Изобретение относится к способам индукционной пайки металлических деталей и может применяться для соединения пайкой деталей, различающихся по размерам и массе, в том числе, тонкостенных, в частности, может быть использовано при изготовлении гильз-держателей микрокриогенных систем фотоприемных устройств (ФПУ).
Известно использование индукционного нагрева при пайке металлических деталей, который обеспечивается за счет возникновения теплового эффекта в соединяемых деталях и припое под действием электромагнитного поля. [Вологдин В.В. и др. Индукционная пайка. - Л.: Машиностроение, 1989. 68 с.].
Известно применение флюса в зоне пайки для удаления окислов и загрязнений в области паяного шва, уменьшения поверхностного натяжения, улучшения смачиваемости и растекания припоя [Лашко С.В., Лашко Н.Ф. Пайка металлов. - М.: Машиностроение, 1988 с. 140-173].
Известен способ индукционной пайки, включающий нагрев соединяемых деталей с помощью индуктора до расплавления припоя, при котором соединяемые детали размещают на электропроводной подложке, которую одновременно с соединяемыми деталями нагревают с помощью индуктора, при этом обеспечивают преимущественный нагрев индуктором подложки [Патент РФ RU 2296037 С2, B23K 1/002 B23K 3/04, опубл. 27.03.2007, бюл. №9].
Недостаток этого способа состоит в том, что преимущественно нагревается токопроводящая подложка, от которой за счет теплопередачи происходит основной нагрев соединяемых деталей до температуры плавления припоя. Это не позволяет обеспечить равномерность нагрева соединяемых деталей, особенно если они выполняются из материалов с низкой теплопроводностью, а также из разнородных материалов с различными теплофизическими характеристиками, как это, например, имеет место при изготовлении держателей микрокриогенных систем ФПУ. Способ не позволяет защитить детали от окисления при нагревании.
Известен способ индукционной пайки деталей, при котором размещают ленту припоя на плоскости соединения по контуру между соединяемыми деталями, оказывают равномерное давление на соединяемые детали, регулируют цикл нагрева посредством контура регулирования и путем локализации нагрева посредством индуктора, форма которого наиболее близко соответствует форме плоскости соединения припаиваемых деталей. [Патент РФ RU 2570861 С2, B23K 1/002, опубл. 10.12.2015, бюл. №25].
Одним из недостатков такого способа является то, что необходимо оказывать давление на соединяемые детали, что не всегда возможно при сложной конфигурации деталей, кроме того существует возможность возникновения деформаций (прежде всего, для тонкостенных деталей) или смещения деталей из-за оказываемого давления. Другим недостатком способа является отсутствие защиты от возможного окисления поверхностей деталей и припоя, снижающего прочность соединения и приводящего к нарушению герметичности паяного шва.
Известен способ индукционной пайки, выбранный в качестве ближайшего аналога (прототипа), при котором индуктор, а также соединяемые детали изделия и припой размещают в вакуумной камере, защищая тем самым детали и припой от окисления, выполняют нагрев изделия по заданной программе, при этом для нагрева используют медный водоохлаждаемый индуктор [Патент РФ RU 2758710 С2, B23K 1/002, опубл. 30.06.2021 бюл. №19].
Недостатком этого способа является применение сложного оборудования для защиты соединяемых деталей и припоя от окисления, а именно - вакуумной камеры, а также применение водяного охлаждения индуктора. Кроме того, в вакууме остывание деталей происходит медленнее, чем на воздухе, что увеличивает время, необходимое для проведения операции пайки. Размещение деталей и индуктора в вакуумной камере ограничивает свободное пространство и затрудняет манипуляции с ними, в частности, выставление зазора между деталями и индуктором.
Задачей предлагаемого изобретения является обеспечение возможности осуществления индукционной пайки деталей, в том числе тонкостенных, для которых требуется герметичность соединения и не допускается окисление поверхностей, без использования вакуумной камеры.
Технический результат изобретения состоит в упрощении процесса индукционной пайки при сохранении качества получаемого соединения, сокращении времени пайки, повышении удобства работы.
Сущность изобретения заключается в том, что в способе индукционной пайки, включающем нагрев соединяемых деталей по заданной программе с помощью индуктора до расплавления припоя, при котором соединяемые детали изделия и припой защищают от окисления, в отличие от известного, защиту соединяемых деталей и припоя от окисления осуществляют при помощи флюса, нанося флюс перед началом пайки на все поверхности соединяемых деталей и покрывая их флюсом полностью, а не только в местах соединения, при этом программа нагрева включает выдержку соединяемых деталей, флюса и припоя при температуре оптимального смачивания флюса, которая должна быть ниже температуры плавления припоя.
