1
Изобретение относится к сварочному производству, в частности к термитной сварке арматуры строительных конструкций в условиях монтажа.
Целью изобретения является повышение производительности и качества при сварке строительных конструкций в монтажных условиях.
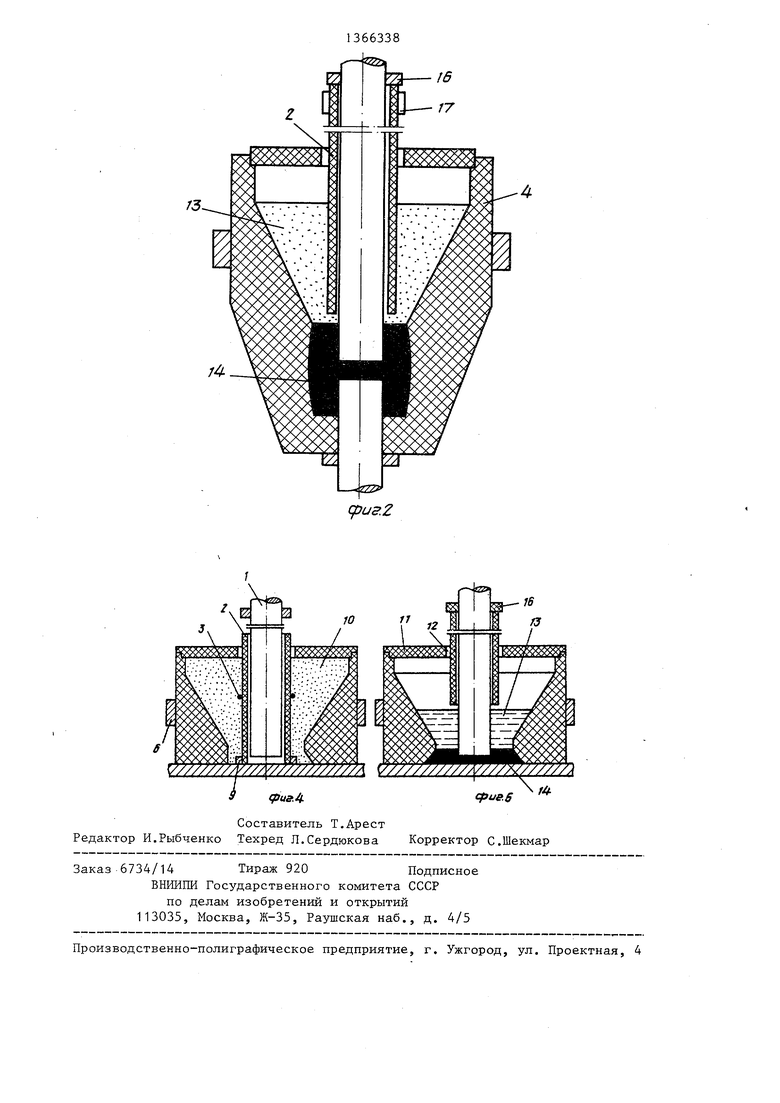
На фиг. 1 представлена подготовительная стадия сварки по предлагаемому способу со свариваемыми элементами в виде стержнейJ на фиг,-2 - стадия предлагаемого способа сварки стержней после проведения термитной реакции, разделения образовавшегося расплава на металл и шлак и выведения втулки за пределы сварочной ванны; на фиг. 3 - то же, с выводом втулки за пределы жидкого шлака на фи1 . 4 - подготовительная стадия сварки со свариваемыми элементами в виде стержня и пластины;на фиг.5- стадия сварки стержня и пластины после проведения термитной реакции с выводом втулки за пределы жидкого шлака,
На свариваемые элементы, например стержни 1, устанавливают разъемную по длине втулку 2 из огнеупорного материала, например графи га. Внутренний диаметр втулки на 1-2 мм больше диаметра охватываемых ею стержней 1. Части втулки скрепляются проволочными скрутками или пружинными кольцами 3,
На стержнях 1 монтируют разъемную форму 4 таким образом, чтобы торец втулки 2 упирался в дно 5 формы 4. Форма 4 скрепляется хомутом 6 и фиксируется на стержне с помощью упора 7.
При сварке стержня с пластиной втулку 2 устанавливают на стержень до соприкосновения торца втулки с пластиной (фиг. 4).
На дно 5 формы 4 насыпается слой флюса 8, используемого для дуговой сварки углеродистых сталей, например, марки АН-348 или ОСЦ-4, Возможно применение любого другого флюса аналогичного класса.
Вместо слоя флюса можно использо вать флюсовые шайбы 9, представляю- ш;ие собой спрессованный флюс на неорганической связке, например, из жидкого стекла (фиг. 4).
Количество флюса, используемого в виде насыпного слоя или шайбы.
3663382
должно быть таким, чтобы расплавленный флюс прилегал к боковой поверхности торцовой части втулки 2 и покрывал все дно 5 формы 4 слоем толщиной 1,0-1,5 мм. Между формой 4 и втулкой 2 засыпают термитную смесь 10. Форму 4 закрывают составной крьш:- кой 11, в которой имеется отверстие
10 12 для выхода газов и возможности перемеш;ения втулки 2,
Одним из известных способов поджигают термитную смесь 10. После прохождения термитной реакции, образо15 вания расплава и разделения его на жидкий шлак 13 и жидкий металл с образованием сварочной ванны 14 в полости 15 формы 4 выводят втулку 2 за пределы сварочной ванны 14 до упо2Q ра 16. Упор 16 устанавливается в свариваемом стержне в положении, определяемом размерами формы и свариваемых элементов, объемом сварочной ванны и величиной вылета стержней 1.
