Указанная цель достигается тем, что согласно способу обработки отверстий деталей типа втулок деформирующим протягиванием, включающему упругое радиальное обжатие детали по наружной по- верхности в процессе обработки посредством упругой обоймы, упругое обжатие осуществляют с дополнительным усилием, величину которого изменяют в продольном направлении и определяют по формуле
АР „ Ае
в связи с неравномерной жесткостью втулки по длине. Малая жесткость обуславливает большее Ј и , в свою очередь , обуславливает большее дополнительное усилие Р, что и ведет к выравниванию деформации детали по длине. Деталь после обработки приобретает форму, близкую к идеальному цилиндру (фиг.З б). Дополни- тельное усилие, таким образом, выбирают из соотношения
Ае SY
(1)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей с цилиндрическим отверстием поверхностным пластическим деформированием | 1990 |
|
SU1761449A1 |
| Способ протягивания отверстий во втулках и устройство для его осуществления | 1990 |
|
SU1710313A1 |
| Способ исследования динамических характеристик технологической системы и комбинированный инструмент для его осуществления | 1989 |
|
SU1738615A1 |
| Способ комбинированной обработки деталей | 1990 |
|
SU1772214A1 |
| Способ обжатия труб | 1988 |
|
SU1648606A1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| Способ изготовления полых осесимметричных тонкостенных деталей | 1989 |
|
SU1690931A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
где Р - радиальное усилие обжатие детали по наружной поверхности;
АР - изменение Р на отрезке А I детали длиной I;
е - величина отклонения реального профиля отверстия от идеального цилиндрического в одном поперечном сечении, А Ј - изменение е на отрезке А ;
К - коэффициент пропорциональности, определяемый из формулы
