Целью изобретения является повышение производительности.
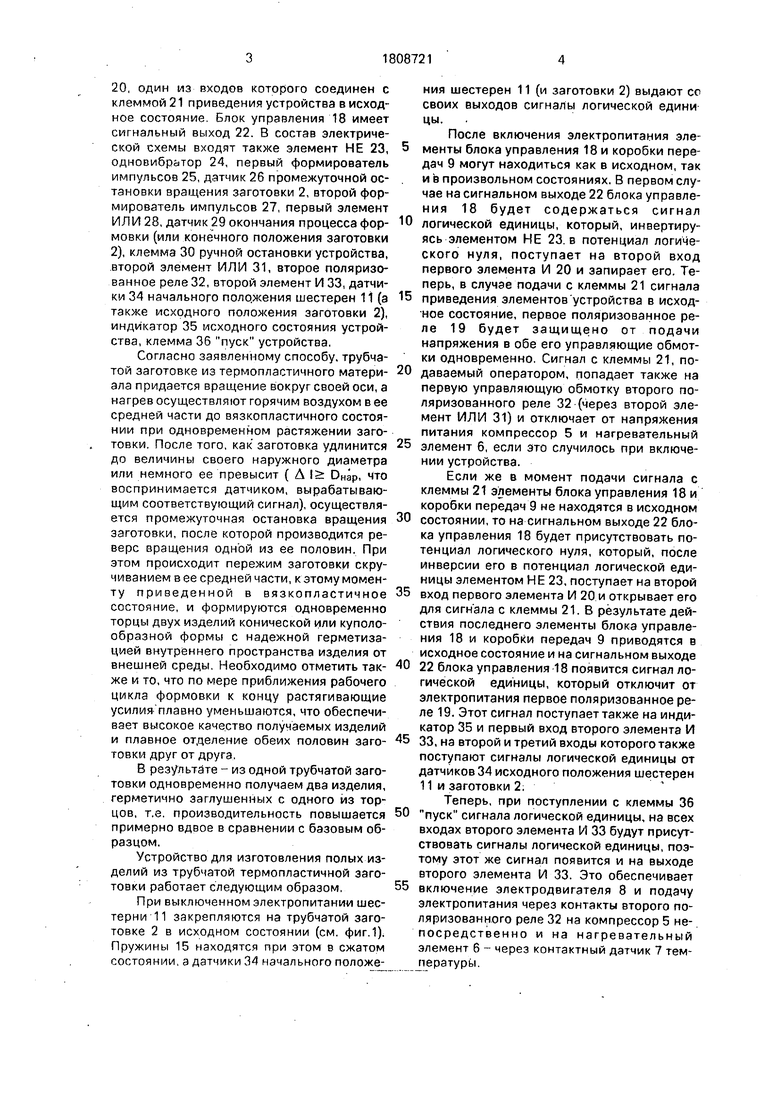
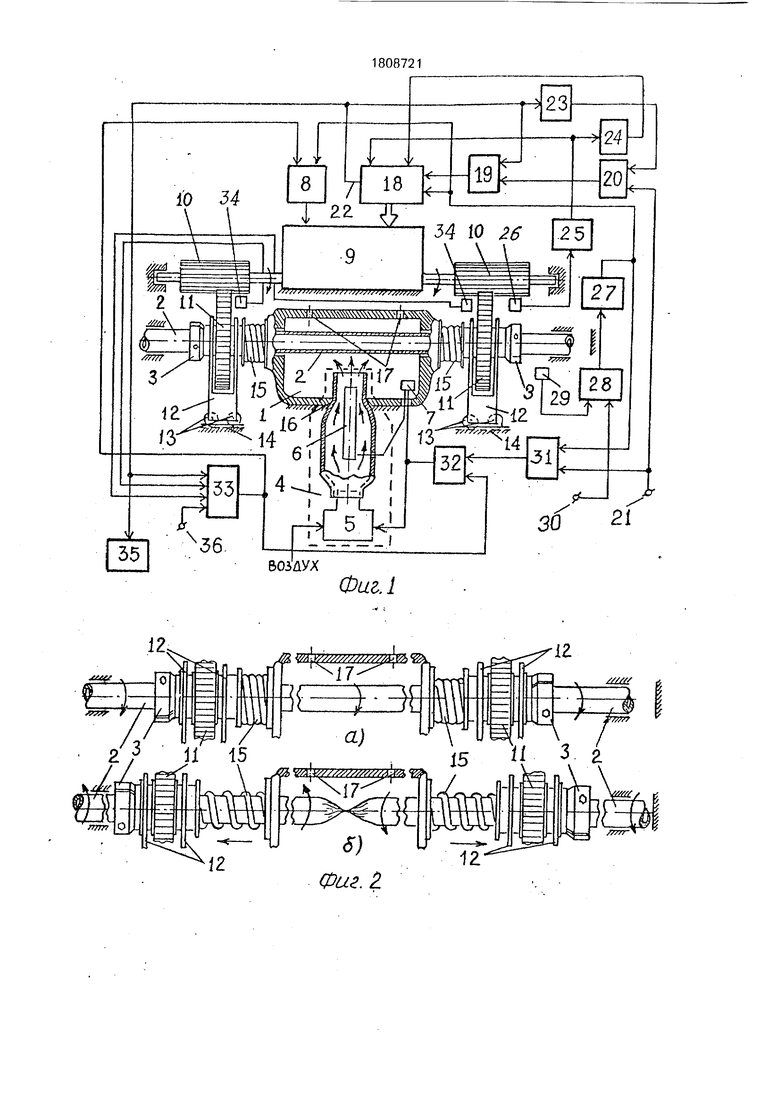
На фиг.1 (для описания в БИ) схематично изображено устройство для изготовления полых изделий из термопластичной заготовки; на фиг,2 - начальная (а) и заключительная (б) стадии формовки изделий; на фиг.З - конструкция крепления и перемещения фестерен.
