Изобретение относится к области технологии машиностроения, в частности к способам упрочняющей обработки с нанесением многослойных покрытий, и может быть использовано при обработке поверхностей нежестких цилиндрических деталей типа вал, шток и т.п., а также при восстановлении изношенных участков деталей.
Известен способ электролитического хромирования (патент РФ №2175032, C25D 5/22, опубл. 20.10.2001 г.), включающий предварительное осаждение хрома и окончательное хромирование с механическим воздействием на катодную пленку за счет контакта обрабатываемой поверхности с хонинговальными брусками, совершающими возвратно-поступательное перемещение при вращении обрабатываемого изделия с принудительной прокачкой электролита в межэлектродном зазоре, причем перед предварительным осаждением хонинговальные бруски устанавливают с гарантированным зазором, а в процессе хонингования делают паузу в подаче технологического тока с последующим повышением плотности тока до рабочей величины.
Однако способ обработки не исключает появления остаточных напряжений растяжения, присущих хромированию, а хонингование, направленное на снижение шероховатости, выглаживая поверхность, частично снимает наносимое хромовое покрытие. Для биметаллического слоя сталь-хром, полученного электролитическим хромированием, характерны зерна крупного размера (≈1,2 мкм) со сквозными микротрещинами большой протяженности, проходящими через все покрытие. Причем на границе раздела хрома с металлом основы образуются крупные и мелкие поры, снижающие прочность сцепления покрытия с металлом основы.
В качестве прототипа принят способ нанесения многослойных покрытий (патент РФ 2228972, C25D 5/22, опубл. 20.05.2004 г.), включающий электролитическое осаждение и механическое воздействие, механическое воздействие осуществляют вибронакатыванием, причем первое вибронакатывание проводят перед электролитическим осаждением покрытия из ванны с электролитом и повторяют процесс циклами до получения требуемой толщины, после нанесения каждого последующего слоя проводят вибронакатывание через промежуток времени t=δ/υ, где: δ - общая толщина покрытия в мм, υ - скорость хромирования в мм/мин. Причем способ осуществляют по следующему режиму: зазор между анодом и обрабатываемой поверхностью не более 1,5 мм, усилие вибронакатывания Р=250÷300 Н, катодная плотность тока 6÷9·104 А/м2, скорость вращения заготовки υз=10÷30 м/мин, радиус индентора (шарика) Rинд=1,5÷2,0 мм, амплитуда колебаний индентора А=1,0÷1,5 мм, частота колебаний n=1400÷2800 мин-1, подача S=0,05÷0,15 мм/об.
Однако этот способ имеет ограниченное применение при обработке нежестких длинномерных деталей. Это обусловлено наличием неуравновешенных инерционных сил, возникающих при обработке нежестких длинномерных деталей, вызывающих большие деформации детали при обработке, и снижением производительности из-за применения одного индентора.
Решаемая задача - расширение технологических возможностей способа благодаря качественной обработке длинномерных нежестких деталей при его высокой производительности.
Технический результат - повышение качества изготовления длинномерных нежестких деталей за счет исключения деформаций, улучшения микроструктуры металла поверхностного слоя и формирования микрорельефа, а также снижения содержания водорода в поверхностном слое, который отрицательно влияет на эксплуатационные характеристики (усталостную прочность, износостойкость).
Этот технический результат достигается тем, в способе упрочняющей обработки поверхности цилиндрической детали, включающем циклическое механическое воздействие вибронакатываением и электролитическое осаждение покрытия на поверхности детали при ее вращении до получения требуемой толщины, причем первое накатывание проводят перед электролитическим осаждением покрытия, перед началом обработки в детали создают растягивающие напряжения, сохраняемые до ее окончания, электролитическое осаждение покрытия осуществляют натирающими элементами, через которые проводят циркуляцию электролита, при этом длина натирающих элементов соответствует длине натираемой поверхности детали, с наложением на них вибрации, а вибронакатывание ведут одновременно несколькими инденторами, чередующимися с натирающими элементами.
Обработка детали с созданием растягивающих напряжений при воздействии вибрирующих элементов-упрочнителей и электролитическое осаждение покрытия натирающими элементами, через которые проводят циркуляцию электролита, создает принципиально новый механизм формирования качества поверхностного слоя металла, который обеспечивает более интенсивный ускоренный и глубокий массоперенос (диффузию) элементарных частиц (на молекулярном уровне) покрытия в поверхностный слой детали, формирование мелкодисперсной регулярной микроструктуры покрытия, стабильных по поверхности характеристик микротвердости и остаточных сжимающих напряжений, регулярного микрорельефа.