ртах рг
mln
ах
mln
где Prmax, pr - максимальное и минимальное усилие по длине детали в процессе обработки.
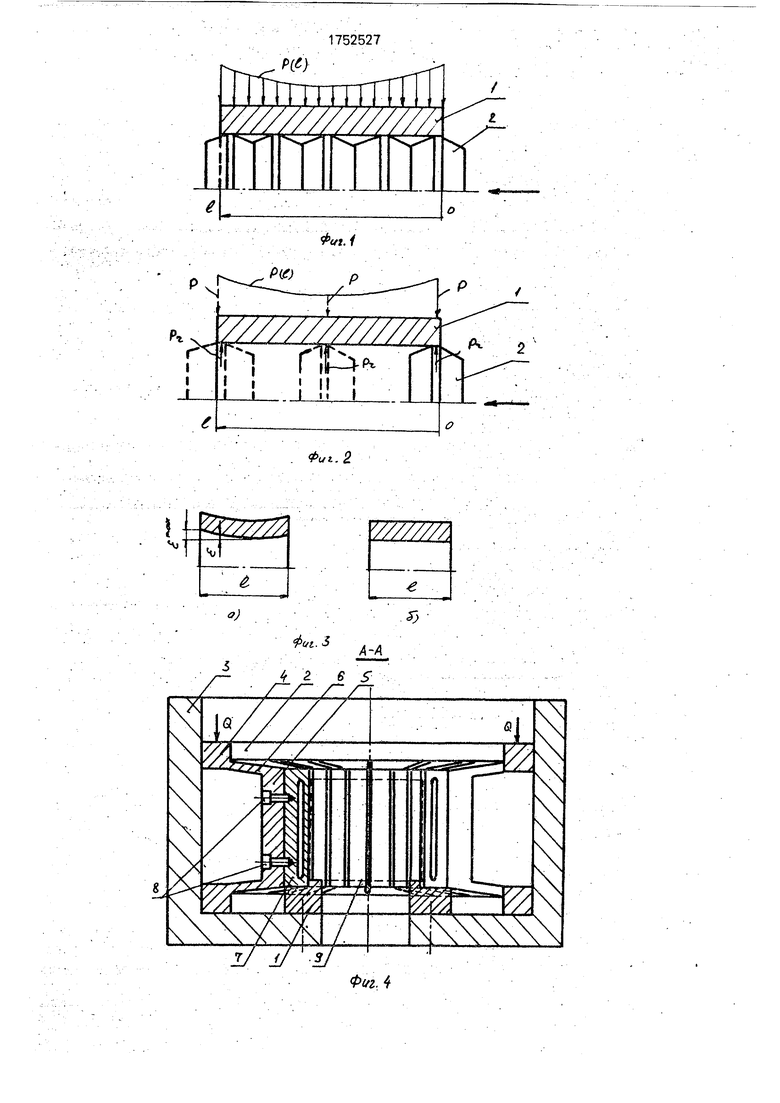
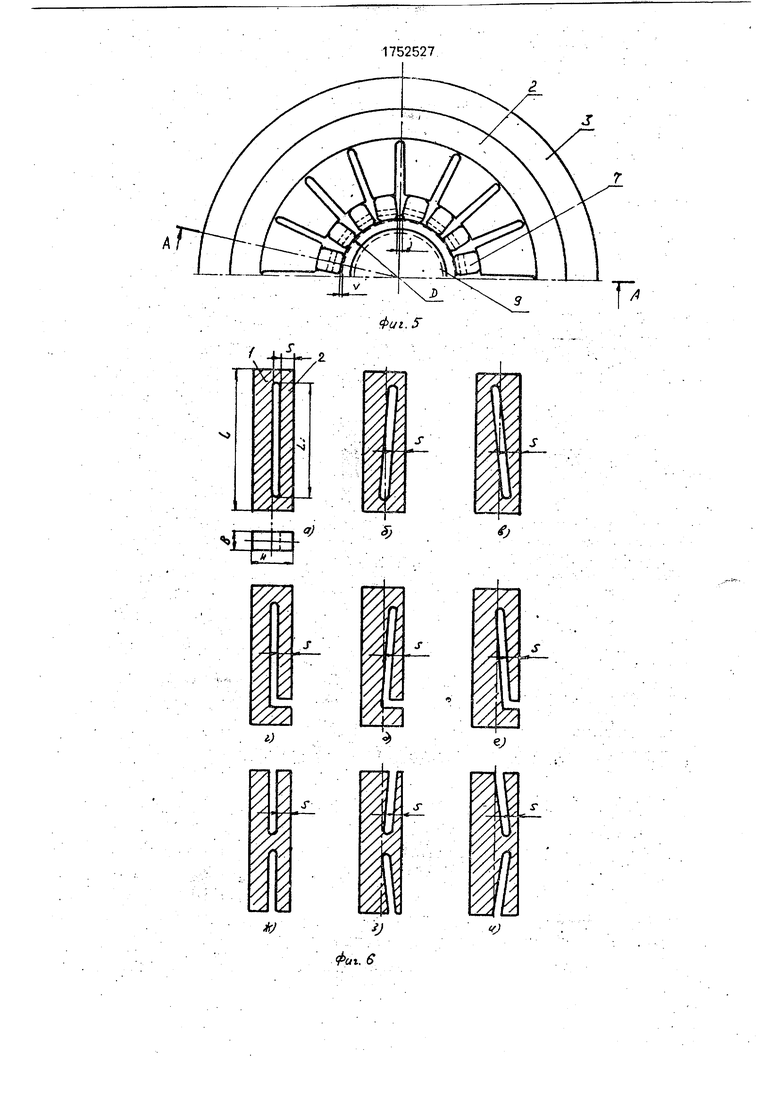
На фиг.1 приведена эпюра дополнительного усилия упругого обжатия детали- втулки при обработке ее отверстия многозубой деформирующей протяжкой; на фиг,2 - суммарная эпюра дополнительного усилия упругого обжатия детали-втулки при обработке ее отверстия однозубой дефор- мирующей протяжкой; на фиг.З - форма детали при обработке известным способом (а) и при обработке предлагаемым способом (б); на фиг.4 и 5 - устройство; на фиг.6 - дополнительная прижимная планка; на фиг.7-9 - схемы деформирования отверстия; на фиг.10-деталь после обработки; на фиг, 11 - расчетная схема.
Через отверстие детали-втулки 1 (фиг,1 и 2) протягивают деформирующий инг.тру- мент 2. Инструмент движется прямолиней- но поступательно. Одновременно с этим осуществляют неравномерное упругое обжатие детали по наружной поверхности посредством дополнительного усилия, величину которого изменяют в продольном направлении детали. Изменение усилия, представленное эпюрой Р(1) (фиг.1 и 2), осуществляют адекватно изменению величины отклонения Е (фиг.З а), которое образуется
где Р - радиальное усилие обжатия детали по наружной поверхности;
АР- изменение Р на отрезке АI детали длиной I;
Ј - величина отклонения реального профиля отверстия от идеального цилиндрического в одном поперечном сечении; А е - изменение Ј на отрезке А I;
К - коэффициент пропорциональности, определяемый из формулы
ртах рт
К
„та
0
5 0 5
g 5
где Prmax, Prmln - максимальное и минимальное усилие по длине детали в процессе обработке. Конкретизация соотношений связана с конкретным случаем обработки.