Устройство для изготовления полых изделии содержит рабочую камеру 1 для размещения в ней трубчатой термопластичной заготовки 2 при ее формовании, зажимы 3 для заготовки, нагреватель воздуха 4, включающий в себя компрессор 5 и нагревательный элемент 6, контактный датчик 7 температуры, электродвигатель 8, коробку передач 9 с выходными валами в виде шестерен 10, шестерни 11, закрепленные на заготовке 2 и способные перемещаться вдоль ее оси на каретках 12 посредством колесных пар 13 в направляющих 14, пружины 15. Рабочая камера 1 снабжена входным отверстием 16 для впуска горячего воздуха и выходными воздуховыпускными отверстиями 17, В состав электрической схемы устройства входят блок управления 18, первое поляризованное реле 19, первый элемент И
4
Ю
20, один из входов которого соединен с клеммой 21 приведения устройства в исходное состояние. Блок управления 18 имеет сигнальный выход 22. В состав электрической схемы входят также элемент НЕ 23, одновибратор 24, первый формирователь импульсов 25, датчик 26 промежуточной остановки вращения заготовки 2, второй формирователь импульсов 27, первый элемент ИЛИ 28, датчик 29 окончания процесса формовки (или конечного положения заготовки 2), клемма 30 ручной остановки устройства, второй элемент ИЛИ 31, второе поляризованное реле 32, второй элемент И 33, датчики 34 начального поло.жения шестерен 11 (а также исходного положения заготовки 2), индикатор 35 исходного состояния устройства, клемма 36 пуск устройства,
Согласно заявленному способу, трубчатой заготовке из термопластичного материала придается вращение вокруг своей оси, а нагрев осуществляют горячим воздухом в ее средней части до вязкопластичного состоянии при одновременном растяжении заготовки. После того, как заготовка удлинится до величины своего наружного диаметра или немного ее превысит ( Д 1 Онар, что воспринимается датчиком, вырабатывающим соответствующий сигнал), осуществляется промежуточная остановка вращения заготовки, после которой производится реверс вращения одной из ее половин. При этом происходит пережим заготовки скручиванием в ее средней части, к этому моменту приведенной в вязкопластичное состояние, и формируются одновременно торцы двух изделий конической или куполообразной формы с надежной герметизацией внутреннего пространства изделия от внешней среды. Необходимо отметить также и то, что по мере приближения рабочего цикла формовки к концу растягивающие усилия плавно уменьшаются, что обеспечивает высокое качество получаемых изделий и плавное отделение обеих половин заготовки друг от друга,
В результате - из одной трубчатой заготовки одновременно получаем два изделия, герметично заглушенных с одного из торцов, т.е. производительность повышается примерно вдвое в сравнении с базовым образцом.
Устройство для изготовления полых изделий из трубчатой термопластичной заготовки работает следующим образом,
При выключенном электропитании шестерни 11 закрепляются на трубчатой заготовке 2 в исходном состоянии (см. фиг.1). Пружины 15 находятся при этом в сжатом состоянии, а датчики 34 начального положения шестерен 11 (и заготовки 2) выдают со своих выходов сигналы логической едини цы.
После включения электропитания элементы блока управления 18 и коробки передач 9 могут находиться как в исходном, так и в произвольном состояниях. В первом случае на сигнальном выходе 22 блока управле- ния 18 будет содержаться сигнал
логической единицы, который, инвертиру- ясь элементом НЕ 23. в потенциал логического нуля, поступает на второй вход первого элемента И 20 и запирает его. Теперь, в случае подачи с клеммы 21 сигнала
5 приведения элементов устройства в исходное состояние, первое поляризованное реле 19 будет защищено от подачи напряжения в обе его управляющие обмотки одновременно. Сигнал с клеммы 21, по0 даваемый оператором, попадает также на первую управляющую обмотку второго поляризованного реле 32 (через второй элемент ИЛИ 31) и отключает от напряжения питания компрессор 5 и нагревательный
5 элемент б, если это случилось при включении устройства.
