Изобретение относится к технологии машиностроения, в частности к способам восстановления и упрочнения изношенных поверхностей деталей и может быть использовано для получения на поверхностях изделий покрытий с заданными свойствами, например, износостойких, коррозионно- стойких.
.Целью изобретения является повышение покрытия за счет обеспечения оптимального термомеханического режима их нанесения.
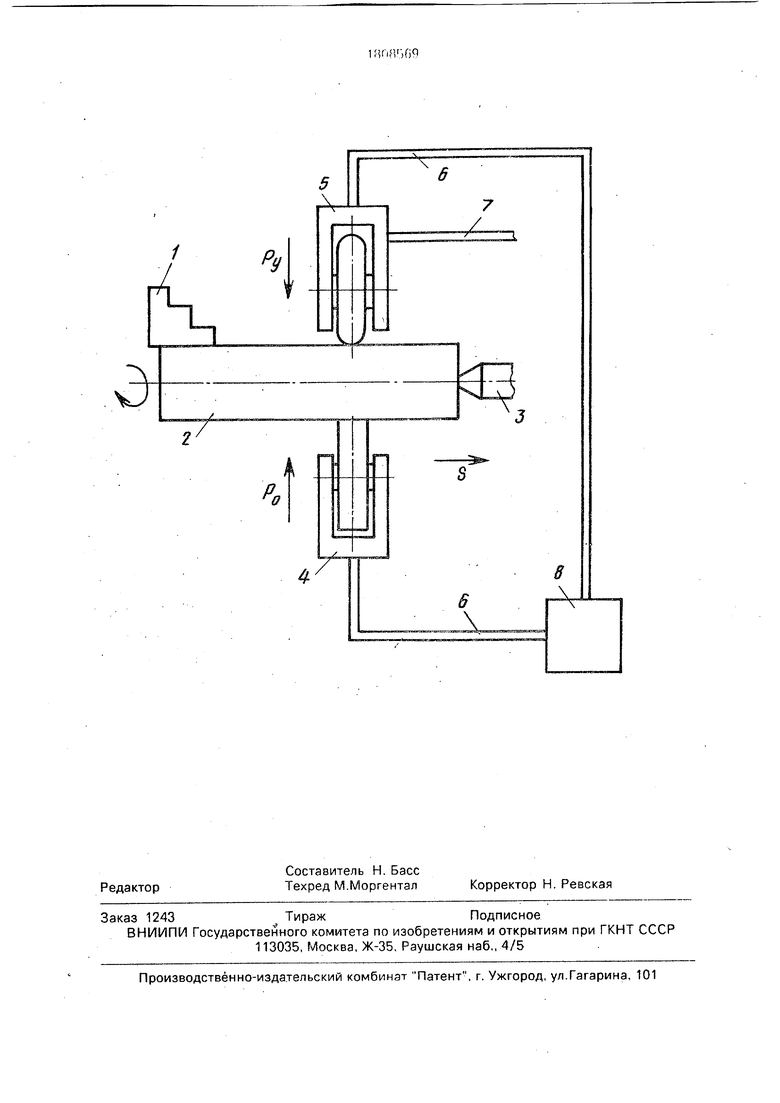
На чертеже изображена схема устройства для реализации способа нанесения покрытия на детали.
В патрон 1 токарного станка устанавливают деталь 2 и поджимают ее центром 3. Силовые головки с хромоникелевым роликом 4 и упрочняющим роликом 5 устанавливают диаметрально относительно детали 2.
К головкам подключены шины 6 для пропускания между роликами электрического тока. С целью повышения стойкости упрочняющего ролика 5 к нему подведена система охлаждения 7. С помощью механизма поперечной подачи станка (не показан) производят сближение роликов с деталью до их касания. Величины сил поджима роликов с деталью, в соответствии с приведенными неравенствами, регулируют с помощью пружинных механизмов, установленных на силовых головках. После включения оборотов шпинделя станка включается установка технологического тока 8 и производится обработка детали.
П р и м е р. На деталь из стали ШХ-15 HRC 58 наносили покрытие из хромоникелевого сплава КХН-15Р. Материал детали и ролика из хромоникелевого сплава КХН- 15Р, а также детали и упрочняющего ролика
00
о
00
ся о ю
удовлетворяли определенным соотношениям. При этом ролик из хромоникелевого сплава и упрочняющий ролик устанавливали диаметрально относительно детали. Задавали продольную подачу суппорта токарного станка 5Пр 0,7 мм/об и частоту вращения обрабатываемой детали п 63 . Радиус и длина обрабатываемой детали соответственно 10 и 45 мм. Исходя из заданной производительности Q 60 мм /с и зная значения табличных величин хромо- никелевого ролика С 600 Дж/кг.К; Тпл --1726 К; Тем 1473 К; L 284323 Дж/кг; а 0,25; /3 0,5; рм 8,1 ЮЗ кг/м3; R р 0,025 Ом. В 16мм; 00 73мм; 01 70мм, определяли значение силы электрического тока, необходимого для реализации данного процесса нанесения хромоникелевого покрытия на обрабатываемую деталь. Затем, исходя из определенных соотношений, устанавливали усилие поджима ролика из хромоникелевого сплава и усилие поджима упрочняющего ролика из сплава В Кб к детали.