Для пайки может быть использован припой, температура плавления которого ниже температуры высокого отпуска сталей.
Соединяемые детали могут быть размещены на вспомогательной тонкостенной детали.
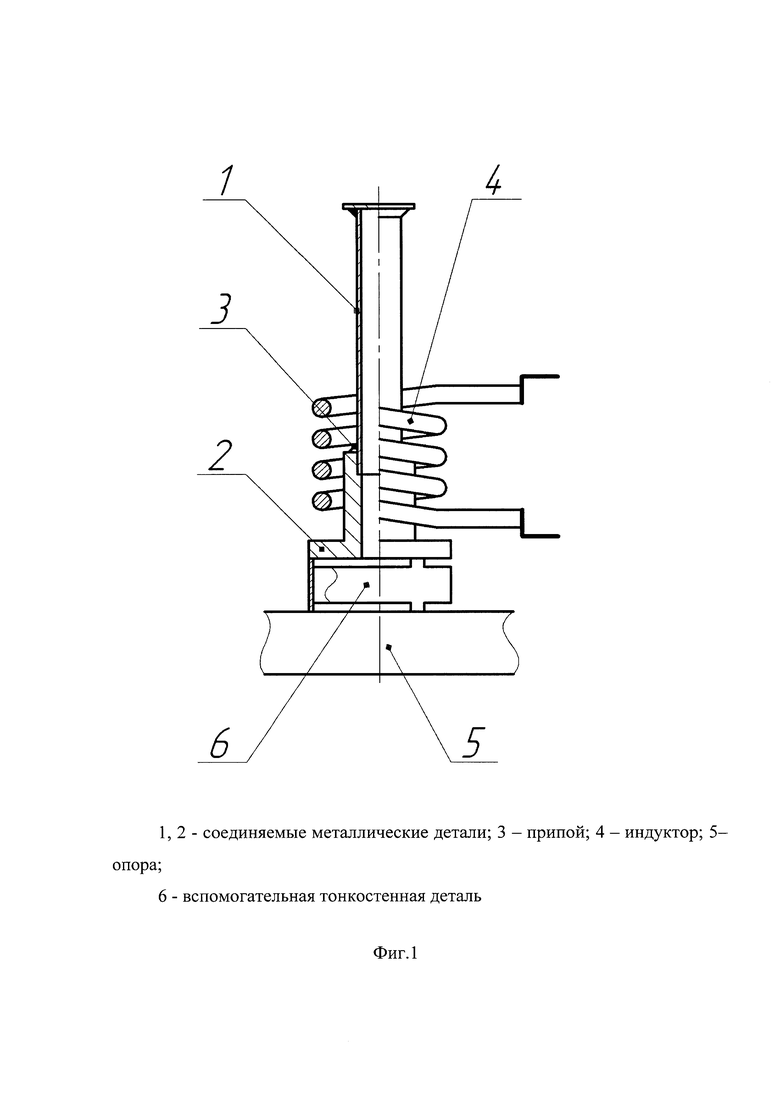
Фиг. 1 иллюстрирует конкретный пример реализации предложенного способа. На Фиг. 1 показаны: соединяемые металлические детали 1 и 2, припой 3, индуктор 4, опора 5, вспомогательная тонкостенная деталь 6.
