Изобретение относится к станкостроению, а именно к технологической оснастке для механической обработки деталей на металлорежущих станках, и может быть использовано при обработке деталей с центральным отверстием, например втулок, шкивов, колес и т.п., по наружной поверхности и на торцах за одну установку преимущественно на токарных и круглошлифовальных станках.
Известна разжимная оправка, содержащая разжимной конус, на котором установлен соответствующим ему отверстием разжимной упругий элемент с цилиндрической установочной поверхностью и равномерно расположенными вдоль оси параллельными прорезями, и зажимную гайку, контактирующую с упругим элементом.
Однако такая оправка недолговечная в работе, так как открытые двусторонние прорези в условиях многократных деформаций лепестков ускоряют выход из строя цанги. Кроме того, остаточные деформации лепестков искажают геометрическую форму посадочной базовой поверхности цанги, уменьшая точность базирования. Оправка имеет ограниченную применяемость за счет возможности установки деталей с небольшими диапазонами полей допусков их посадочных отверстий.
Наиболее близким техническим решением из известных является разжимная оправка, содержащая корпус с наружной конической поверхностью, упругий элемент в виде втулки, наружная поверхность которой образована цилиндрическими поверхностями разного диаметра, причем цилиндрическая поверхность большего диаметра предназначена для взаимодействия с конической поверхностью корпуса и для базирования детали, при этом на ней равномерно по окружности выполнены прорези, параллельные продольной оси корпуса, а цилиндрическая поверхность меньшего диаметра выполнена со стороны одного из торцев втулки и предназначена для взаимодействия с зажимной гайкой.
Недостатками такой оправки являются невозможность обработки на ней деталей с большим диапазоном их посадочных отверстий, а также низкая точность и надежность базирования деталей при расширенном поле допуска их посадочного отверстия.
Цель изобретения - расширение эксплуатационных возможностей разжимной оправки путем обеспечения возможности обработки деталей с большим диапазоном их посадочных отверстий без уменьшения качества обработки, а также путем повышения точности и надежности базирования при расширенном поле допуска посадочного отверстия деталей.
Это обеспечивается тем, что в разжимной оправке, содержащей корпус с наружной конической поверхностью, упругий элемент в виде втулки, наружная поверхность которой образована цилиндрическими поверхностями разного диаметра, причем цилиндрическая поверхность большего диаметра предназначена для взаимодействия с конической поверхностью корпуса и для базирования детали, при этом на ней равномерно по окружности выполнены прорези, параллельные продольной оси корпуса, а цилиндрическая поверхность меньшего диаметра выполнена со стороны одного из торцев втулки и предназначена для взаимодействия с зажимной гайкой, на втулке со стороны второго торца выполнена еще одна цилиндрическая поверхность меньшего диаметра, при этом на обеих цилиндрических поверхностях меньшего диаметра выполнены симметрично расположенные сквозные прорези, соединенные с прорезями цилиндрической поверхности большего диаметра, причем каждая прорезь цилиндрической поверхности большего диаметра расположена симметрично относительно прорезей, выполненных на цилиндрических поверхностях меньшего диаметра, и образует с прорезями прорезь Н-образной конфигурации.
На фиг. 1 показана разжимная оправка с установленной на ней обрабатываемой деталью - общий вид с частичным разрезом; на фиг. 2 - упругая втулка с частичным разрезом; на фиг. 3 - разрез А-А на фиг. 2.
Разжимная оправка содержит корпус 1, имеющий на одном конце установочный конусный хвостовик 2, а на другом конце - резьбовую часть 3, около которой выполнена на корпусе наружная коническая поверхность 4, предназначенная для установки на нее упругой втулки 5. Наружная поверхность втулки 5 образована цилиндрическими поверхностями разного диаметра в виде ступеней: боковые "а" и "в", имеющие одинаковую толщину и длину, и среднюю, большего диаметра, чем боковые, ступень "с" (фиг. 2), которая выступает наружно над боковыми ступенями и симметрично расположена по отношению к их наружным торцам и выполняется меньше длины устанавливаемых деталей. При этом на цилиндрической поверхности большего диаметра (ступень "с") равномерно по окружности выполнены прорези, параллельные продольной оси корпуса 1, а на обеих цилиндрических поверхностях меньшего диаметра (боковые ступени "а" и "в") выполнены симметрично расположенные сквозные прорези, соединенные с прорезями ступени "с". При этом каждая прорезь ступени "с" расположена симметрично относительно прорезей ступеней "а" и "в" и образует с этими прорезями прорезь 6 Н-образной конфигурации. Эти Н-образные прорези образуют на боковых ступенях "а" и "в" втулки 5 упругие балочки 7. Ввиду этого в оправке деформируемые упругие балочки 7 вынесены за базовую выступающую (большего диаметра) ступень втулки 5, которая при этом не деформируется, а только диаметрально увеличивается за счет податливости балочек. При этом боковые ступени "а" и "в" имеют одинаковую толщину и ширину, что придает всем балочкам 7 одинаковую упругую податливость. Это повышает точность базирования даже для деталей с большим допуском посадочного отверстия. Втулка 5 устанавливается с натягом на коническую поверхность 4 корпуса при помощи зажимной гайки 8 через быстросменную шайбу 9.