После прохождения инструментом детали дополнительное усилие снимают. Деталь удаляют из зоны обработки. Инструмент возвращают в исходное положение. Система готова к новому циклу обработки.
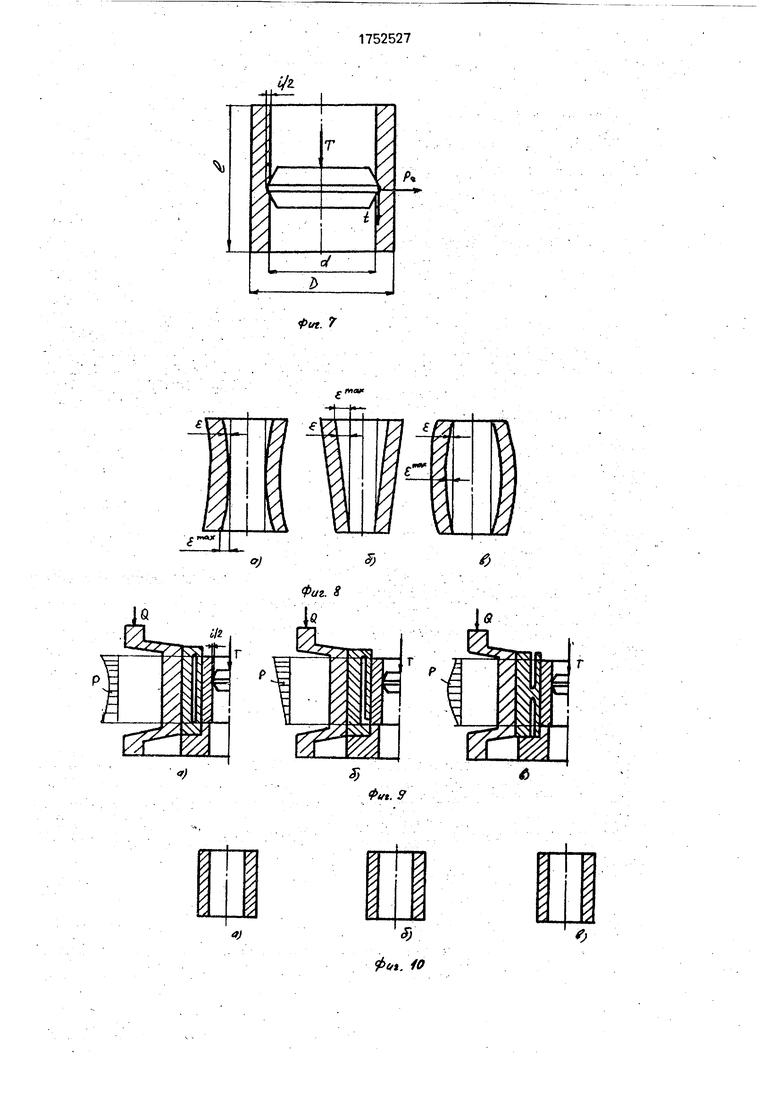
Пример. Способ реализуется посредством конкретного приспособления (фиг.4). Реализация способа поясняется фиг,7 - схема деформирования отверстия и геометрические параметры обрабатываемой детали; на фиг.8 - виды погрешности профиля продольного сечения детали; на фиг.9 - схемы обработки детали предлагаемым способом; фиг. 10 - профиль детали после обработки.