Конкретная реализация изобретения может быть осуществлена следующим образом. Соединяемые детали 1 и 2 и припой 3 размещают в контуре индуктора 4 на опоре 5. В частном случае соединяемые детали размещают на опоре 5 через промежуточную тонкостенную деталь 6. Использование вспомогательной тонкостенной детали 6, устанавливаемой на опору 5 позволяет снизить теплопередачу от соединяемых деталей к опоре, что обеспечивает большую эффективность и равномерность нагрева. Деталь 6 может быть изготовлена из материала с низкой теплопроводностью (например, из керамики). Соединяемые пайкой детали могут быть изготовлены из нержавеющей стали, например, из стали марки 12Х18Н10Т или из другого сплава, например, из ковара марки 29НК-ВИ. При этом возможно соединять детали из разных материалов. Перед началом пайки для защиты от воздействия окружающей среды и улучшения распространения расплавленного припоя, на поверхности соединяемых деталей 1 и 2, а также на припой наносят флюс. При этом флюсом покрываются все поверхности деталей полностью, а не только участки в зоне пайки. В качестве припоя используют высокотемпературный припой марки ПСр40, в качестве флюса - высокотемпературный паяльный флюс марки ПВ-284Х. Согласно известным рекомендациям [см., например Лашко С.В., Лашко Н.Ф. Пайка металлов. - М: Машиностроение, 1988] флюс ПВ248Х применяют в форме водного или спиртового раствора. Затем при помощи индуктора нагревают с заданной скоростью соединяемые детали, припой и флюс до температуры, при которой раствор флюса обладает наилучшим смачиванием - способностью поддерживать контакт с твердой поверхностью за счет сил межмолекулярного взаимодействия (в настоящем примере данная температура составляет 420°С). Осуществляют выдержку деталей при данной температуре около 2 мин, а затем нагревают их до температуры плавления припоя. В данном примере температура окончательного нагрева составляет 595-605°С. Затем нагрев отключают, после чего детали остывают до комнатной температуры, и остатки флюса удаляют в слабом растворе гидроксида натрия. При значительных габаритах деталей их охлаждение может быть принудительным. Использование припоя марки ПСр40 в данном примере определяется материалом соединяемых деталей. Важной особенностью припоя ПСр40 является то, что его использование позволяет осуществлять пайку при температуре ниже температуры высокого отпуска сталей. При этом, марки припоя и флюса, режимы нагрева не ограничиваются приведенным примером - в зависимости от материалов, размеров и конфигурации соединяемых деталей они могут быть иными.
Для ряда изделий, например, таких как держатели микрокриогенных систем ФПУ, важно не только обеспечить получение прочного и герметичного соединения в области пайки, но и не допустить окисления поверхностей деталей изделия, которое активизируется при контакте детали с воздухом в процессе нагрева. Преимуществом предлагаемого способа по сравнению со способом-прототипом является возможность проведения пайки на открытом воздухе, без использования сложного специального оборудования, как-то, вакуумной камеры. Это дает возможность быстрее остывать деталям после нагрева и сокращает время проведения операции пайки. За счет удобства доступа к соединяемым деталям и индуктору можно точнее и равномернее выставить зазор между индуктором и деталями, что обеспечивает скорость и равномерность нагрева и, соответственно, высокое качество паяного шва.