25 Втулка 2 может быть извлечена из сварочной ванны 14 таким образом, чтобы ее торец находился над поверхностью сварочной ванны (фиг. 2), либо, если позволяет вылет стержней,
30 Д поверхностью жидкого шлака 13 (фиг. 3). В последнем случае срок службы втулки увеличивается, так как устраняется вероятность ее повреждения при скалывании твердого шлака. В период прохождения термитной реакции выделяющееся тепло через втулку 2 передается свариваемым элементам 1. Их нагрев в зависимости от количества термитной смеси 10
составляет 800-1100 С. Поэтому,как только начинается перемещение втулки 2, перегретый металл сварочной ванны 14 входит в контакт с подогретыми свариваемыми элементами 1.
Поверхности стержней подплавляют- ся, что приводит в последующем к совместной кристаллизации металла сварочной ванны 14 и металла свариваег 1х элементов при минимальном количестве шлаковых включений, в результате чего обеспечивается качественное сварное соединение.
35
45
50
В процессе термитной реакции вы- деляющееся тепло расплавляет слой флюса 8 или флюсовые шайбы 9, расплавленный флюс покрывает дно 5 формы 4, смачивает боковую поверхность торцовой части втулки 2 и за;/
JO
а-
16
17
12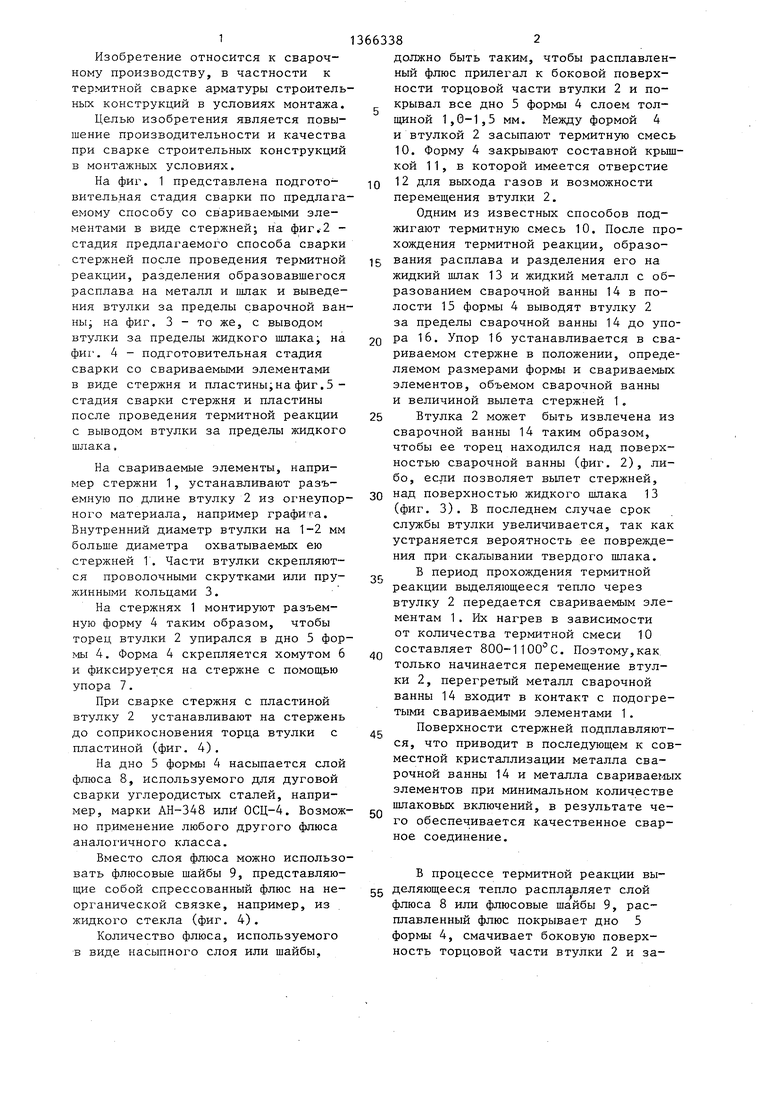

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для термитной сварки | 1987 |
|
SU1426729A1 |
| Способ термитной сварки | 1985 |
|
SU1299748A1 |
| Способ подводной мокрой сварки и резки с порошковой проволокой и флюсовой лентой | 2021 |
|
RU2771341C1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| Способ термитной сварки | 1988 |
|
SU1593850A1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Способ контактной сварки | 1985 |
|
SU1430208A1 |
| Способ термитной сварки в горизонтальной плоскости | 1990 |
|
SU1779513A1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
Изобретение относится к свароч ному производству, в частности к термитной сварке арматуры строитель ных конструкций в условиях монтажа. Целью изобретения является повыше/ /4 ние производительности и качества при сварке строительных конструкций в монтажных условиях. На свариваемые элементы 1 устанавливают втулку 2 из огнеупорного материала, например графита,таким образом, чтобы ее торец упирался в дно формы 4, устанавливаемой на свариваемые элементы. На дно формы насыпают слой флюса и термитную смес.ь. После прохождения термитной реакции и разделения расплава на шлак и металл втулку извлекают за пределы сварочной ванны 14. Сварка стержней арматуры по данному способу позволяет сократить время на подготовительные операции, что повьш1ает производительность сварки. Уменьшаются также шлаковые включения в сварном соединении. 5 ил. S (Л оо а 05 оо со ос
фиг.1
/«
(puaZ
фиаЛ
16
.S
/«
| Способ термитной сварки | 1985 |
|
SU1299748A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
