6
и 8) и нечетным (7 и 9) секторам из-за различной толщины упругих лепестков разные. Сектора 7 и 9 ввиду большей толщины упругих лепестков дают большее усилие зажима, а сектора 6 и 8 - меньшее. Благодаря различным усилиям зажима обрабатываемый цилиндр деформируется таким образом, что при дальнейшей механической обработке исправляется разностейность цилиндра и овальность отверстия.
Ф о р м у л а и з о б р е т е н и я Устройство для закрепления тонкостенных деталей, в корпусе которого расположен зажимной элемент, выполненный в
виде втулки, состоящий из установленных с возможностью осевого перемещения и размещенных параллельно продольной оси устройства планок, связанных с помощью упругих лепестков с кольцами, отличающ е е с я тем, что, с целью расширения технологических возможностей за счет обеспечения зажима разностенных цилиндров, упругие лепестки выполнены разной толщины и расположены по окружности так,
что лепестки одинаковой толщины сгруппированы в сектора, при этом сектора чередуются.
А-А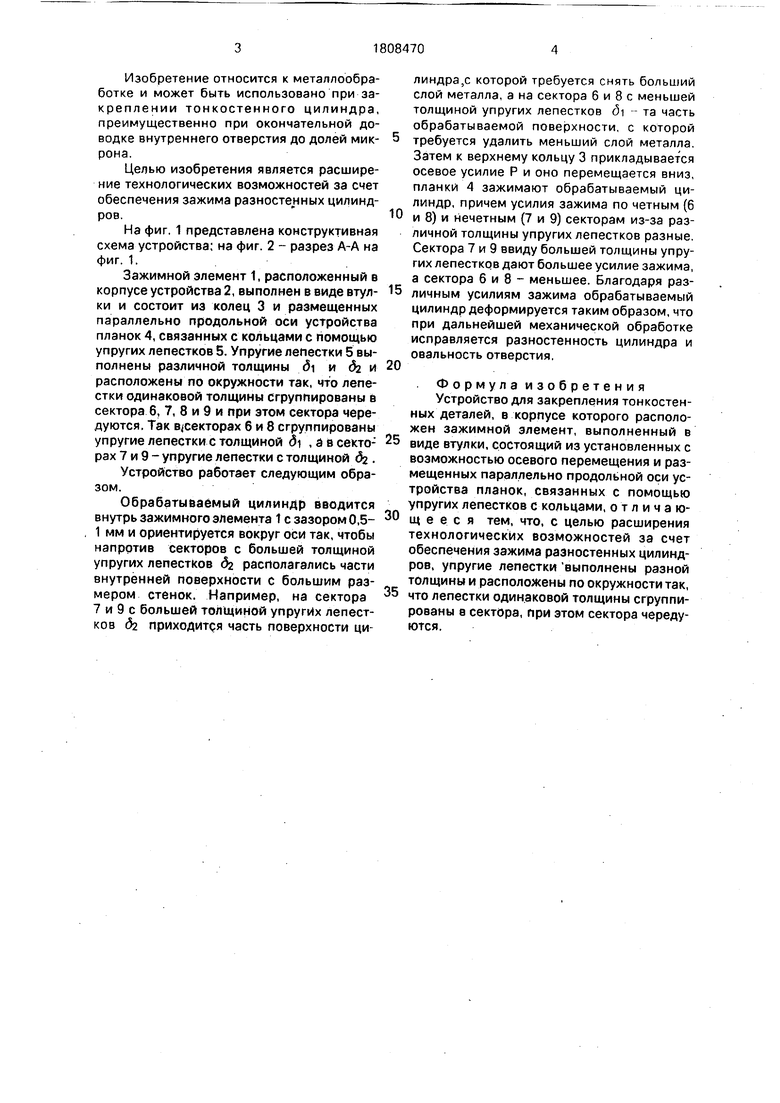
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1989 |
|
SU1752527A1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| Цилиндрическая щетка | 1982 |
|
SU1123632A1 |
| Зажимное устройство | 1989 |
|
SU1653906A1 |
| Цанговый патрон | 1985 |
|
SU1276442A1 |
| Валик вытяжного прибора текстильной машины | 1985 |
|
SU1326650A1 |
| Приспособление для закрепления деталей по наружной поверхности | 1980 |
|