Расположение натирающих покрытие вибрирующих элементов относительно друг друга через 120° по окружности вращающейся детали способствует удалению водорода, выделяющегося на поверхности детали во время нанесения гальванического покрытия.
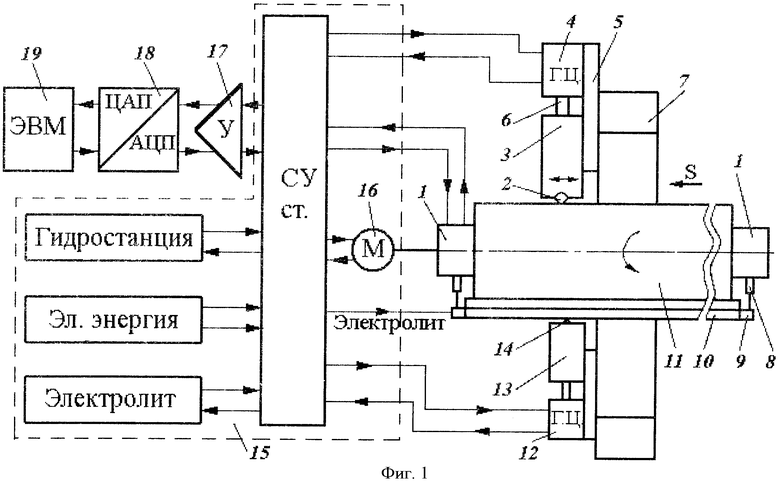
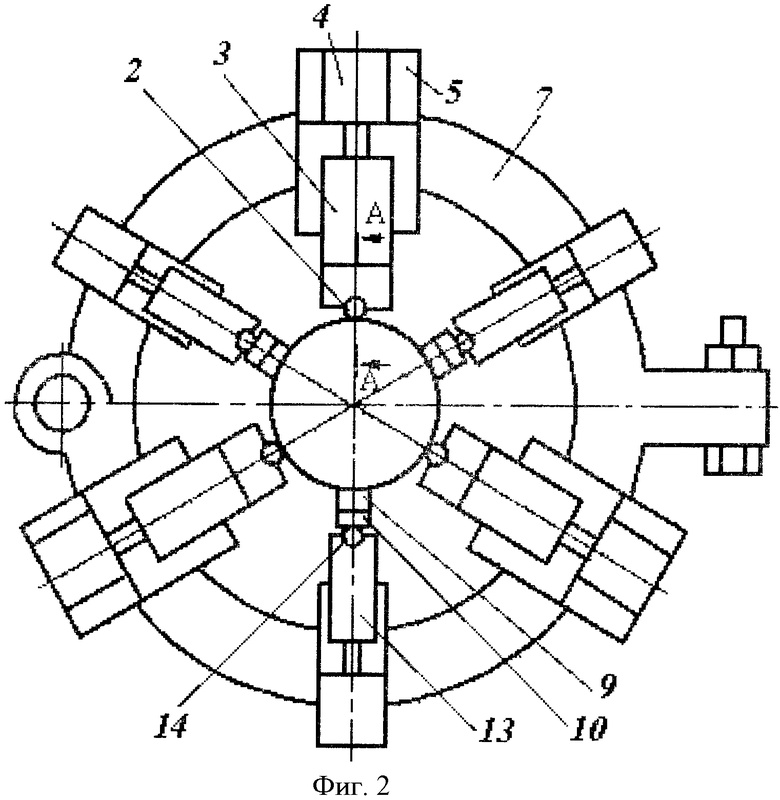
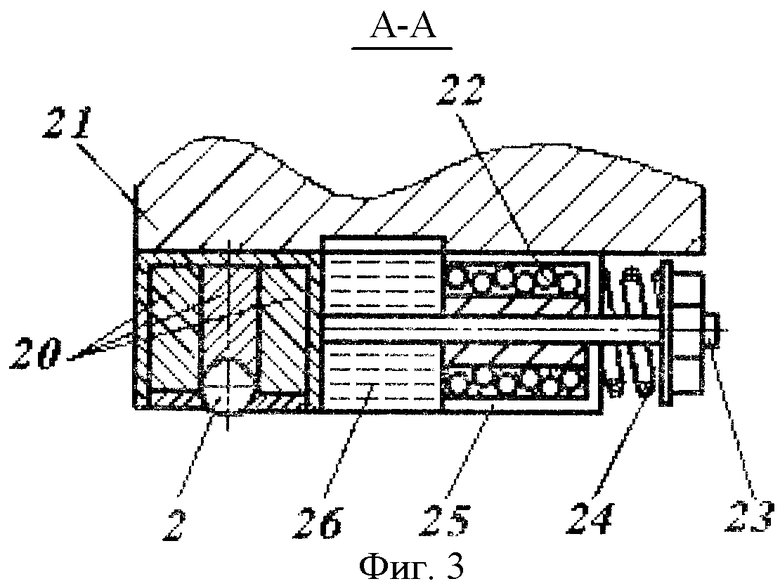
Способ может быть реализован посредством устройства, приведенного на чертежах: на фиг.1 - общий вид, на фиг.2 - рабочий узел, на фиг.3 - схема магнитострикционной головки.