Разжимная оправка работает следующим образом.
Корпус 1 конусным хвостовиком 2 устанавливается в пиноль передней бабки станка (не показана). На разжимную коническую поверхность 4 устанавливается сменная упругая втулка 5 в зависимости от длины и диаметра посадочного отверстия обрабатываемой детали 10, причем устанавливается через зажимную гайку 8 и фиксируется быстросменной шайбой 9, поджатой слегка гайкой 8.
После установки детали 10 на среднюю ступень "с" втулки 5 затягивают гайку 8. При этом осевое давление через быстросменную шайбу 9 передается на втулку 5, которая скользит конусным отверстием по конусной поверхности 4 корпуса 1 и разжимается средней ступенью "с", на которой установлена деталь 10, где последняя в этот момент центрируется относительно оси оправки и зажимается неподвижно на ступени "с" втулки 5. При этом данная ступень полностью сохраняет свою геометрическую форму - форму цилиндра, так как она не деформируется, а деформации подвергаются упругие балочки 7, которые в данном случае образованы тремя Н-образными закрытыми прорезями 6. Деформации может быть подвергнута и та часть ступеней "а" и "в" (в зоне балочек 7), которая находится между параллельными частями "е" прорезей и торцом средней ступени "с", что дополнительно гарантирует от деформации (геометрического искажения) среднюю ступень. Ввиду этого наружная цилиндрическая поверхность средней ступени упругой втулки 5 равномерно с радиальным усилием прижимается к внутренней поверхности отверстия обрабатываемой детали 10, надежно закрепляя и центрируя ее на оправке. Средняя ступень "с" выступает наружу от боковых ступеней "а" и "в" для создания большего перепада между толщиной средней ступени и боковых, чтобы предотвратить деформацию тела средней ступени, исключив образование погрешностей ее формы. Кроме того, это способствует получению возможности обработки за один установ всех поверхностей деталей типа втулки, шестерни и т.п., включая выполнение фасок как на наружной поверхности, так и на отверстии деталей. Таким образом, выполнение боковых ступеней упругой втулки тонкостенными (толщина их одинаковая), включая упругие балочки 7, выделяют жесткую среднюю ступень "с" втулки, которая при деформации балочек перемещается только строго радиально, где выгибание ее исключено за счет деформации более тонкостенных и ослабленных упругих балочек 7 и боковых ступеней. Это обеспечивает повышение точности и надежности установки и закрепления деталей, так как последняя базируется по строго цилиндрической поверхности.
Снятие обработанной детали с оправки после обработки производится путем отжима гайки 8 и снятия заготовки со средней ступени "с" втулки 5, при этом втулка с деталью сначала снимается с конусной поверхности 4 вместе с перемещением на длину зазора между гайкой 8 и шайбой 9, а потом упругие балочки 7 возвращают средние ступени втулки 5 в исходное положение и деталь свободно снимается со втулки.
В примере приведена конструкция концевой оправки, но она может быть выполнена и центровой.
Предложенная оправка для установки и закрепления обрабатываемых деталей обеспечивает более точное и надежное по сравнению с известными решениями базирование и крепление деталей. Она позволяет за один установ обрабатывать кроме наружной поверхности деталей и их торцы, включая выполнение как наружных, так и внутренних фасок, в результате чего обеспечивается точность расположения поверхностей обрабатываемой детали.
Предложенной оправкой можно обрабатывать детали и при невысокой точности их посадочного отверстия (с большим полем допуска) за счет сравнительно большой податливости упругих балочек и самих боковых ступеней упругой втулки, тогда как известные устройства этого не обеспечивают, что позволяет применить предложенную оправку не только для чистовой, но и для черновой обработки, причем без предварительной подготовки посадочного отверстия деталей. За счет обеспечения значительной податливости упругих балочек 7, находящихся вне зоны базирования обрабатываемой детали, обеспечивается применение одной и той же оправки и с той же втулкой 5 для больших диапазонов разности допусков установочных размеров вплоть до 1,5 мм.