Способ опробован на практике для соединения тонкостенных деталей из разнородных материалов, в частности, для соединения пайкой деталей гильз-держателей микрокриогенных систем ФПУ. Способ обеспечивает необходимую герметичность соединения. Проверка герметичности изготовленных с применением данного способа держателей ФПУ с использованием вакуумного течеискателя показала, что они обеспечивают скорость натекания газа (гелия) в рабочую полость течеискателя менее 10-12 (мбар⋅л)/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционной пайки | 2024 |
|
RU2832127C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
| СПОСОБ СОЕДИНЕНИЯ ВЕНТИЛИРУЕМОЙ ПРИЦЕЛЬНОЙ ПЛАНКИ СО СТВОЛОМ РУЖЬЯ | 1997 |
|
RU2118779C1 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ПРОСТАЯ И МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПАЙКИ | 2011 |
|
RU2570861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |
| Способ вакуумной капиллярной пайки | 1989 |
|
SU1639902A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Способ пайки изделий из нержавеющей стали | 1982 |
|
SU1061948A1 |
| Полуавтоматическая установка для индукционной пайки кабельных сборок СВЧ | 2022 |
|
RU2815772C1 |
Изобретение относится к способам индукционной пайки металлических деталей, в том числе тонкостенных. Защиту соединяемых деталей и припоя от окисления осуществляют при помощи флюса, раствор которого предварительно наносят на припой и на все поверхности соединяемых деталей, покрывая их флюсом полностью. Размещают соединяемые детали с припоем на опоре и нагревают их по заданной программе с помощью индуктора до расплавления припоя. Программа нагрева включает выдержку соединяемых деталей при температуре их наилучшего смачивания флюсом, но ниже температуры плавления припоя, с последующим нагревом деталей до температуры пайки. После завершения пайки охлаждают спаянные детали и удаляют остатки флюса. Для снижения теплопередачи к опоре соединяемые детали размещают на вспомогательной тонкостенной детали. Изобретение обеспечивает получение герметичного соединения без использования вакуумной камеры, не допуская окисление поверхностей деталей. 1 з.п. ф-лы, 1 ил.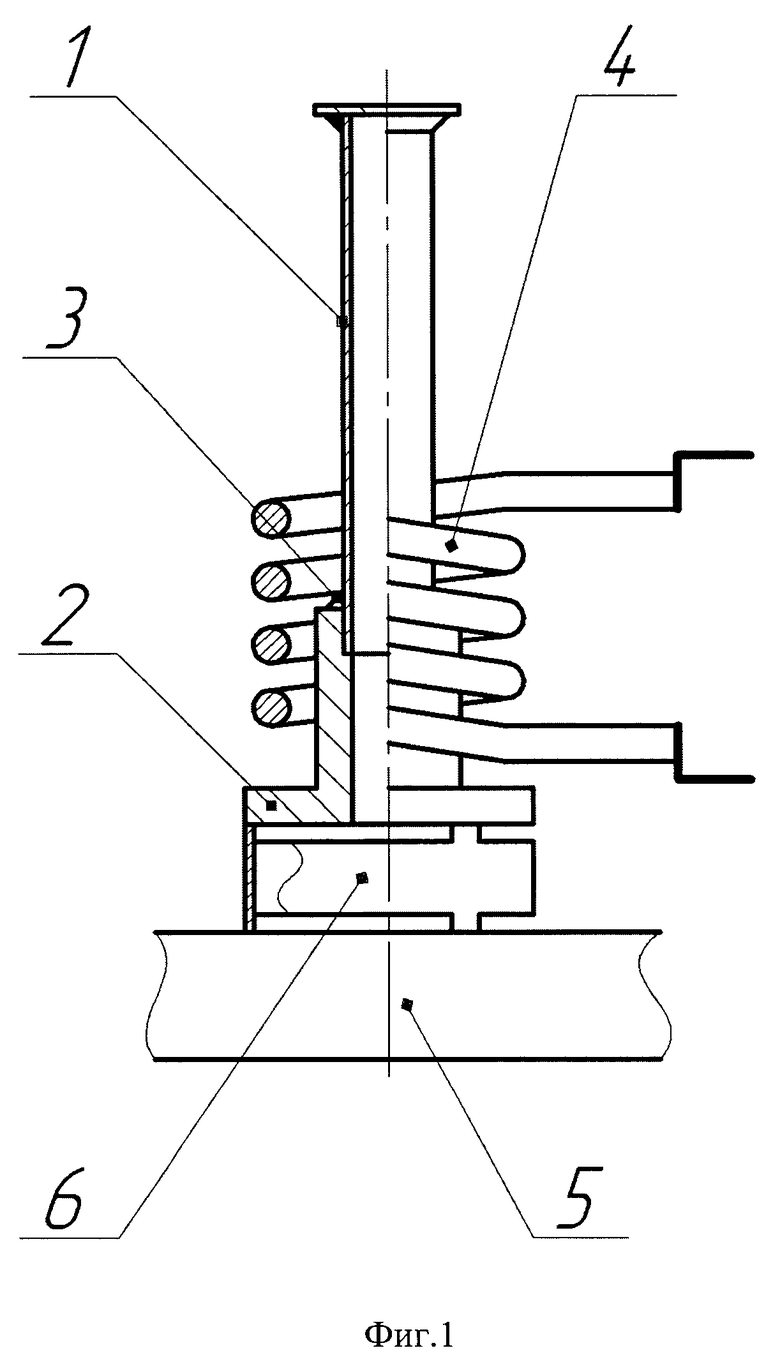
1. Способ индукционной пайки металлических деталей, включающий размещение соединяемых деталей и их нагрев по заданной программе с помощью индуктора до расплавления припоя с защитой соединяемых деталей и припоя от окисления, отличающийся тем, что защиту соединяемых деталей и припоя от окисления осуществляют при помощи флюса, причем раствор флюса предварительно наносят на припой и на все поверхности соединяемых деталей, покрывая их флюсом полностью, после чего размещают соединяемые детали с припоем на опоре, при этом программа нагрева включает выдержку соединяемых деталей при температуре их наилучшего смачивания флюсом, но ниже температуры плавления припоя, с последующим нагревом деталей до температуры пайки, после чего охлаждают спаянные детали и удаляют остатки флюса.
2. Способ по п. 1, отличающийся тем, что соединяемые детали размещают на вспомогательной тонкостенной детали, обеспечивающей снижение теплопередачи к опоре.
| СПОСОБ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПАЙКИ | 2019 |
|
RU2758710C2 |
| СПОСОБ ПАЙКИ ВОЛНОВОДНЫХ ТРАКТОВ | 2016 |
|
RU2647964C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СПОСОБ ИНДУКЦИОННОЙ ПАЙКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ПРОСТАЯ И МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПАЙКИ | 2011 |
|
RU2570861C2 |
| CN 102909449 A, 06.02.2013. | |||