Устройство включает приспособление 1 для зажима и растяжения детали с заданным усилием P1. Деформирующие инденторы (шарики) 2 установлены в оправках 3, смонтированных в гидроцилиндрах 4, закрепленных с помощью регулируемых кронштейнов 5 на штоках 6 на разъемном корпусе 7. Растяжение детали осуществляется тягами 8. Натирающие элементы 9 из пропитываемого материала, например войлока, имеют длину, соответствующую длине обрабатываемой детали, чередуются с инденторами 2 (фиг.2) и поджимаются нажимными элементами 10 к заготовке 11 посредством гидроцилиндров 12, элементов поджима 13 с роликами 14. В нажимных элементах 10 выполнены отверстия для выхода электролита к натирающим элементам 9. Система 15 управления устройством через электропривод 16 включает усилитель 17 сигналов от ЦАП/АЦП 18 и ЭВМ 19.
На фиг.3 показан вариант закрепления индентора 2 между колодками 20 корпуса 21, в котором установлены катушки 22, охватывающие шток 23 с пружиной 24, электромагнит 25 и магнитострикционный механизм 26.
Способ осуществляют следующим образом.
Заготовку 11, подлежащую обработке, тщательно промывают и устанавливают в приспособлении 1, фиксируют оправку 3 и элементы поджима 13, установленные на продольном суппорте станка с помощью разъемного корпуса 7 в начальном рабочем положении. Включают электропривод 16 системы зажима и растяжения, создающий растягивающие напряжения в заготовке 11. Затем включают устройство, подачу и одновременно систему обеспечения продольных вибраций инденторов 2, установленных в вибронакатных оправках 3, закрепленных на кронштейнах 5 и выдвигающихся к детали разъемного корпуса 7 под действием гидроцилиндров 4 двухстороннего действия, и выполняют процесс поверхностного пластического деформирования - вибронакатывание с помощью инденторов 2. Равенство давлений, регулируемое системой управления 15 в соответствии с командами внешней ЭВМ 19, и синхронность работы виброголовок обеспечивает отсутствие изгибающего момента в детали.
После выполнения процесса предварительного вибронакатывания заготовки 11 и отвода вибронакатных оправок 3 с инденторами 2 к ее поверхности подводятся и поджимаются с усилием Р2 с помощью гидроцилиндров 12 натирающие 9 и нажимные элементы 10; включается система циркуляции электролита через натирающие элементы 9, постоянный ток и начинается процесс электролитического осаждения натиранием покрытия через циркулирующий электролит на поверхность заготовки.
При этом продольный суппорт станка возвращается в исходное положение, а перемещающиеся по нажимным элементам 10 ролики 14 обеспечивают равномерный прижим с усилием Р2 вибронатирающих 9 элементов к заготовке 11.
При достижении слоя покрытия толщиной, например, для хрома (0,1…0,2)δ, где δ - общая толщина покрытия, контролируется по времени натирания или датчиками, процесс натирания прекращается, натирающие элементы отводятся в исходное положение и в работу снова включаются инденторы 2 и происходит процесс поверхностного пластического деформирования (вибронакатывания) по нанесенному слою покрытия, обеспечивая его уплотнение и формирование регулярного микрорельефа на поверхности покрытия. Затем циклы нанесения и упрочнения слоев покрытий повторяются до получения требуемой толщины покрытия.
Таким образом, происходит формирование многослойного упрочненного покрытия. Рекомендуемая максимальная толщина покрытия до 200 мкм, но возможно достижение большой толщины (до 500…1000 мкм). Однако при большей толщине покрытия снижается его качество в результате появления микротрещин и пор в наиболее отдаленных от материала основы слоях. Так как благоприятный сопутствующий фактор - остаточные напряжения сжатия распространяются неравномерно и не на всю глубину слоя, их действие, суммируясь, ослабевает при удалении от материала основы.