Приспособление для осуществления способа обработки отверстий деталей типа втулок деформирующим протягиванием, включающее упругий неравномерный (по определенному закону) охват детали по наружной поверхности, содержит опорный элемент 1 (фиг.4), зажимной элемент 2, выполненный в виде втулки и расположенный в корпусе 3. Зажимной элемент включает в себя два кольца 4, установленные с возможностью осевого продольного перемещения, прижимные основные планки 5, упругие лепестки 6, соединяющие основные планки с кольцами, и дополнительные планки 7 переменной вдоль оси приспособления жесткости. Дополнительные планки 7 расположены равномерно по окружности (фиг.5) с минимально допустимым расстоянием друг от друга J. Взаимодействие между собой дополнительных планок определяется фиксированным, например, посредством крепежных винтов 8 расположением по- следних относительно основных, т.е. планки 5 и 7 скреплены жестко (фиг.4). Дополнительные планки (фиг.6) выполнены сменными. Это создает возможность свободной перенастройки приспособления. Во-первых, на различный вид погрешности обработки детали: а, б, в - для устранения седлооб- разности; г, д, е - конусности; ж, з, и - бочкообразности. Дополнительная планка имеет жесткую часть 1 (фиг.6), которой кре- пится к основной планке , и упругую часть 2, образованную вырезом определенной конфигурации. Дополнительная планка имеет высоту Н, ширину В, длину L, толщину упругой части S, длину упругой части LI С целью расширения диапазона варьирования жест- костьюупругой части дополнительной планки, толщину S и длину LI выбирают переменными, т.е. S(f (|),где U в свою очередь зависит от параметров детали и ре- жима обработки: i, d, D,l, материал, Во-вторых, на различный диаметр D, что реализуется размером Н планки.
Приспособление работает следующим образом.
К кольцу 4 прикладывается осевое усилие Q (фиг.4). Осевое перемещение кольца 4 вызывает посредством упругих лепестков б радиальное перемещение основных планок 5 и соответственно дополнительных уп- ругих планок 7, которые, смещаясь к центру, равномерно охватывают и обжимают обрабатываемую деталь, установленную на опорном элементе 1.
Способ осуществляют следующим об- разом. Деталь 9 (фиг,4,5 и 7) устанавливают торцом на опорный элемент 1 (фиг.4). При этом, исходя из известного распределения отклонения Б по длине детали I (фиг,8) и условия соответствия градиента изменения усилия упругого воздействия Р по наружной поверхности детали вдоль ее оси градиенту изменения е в том же направлении, определен характер распределения усилия Р на деталь в процессе обработки и, соответст- венно данному распределению, определен вид и геометрия дополнительных планок зажимного элемента приспособления. Далее осуществляют охват обрабатываемой детали до момента Соприкосновения дополнительных планок с наружной поверхностью детали, посредством воздействия усилия Q на зажимной элемент 2 приспособления. Радиальное смещение /(фиг,5) по величине не меньше натяга на Деформирующий элемент i (фиг.7). Затем осуществляют деформирующее воздействие инструментом на деталь (фиг,9). Инструмент, совершая поступательное движение,проходит через отверстие с натягом i и осевым усилием Т. Эпюра распределения усилия упругого воздействия на деталь в процессе обработки (фиг.9) определяется видом погрешность профиля продольного сечения детали и параметрами упругой дополнительной планки: а - устранение седлообразности, б - конусности, в - бочкообразности (на фиг.9 эпюра Р интегральная по времени процесса обработки). После прохождения инструмента снимают зажим детали Поскольку V (деталь после снятия зажима оказывается в свободном состоянии После удаления детали из зоны обработки система готова к следующему циклу обработки. Профиль детали после обработки показан на фиг.10.
Распределение отклонения Ј подлине I детали, т.е. Ј f(|), устанавливается на основе статистических измерений для условий известного способа обработки. Группе исходных факторов, а именно материал детали, d, D, I, i, соответствует определенный вид погрешности профиля продольного сечения детали. Отклонение профиля есть результат неодинакового сопротивления детали в продольном направлении деформирующему воздействию. Неравномерность сопротивления порождает неравномерность радиальной силы деформирования Рг (фиг.7) вдоль оси детали. Причем Ј тах (фиг.8) не всегда определяет prmax в этом сечении, что является Следствием сложно-деформированного состояния детали.
Таким образом
d Рг d(Pro + К е) d (К е) ,ON л н HIHI v/J
dl
dl
dl
где d - знак дифференциала;
Р г - радиальное усилие деформирования детали;
I - координата по направлению оси детали;
Pro - сила радиального деформирования при Ј 0;
К - коэффициент, учитывающий физико- механические свойства детали, он определяется по формуле
Р
,max pmln
Ema
(3)
где Prmaxt prmin - максимальное и минимальное усилие Рг по длине детали в процессе обработки. Для определения Р существуют различные методики.
Таким образом, функция Ј0) отражает неравномерность сопротивления детали деформирующему воздействию в продольном направлении.