Кроме того, оправка в отличие от известных может применяться для нескольких типоразмеров деталей (с разными посадочными отверстиями) за счет выполнения упругой втулки сменной, тогда как известные решения предназначаются только для одного типоразмера деталей с небольшими полями допусков их посадочных отверстий. При этом применяют одну и ту же оправку и втулку 5 с одним и тем же конусным отверстием и боковыми ступенями, увеличивая при этом в сменной втулке только диаметр выступающей ступени "с", причем в значительном диапазоне - до 25 мм, без ухудшения упругих свойств балочек 7. Это увеличивает унификацию оснастки, удешевляет ее изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для протягивания шпоночных пазов | 1990 |
|
SU1818175A1 |
| Технологический центр | 1987 |
|
SU1505679A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| СПОСОБ КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ВТУЛОК И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2809877C1 |
| ОПРАВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2119409C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для закрепления деталей | 1984 |
|
SU1214336A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
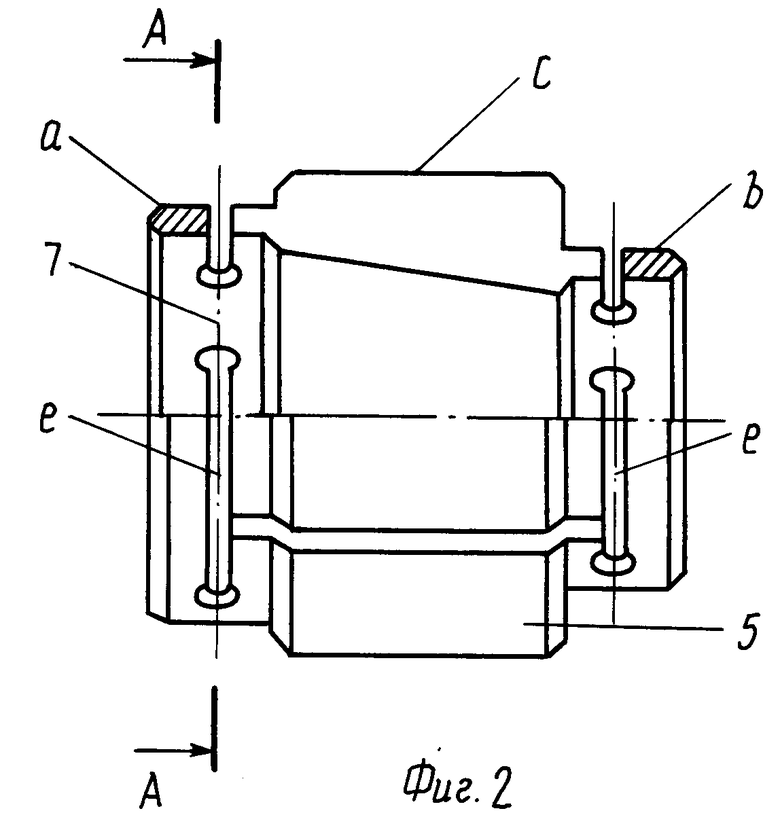
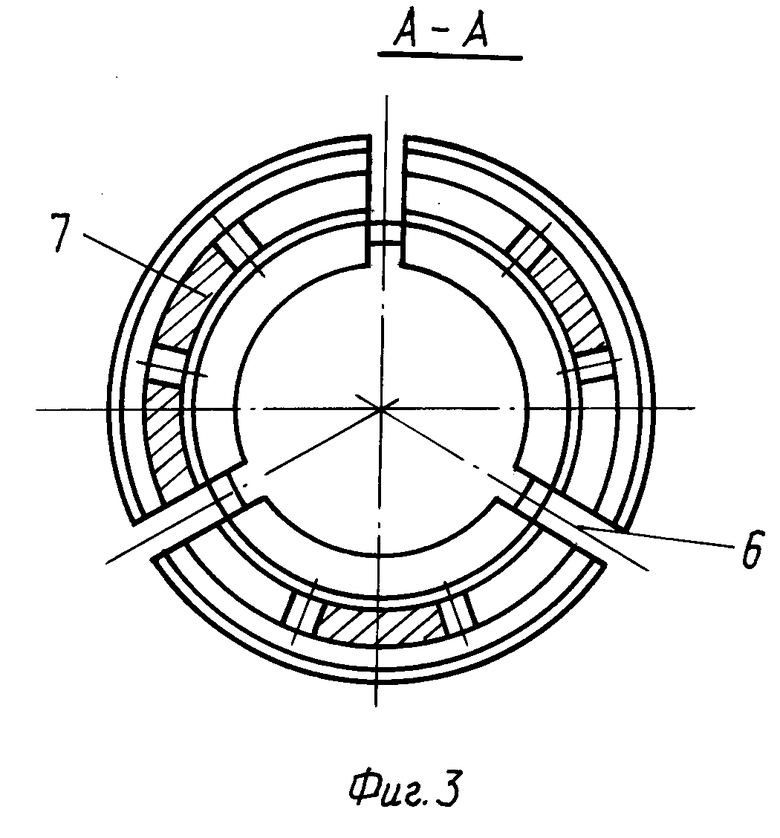
Использование: в металлообработке для обработки заготовок с центральным отверстием по наружной поверхности и на торцах за одну установку на токарных и шлифовальных станках. Сущность изобретения: основание 1 имеет на одном конце установочный конусный хвостовик 2, а на другом - резьбовую часть 3, около которой выполнен разжимной конус 4, предназначенный для установки на него сменного разжимного упругого кольца 5. Кольцо 5 выполнено ступенчатым и имеет три ступени - боковые " а " и " в ", имеющие одинаковую длину, и среднюю ступень " с ", которая выступает наружно над боковыми ступенями и симметрично расположена по отношению к их наружным торцам и выполняется меньше длины установленных заготовок. На ступенчатом кольце 5 выполнены равномерно расположенные