Поддержание требуемых значений давлений в гидроцилиндрах 4 и 12 виброголовок и нажимных 10 и натирающих 9 элементов, скорости вращения заготовки, растягивающих усилий, создающих благоприятное напряженное состояние в заготовке, обеспечивается благодаря наличию обратной связи между системами станка, осуществляемой соответствующими датчиками (на схеме не показаны), и ЭВМ 19 через усилитель 11 и аналого-цифровой/цифроаналоговый преобразователь 18.
Вибрация с заданной частотой инденторов 2 и натирающих элементов 9 может осуществляться от специального электропривода через кулачковую систему рычагов (не показаны) или с помощью магнитострикционного преобразователя, встроенного в оправки 3 инденторов 2 и натирающих элементов 9.
При вибронакатывании управляющий сигнал на возвратно-поступательное движение индентора 2 поступает на электромагнит 25. Под действием магнитного поля магнитострикционный материал 26 изменяет свою длину на величину, прямо пропорциональную магнитному потоку и, соответственно, подводимому напряжению. При уменьшении длины магнитострикционного материала шток 23 под действием пружины 24, предварительно нагруженной, перемещает корпус 21 с индентором 2 вправо (по схеме). После снятия напряжения с электромагнита 25 головка с индентором 2 перемещается влево. Таким образом, появляется возможность регулирования закона перемещений индентора при вибронакатывании.
Пример осуществления способа.
Исследования проводились на образцах типа вал из сталей 30ХГСА, 40Х. Образцы обрабатывались до диаметров 30 и 50 мм с шероховатостью поверхности Rа=0,8÷1,25 мкм, затем они подвергались обезжириванию, промывке в горячей и холодной воде, анодной обработке - стандартные операции по подготовке поверхности под хромирование.
Режимы вибронакатывания: усилие на индентор Р=250÷300 Н, радиус алмазного индентора Rинд=1,5÷2,0 мм, частота колебаний nк=1400÷2800 мин-1, амплитуда колебаний 1,0÷1,5 мм, скорость вращения образца (заготовки) υз=20÷40 м/мин, продольная подача S=0,5÷0,15 мм/об, растягивающие напряжения в заготовке σраст≤(0,8÷0,9)σт, где σт - предел текучести обрабатываемого материала.
Режим электролитического натирания хрома: электролит стандартный (хромовый ангидрид 250 г/л, серная кислота 2,5 г/л и другие компоненты), температура 62°С, катодная плотность тока 8·10 А/м2, скорость протока (циркуляции) электролита υэ=3,0÷3,2 м/с, скорость натирания (осаждения) хрома υн=0,004÷0,005 мм/мин, усилие прижима натирающих элементов Рн=50÷150 Н, частота и амплитуда колебаний соответственно 1400÷2800 мин-1 и 1,0÷1,5 мм.
Рекомендуемая толщина наносимого покрытия δ≤200 мкм, при δ>200 мкм (500÷1000 мкм) качество наносимого покрытия ухудшается, например, по критерию прочности сцепления его с нижележащими слоями в 2÷5 и более раз.
Данная обработка обеспечивает формирование антифрикционного упрочненного слоя на обрабатываемых заготовках с регулярной шероховатостью Rа=0,2÷0,6 мкм, микротвердостью Hµ=9200÷9600 МПа, остаточными напряжениями сжатия σсж=400÷800 МПа.
Технологический процесс нанесения и упрочнения хромового покрытия на заготовку состоит из следующих операций:
1. Подготовка поверхности заготовки 11 под покрытие: стандартные операции механической обработки (шлифование Rа=0,8÷1,25 мкм, обезжиривание, промывка в горячей и холодной воде, анодная обработка);
2. Установка заготовки 11 на станок в приспособление 1;
3. Включают электропривод 16, обеспечивающий зажим и растяжение заготовки, создавая в ней растягивающие напряжения в пределах σраст≤(0,8÷0,9)σт (для сталей 30ХГСА, 40Х σраcт=650÷700 МПа);
4. Подводят к поверхности заготовки вибронакатные оправки 3 с инденторами 2 с помощью гидроцилиндров 4, обеспечивая поджим инденторов 2 к поверхности заготовки с усилием Р=300 Н;
5. Включают станок: вращение заготовки, продольную подачу суппорта с кронштейном и устройство вибрации головок с инденторами 2 и выполняют процесс вибронакатывания по всей длине заготовки;
6. Выключают подачу суппорта станка, включают отвод вибронакатных головок с инденторами 2 от поверхности заготовки с помощью гидроцилиндров 4;
7. Осуществляют подвод натирающих элементов 9 с усилием РН=100 Н и нажимных элементов 10 к поверхности заготовки с помощью гидроцилиндров 12;
8. Включают систему циркуляции электролита через нажимные 10 и натирающие 9 элементы приспособления, устройство их вибрации с амплитудой 1,0 мм, частотой колебаний 1400 мин-1, и одновременно включается подача обратного хода суппорта станка с вибронакатными оправками 3 и инденторами 2 для возвращения их в первоначальное (исходное) положение;
9. Осуществляется процесс хромирования (натирания) на поверхность заготовки первого слоя хрома заданной толщины δ1 в течение времени t1, где t1=δ1/υн, при скорости осаждения покрытия (хрома) из электролита υн=0,05 мм/мин;
10. Отключение системы циркуляции (подачи) электролита и вибрации натирающих 9 и нажимных 10 элементов и отвод их от поверхности заготовки с помощью гидроцилиндров 12;
11. Отключение станка - окончание первого цикла обработки (натирания первого слоя);
12. Второй цикл и последующие циклы обработки осуществляются повторением операций №4÷11 до наращивания (обеспечения) заданной толщины покрытия (δ=δ1+δ2+…δn), δ≤200 мкм.