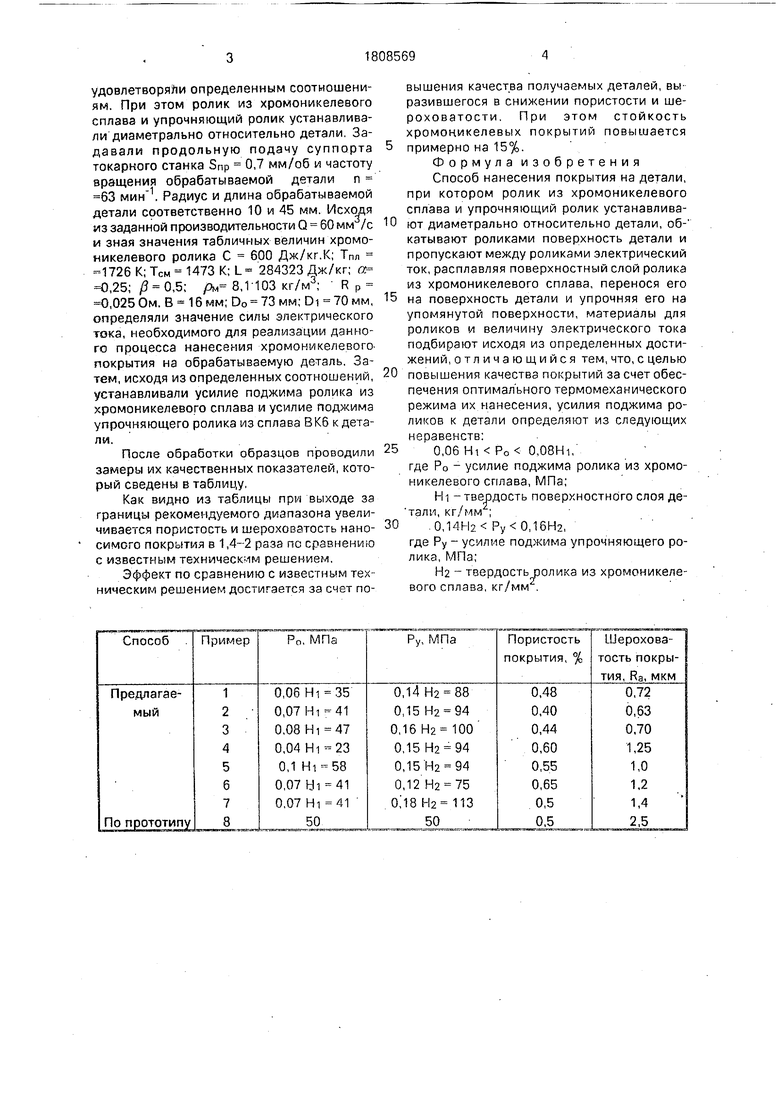
После обработки образцов проводили замеры их качественных показателей, который сведены в таблицу,
Как видно из таблицы при выходе за границы рекомендуемого диапазона увеличивается пористость и шероховатость наносимого покрытия в 1,4-2 раза по сравнению с известным техническим решением.
Эффект по сравнению с известным техническим решением достигается за счет по0
5
0
5
0
вышения качества получаемых деталей, выразившегося в снижении пористости и шероховатости. При этом стойкость хромоникелевых покрытий повышается примерно на 15%.
Формула изобретения
Способ нанесения покрытия на детали, при котором ролик из хромоникелевого сплава и упрочняющий ролик устанавливают диаметрально относительно детали, об- катывают роликами поверхность детали и пропускают между роликами электрический ток, расплавляя поверхностный слой ролика из хромоникелевого сплава, перенося его на поверхность детали и упрочняя его на упомянутой поверхности, материалы для роликов и величину электрического тока подбирают исходя из определенных достижений, отличающийся тем, что, с целью повышения качества покрытий за счет обеспечения оптимального термомеханического режима их. нанесения, усилия поджима роликов к детали определяют из следующих неравенств:
0,06 Hi Ро 0,08Hi/ где Ро - усилие поджима ролика из хромо- никелевого сплава, МПа;
Н1 - твердость поверхностного слоя де- тали, кг/мм ;
0,14Н2 ,16Н2,
где Ру - усилие поджима упрочняющего ролика, МПа;
На твердость ролика из хромоникелевого сплава, кг/мм .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытия на детали | 1990 |
|
SU1808572A1 |
| Способ нанесения покрытия на детали | 1988 |
|
SU1641547A1 |
| Токарно-упрочняющий станок | 1989 |
|
SU1726139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2482942C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2418105C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2486994C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЛИННОМЕРНОГО СТАЛЬНОГО ТЕЛА ВРАЩЕНИЯ | 2006 |
|
RU2303651C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2271910C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2480533C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2427457C1 |
Использование: в технологии машиностроения, в частности при восстановлении и упрочнении изношенных поверхностей деталей методом электромеханической обработки для получения на поверхностях деталей покрытий с заданными свойствами, например, износостойких, коррозионно- стойких. Сущность изобретения: ролик из хромоникелевого сплава и упрочняющий ролик устанавливают диаметрально относительно детали, обкатывают роликами повер- хность детали и пропускают между роликами электрический ток. Поверхностный слой ролика из хромоникелевого сплава расплавляется, переносится на поверхность детали и упрочняется на ней. Материалы для роликов, усилия их поджима к детали и величина электрического тока подбираются из определенных соотношений. Оптимальный термомеханический режим нанесения покрытий снижает их пористость. и шероховатость. 1 ил., 1 табл. - Ј
| Способ нанесения покрытия на детали | 1988 |
|
SU1641547A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