SU931305A1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2529294C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
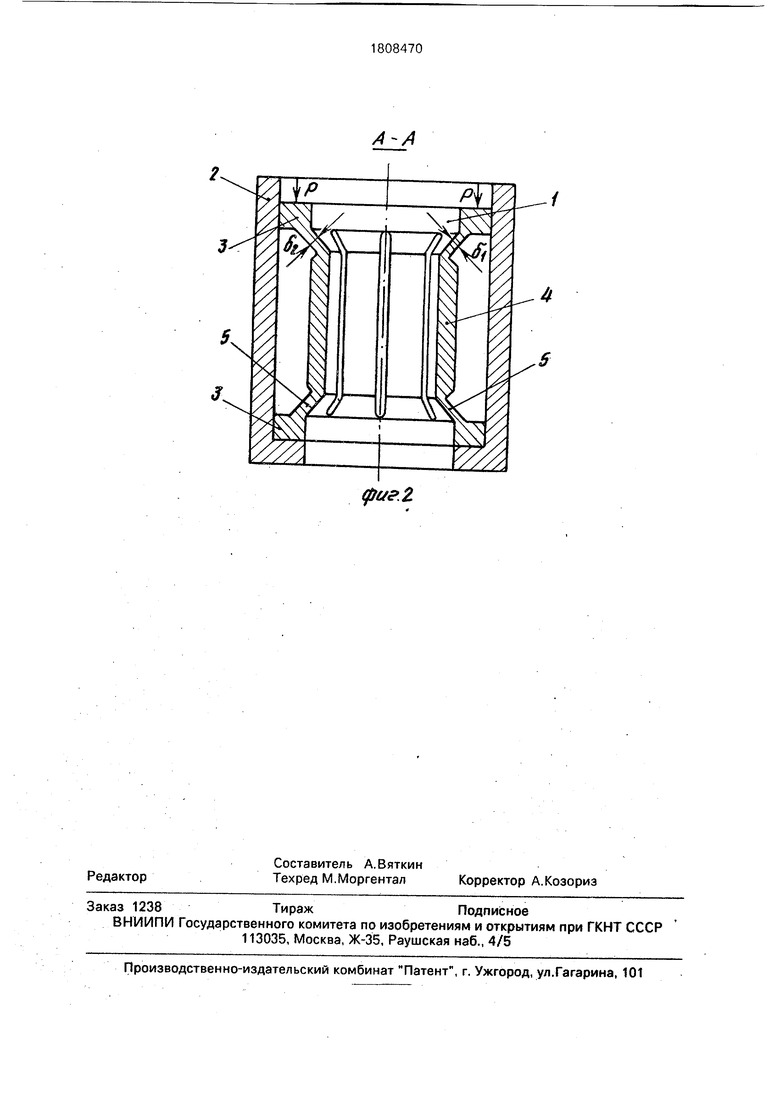
Использование: в металлообработке для закрепления разностенных цилиндров. Сущность изобретения: зажимной элемент 1 выполнен в виде втулки и состоит из колец 3 и планок 4, расположенных параллельно продольной оси. Планки 4 связаны сскольцами 3 с помощью упругих лепестков Б , выполненных различной толщины. Лепестжи 5 расположены по окружности так, что лепестки одинаковой толщины сгруппированы в сектора б, 7, 8 и 9. Сектора чередуются. Обрабатываемый цилиндр устанавливается вовнутрь зажимного элемента 1 и ориентируется вокруг оси так, чтобы напротив секторов с большей толщиной упругих лепестков располагались части внутренней поверхности с большим размером стенок. Затем к верхнему кольцу 3 прикладывается осевое усилие Р и оно перемещается вниз, планки 4 зажимают обрабатываемый цилиндр, причем усилия зажима по секторам 6 и 8 и секторам 7 и 9 из-за различной толщины упругих лепестков разные. Сектора 7 и 9 ввиду большей толщины упругих лепестков дают большее усилие зажима, а сектора 6 и 8-меньшее. Благодаря различным усилиям зажима обрабатываемый цилиндр деформируется таким образом, что при дальнейшей механической обработке исправляется раз- ностенность цилиндра и овальность отверстия. 2 ил. fa (Л С
фиг. 2
| Приспособление для закрепления деталей по наружной поверхности | 1980 |
|
SU931305A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