13. Отключение станка, выключение электропривода, снятие растягивающих напряжений.
В других примерах, осуществляемых, как описанный пример, меняли значения.
При уменьшении скорости вращения заготовки υз менее 10 м/мин снижается производительность обработки, образуются места («островки») недонаклепа или совсем не подверженные вибронакатыванию.
При увеличении скорости вращения заготовки υз более 30 м/мин возможно прохождение индентора по одному и тому же месту, что вызывает перенаклеп (микротрещины, шелушение).
При уменьшении радиуса индентора Rинд менее 1,5 мм увеличивается контактное давление, что вызывает перенаклеп (микротрещины, шелушение).
При увеличении радиуса индентора Rинд более 2,0 мм уменьшается контактное давление, что отрицательно влияет на формирование остаточных напряжений сжатия, уменьшает их.
Уменьшение менее 1,0 мм и увеличение более 1,5 мм амплитуды колебаний nк, уменьшение менее 1400 мин-1 и увеличение более 2800 мин-1 частоты колебаний n уменьшение менее 0,05 мм/об и увеличение более 0,15 мм/об подачи параметры: шероховатости Ra, остаточные напряжения σост, микротвердость Hµ - не оптимальны.
Уменьшение и увеличение промежутка времени t, через который проводят вибронакатывание, не обеспечивает требуемую величину и качество покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2002 |
|
RU2228972C1 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Способ восстановления деталей из высокопрочных сталей | 1986 |
|
SU1350180A2 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175032C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 2020 |
|
RU2762695C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2574158C1 |
Изобретение относится к области технологии машиностроения, в частности к способам упрочняющей обработки с нанесением многослойных покрытий, и может быть использовано при обработке поверхностей нежестких цилиндрических деталей типа вал, шток и т.п., а также при восстановлении изношенных участков деталей. Способ включает циклическое механическое воздействие вибронакатываением и электролитическое осаждение покрытия на поверхности детали при ее вращении до получения требуемой толщины, причем первое накатывание проводят перед электролитическим осаждением покрытия, при этом перед началом обработки в детали создают растягивающие напряжения, сохраняемые до ее окончания, электролитическое осаждение покрытия осуществляют натирающими элементами, через которые проводят циркуляцию электролита, при этом длина натирающих элементов соответствует длине натираемой поверхности детали с наложением на них вибрации, а вибронакатывание ведут одновременно несколькими инденторами, чередующимися с натирающими элементами. Технический результат - повышение качества деталей за счет исключения деформаций, улучшения микроструктуры металла поверхностного слоя и формирования микрорельефа, а также снижения содержания водорода в поверхностном слое, который отрицательно влияет на эксплуатационные характеристики. 3 ил.
Способ упрочняющей обработки поверхности цилиндрической детали, включающий циклическое механическое воздействие вибронакатываением и электролитическое осаждение покрытия на поверхности детали при ее вращении до получения требуемой толщины, причем первое накатывание проводят перед электролитическим осаждением покрытия, отличающийся тем, что перед началом обработки в детали создают растягивающие напряжения, сохраняемые до ее окончания, электролитическое осаждение покрытия осуществляют натирающими элементами, через которые проводят циркуляцию электролита, при этом длина натирающих элементов соответствует длине натираемой поверхности детали, с наложением на них вибрации, а вибронакатывание ведут одновременно несколькими инденторами, чередующимися с натирающими элементами.
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2002 |
|
RU2228972C1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Способ обработки стальных изделий | 1982 |
|
SU1118717A1 |
| EP 0915182 A1, 12.05.1999. | |||