по его периметру продольные Н-образные закрытые прорези 6 с расположением параллельных составляющих " е " этих прорезей на боковых ступенях " а " и " в " кольца. Н-образные прорези образуют на боковых ступенях " а " и " в " кольца упругие балочки 7. Кольцо 5 надвигается на конусную ступень 4 зажимной гайкой 8 через быстросменную шайбу 9. После установки заготовки 10 на среднюю ступень " с " кольца 5 затягивают гайку 8. При этом осевое давление через быстросменную шайбу 9 передается на кольцо 5, которое скользит конусным отверстием по конусной ступени 4 стержневого основания 1 и разжимается средней ступенью " с ", на которой установлена заготовка 10, которая в этот момент центрируется относительно оси оправки и зажимается неподвижно на ступени " с " кольца 5. 3 ил.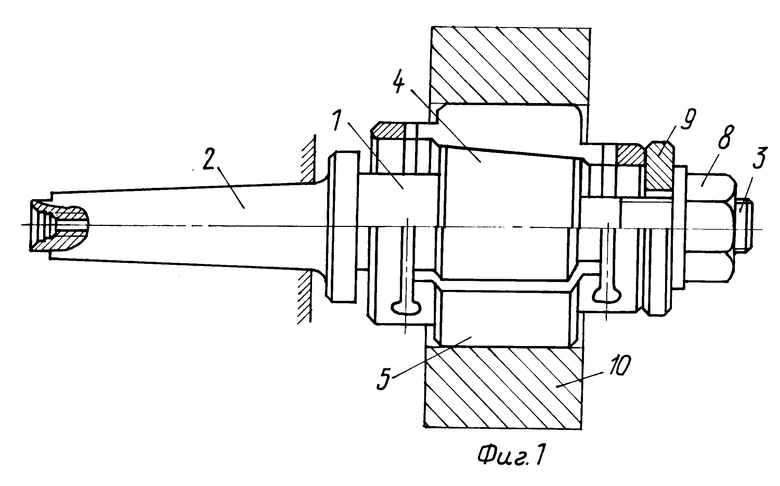
РАЗЖИМНАЯ ОПРАВКА, содержащая корпус с наружной конической поверхностью, упругий элемент в виде втулки, наружная поверхность которой образована цилиндрическими поверхностями разного диаметра, причем цилиндрическая поверхность большего диаметра предназначена для взаимодействия с конической поверхностью корпуса и для базирования детали, при этом на ней равномерно по окружности выполнены прорези, параллельные продольной оси корпуса, а цилиндрическая поверхность меньшего диаметра выполнена со стороны одного из торцов втулки и предназначена для взаимодействия с зажимной гайкой, отличающаяся тем, что на втулке со стороны второго торца выполнена еще одна цилиндрическая поверхность меньшего диаметра, при этом на обеих цилиндрических поверхностях меньшего диаметра выполнены симметрично расположенные скозные прорези, соединенные с прорезями цилиндрической поверхности большего диаметра, причем каждая прорезь цилиндрической поверхности большего диаметра расположена симметрично относительно прорезей, выполненных на цилиндрических поверхностях меньшего диаметра, и образует с упомянутыми прорезями прорезь Н-образной конфигурации.
| Ципорин Ю.А | |||
| Механизмы технологической оснастки, М.: Машиностроение, 1964, с.81, фиг.80. |