Для устранения неравномерности сопротивления детали необходимо такое же неравномерное, но обратное по направлению возникающему в процессе обработки, дополнительное воздействие на деталь. Другими словами, необходимо обработку производить с усилием дополнительного воздействия, градиент изменения которого пропорционален градиенту изменения отклонения реального профиля детали от идеального цилиндрического в продольном направлении, т.е.
d Р d(K; е)
(4)
где Р - усилие дополнительного упругого воздействия на деталь, в продольном направлении изменяющееся по величине. Из технологических соображений целесообразно дополнительное воздействие осуществлять упругой силой, применяя, например, упругую обойму. Выражение (4) приведено к виду (1),где коэффициент К вынесен за знак дифференциала с учетом того обстоятельства, что функция K(l) по меньшей м ере на порядок ниже функции е (I), так как К есть частное Р г / е.
В результате, зная закон е (I) и решая (4) относительно Р, получим
P(I)P°+ J К-Ј {l)dl,
о
(5)
где P(l)- распределение усилия дополнительного упругого воздействия на деталь по длине, Р° - усилие Р в сечении,где Ј 0 , К - коэффициент пропорциональности (один из вариантов его определения рассматривается ниже), Ј ()-производная функция Ј (I) по координате I.
На основе (5) рассчитываются геометрические и физико-механические параметры упругих дополнительных планок приспособления. В некоторых случаях параметры дополнительных планок целесообразно определять экспериментально. Вид функции Ј (I) выбран в качестве основы способа ввиду того, что функция РГ{) гораздо труднее поддается определению.
Охват детали по наружной поверхности
упругими планками осуществляется до момента соприкосновения последних с поверхностью детали, Это определяется расчетным радиальным перемещением v
планок от силы Q. Размер v определяется с расчетом на минимальный диаметр партии D- д, где д - допуск. Это объясняется следующим, Деталь с максимальным диаметром D в партии имеет максимальную жесткость, что определяет большую погрешность обработки. Это характерно для ряда случаев обработки втулок и объясняется волновым характером процесса деформации стенки детали. Деталь диаметром
D оказывается упруго зажатой, что способствует более сильному упругому воздействию и тем самым уменьшению погрешности обработки. Размер j выбирают так, что при зажиме он больше нуля, с другой стороны j
выбирается минимальным с целью обеспечения равномерного по площади охвата детали при зажиме.
Способ был реализован при обработке отверстий деталей типа втулок методом деформирующего протягивания. Параметры детали: материал - сталь 45 (Е 210000x1О6 МПа), наружный диаметр ,i мм, внутренний ,i мм, длина мм, Инструмент - однозубая деформирующая
прошивка, Натяг на деформирующий элемент 0,3 мм, смазка - сульфофрезол.
После обработки партии деталей обычным способом, статистическим методом на основе выборки определена усредненная
функция Ј (I). Измерения проводились в трех сечениях: в среднем сечении и у торцов на расстоянии 5 мм от торца. Необходимо отметить, что Ј() можно получить и на основе аналитического расчета, однако существующие методики достаточно громоздки и потому менее надежны.
В результате измерений получено
50
Ј 1,4., мм.
шах.
,072 мм у входного торца, таким образом, погрешность профиля продольного сечения отверстия - конусность. Тот же вид кривизны наблюдается и по наружной поверхности.
Далее на основе (5)рассчитывается геометрия дополнительной планки (фиг.З/г)
Р Р0+К-1,4-10Л Н/мм
здесь Р представляет собой удельную силу по окружности, ее размерность Н/мм;
2500 0,072
35 103 Н/мм2
где разность prmax-prmln определена расчетным путем и уточнена экспериментально (косвенно по усилию Т).
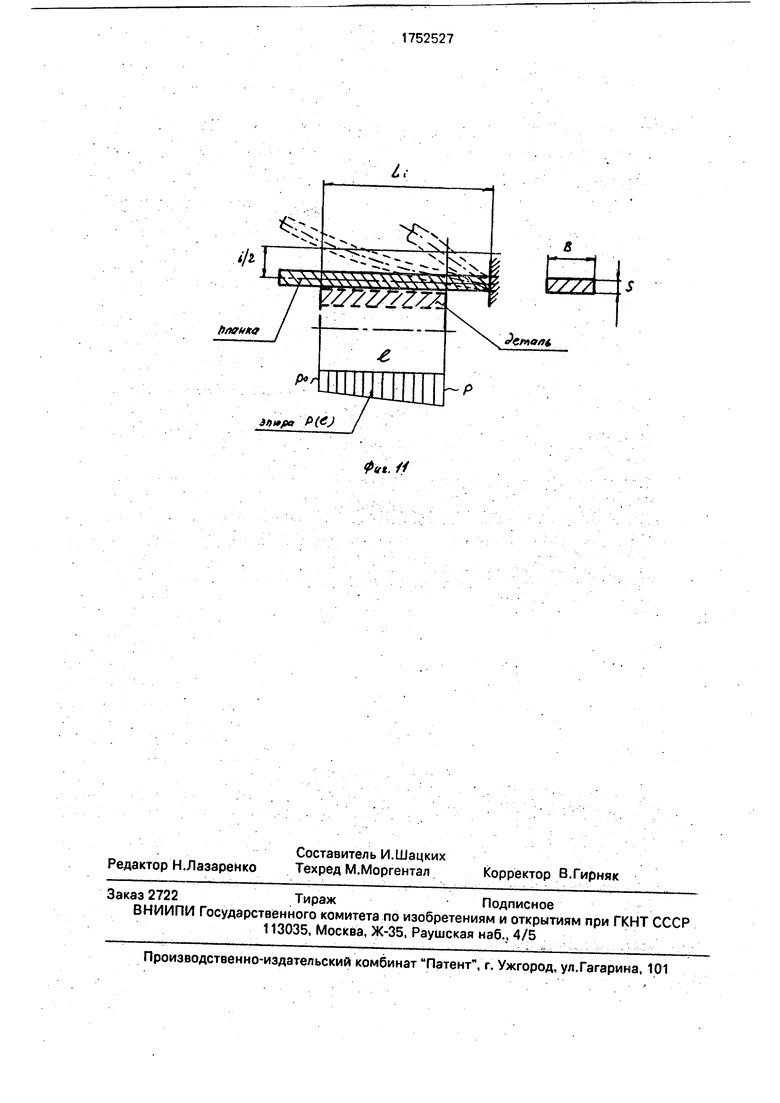
Жесткость упругого элемента дополнительной планки рассчитана на основе схемы, приведенной на фиг.11.
Исходя из схемы, на основе методов сопротивления материалов, можно записать следующую систему г
1/2
J P° В Lp Ег 3
|/2 1 . Р-В -(u-i)3
где
r-JUL г.- 12
Решая систему относительно S, пол
12-К-1.4 o-4-e-(u ер
(№}(((L.-e)3
L
- 3.9млл.
В качестве материала выбираем пружинную сталь 50ХГ. Предел прочности (% 1300 МПа Подсчитан запас прочности упругого элемента 1,6. Таким образом, геометрия удовлетворяет условиям прочности. В результате геометрия упругих планок: мм; мм. Далее выбран размер v. Поскольку всегда существует усадка, то ,3 мм. На основе v и из технологических соображений определен зазор j, он равен 0,2 мм. Расчетная схема зажима с усилием Q определяется в соответствии с(3).
Метод
Свободное деформирование Деформирование
в упругой обойме постоянной
жесткости Деформирование
в упругой
обойме переменной жесткости
0
5
0
5
0
5
Выбранная геометрия упругих планок обеспечивает необходимую эпюру дополнительного воздействия на деталь в процессе обработке и, тем самым, обеспечивает реализацию способа обработки.
Результаты обработки приведены в таблице.
Формула изобретения
Способ обработки отверстий деталей типа втулок деформирующим протягиванием, включающий упругое радиальное обжатие детали по наружной поверхности в процессе обработки посредствен упругой обоймы, отличающийся тем, что, с целью повышения качества обработки путем повышения точности профиля продольного сечения обрабатываемого отверстия, упругое обжатие осуществляют с дополнительным усилием, величину которого изменяют в продольном направлении и определяют по формуле
tЛР,,Де
где Р - радиальное усилие обжатия детали по наружной поверхности;
Л Р - изменение Р на отрезке АI детали длиной I;
s - величина отклонения реального профиля отверстия от идеального цилиндрического в одном поперечном сечении; Д е - изменение е на отрезке А I; К - коэффициент пропорциональности определяется из формулы
рмакс pN
мин
40
С.МЭКС
где РГ
такс
Рг
- максимальное и минимальное усилие Рг по длине детали в процессе обработки.
45
Ј тах, мм
0,072
0,05
0,015
Jj
. Q.
Г
CM
Ч
о)
I
КЛ
SS
Фт 5
Ј
N
s
ggSSS5
v
sssss
- 4V44VNS
LXXXXXXX
41
CL
PfcJ
в
Зегла/н
Фиг. //