Если же в момент подачи сигнала с клеммы 21 элементы блока управления 18 и коробки передач 9 не находятся в исходном
0 состоянии, то на сигнальном выходе 22 блока управления 18 будет присутствовать потенциал логического нуля, который, после инверсии его в потенциал логической единицы элементом НЕ 23, поступает на второй
5 вход первого элемента И 20 и открывает его для сигнала с клеммы 21. В результате действия последнего элементы блока управления 18 и коробки передач 9 приводятся в исходное состояние и на сигнальном выходе
0 22 блока управления 18 появится сигнал логической единицы, который отключит от электропитания первое поляризованное реле 19. Этот сигнал поступает также на индикатор 35 и первый вход второго элемента И
5 33, на второй и третий входы которого также поступают сигналы логической единицы от датчиков 34 исходного положения шестерен 11 и заготовки 2;
Теперь, при поступлении с клеммы 36
0 пуск сигнала логической единицы, на всех входах второго элемента И 33 будут присутствовать сигналы логической единицы, поэтому этот же сигнал появится и на выходе второго элемента И 33. Это обеспечивает
5 включение электродвигателя 8 и подачу электропитания через контакты второго поляризованного реле 32 на компрессор 5 непосредственно и на нагревательный элемент 6 - через контактный датчик 7 температуры.
При включении электродвигателя 8 вращения его вала передается на выходные ва/}ы в виде шестерен 10 и на шестерни 11, закрепленные на трубчатой заготовке 2, которая, вращаясь, постепенно прогревается горячим воздухом в своей средней части, размягчается и растягивается пружинами 15, Спустя некоторое время материал заго- точ(ки приходит в вязкопластичное состоя- ниф, а пружины 15 растянут заготовку 2 и шестерни 11 разойдутся в разные от рабочей камеры 1 стороны, Это перемещение осуществляется с помощью кареток 12, дви- гак1щихся в направляющих 14 посредством колесных пар 13.
После того, как длина заготовки, благодаря нагреву и растяжению, увеличится на величину, достаточную для того, чтобы начать формовку торцов изделий (Д l DHap.), датчик 26 промежуточной остановки вращения; заготовки вырабатывает сигнал, которыйпреобразуется первым формирователем. 25 в импульс, поступающий; на второй вход блока управления 18. Этот импульс имеет длительность, достаточную для того, чтобы блок управления 18 пре- рвай кинематическую связь между электродвигателем 8 и выходными шесте- рен атыми валами 10. Вращение заготовки в результате этого прерывается.
Ио заднему фронту импульса, прервав- шёгф вращение заготовки, одновибратор 24 вырабатывает новый импульс, поступающий на третий вход блока управления 18 и обеспечивающий через него включение вращения в противоположных направлениях выходных шестеренчатых валов 10 и обеих полфин заготовки 2.
При этом происходит формовка торцов одновременно двух изделий путем скручи- еани й и продолжающегося растяжения за- в ее средней части, где материал уже доведен до вязкопластичного состояния. Если в процессе рабочего цикла температура внутри рабочей камеры 1 превысит допустимую по технологии величину, то на- грева|тельный элемент б просто отключится от электропитания датчиком температуры 7 на то время, пока температура внутри рабочей камеры 1 не снизится до необходимой по условиям технологии. При необходимости отключение устройства может быть осу- щестМено оператором вручную через клемму 30. ручной остановки вращения и отключения устройства.
По окончании процесса разделения за- готов и пополам датчик 29 конечного положения шестерен 11 и заготовки 2 выдает сигнал логической единицы, который через первый элемент ИЛИ 28 поступает на вход
второго формирователя импульсов 27, который, в свою очередь, вырабатывает импульс, обеспечивающий включение от электропитания электродвигателя 8, блока 5 управления 18 и - через второй элемент ИЛИ 31 и второе поляризованное реле 32 - компрессора 5 и нагревательного элемента 6.
Для повышения надежности материа- 10 лом для контактного датчика 7 температуры взят сплав нитинол, обладающий температурной памятью формы и выдерживающий несколько миллионов срабатываний за счет изменения под действием температуры 5 своей кристаллической структуры.
Таким образом, описанное устройство обеспечивает в течение одного рабочего цикла изготовление одновременно двух изделий при надежной герметизации торце- 0 вых частей и получение их требуемой формы.
При этом отпадает необходимость в дорогостоящем прессолитьевом оборудовании, а материалом для заготовок служат 5 стандартные полимерные трубы, выпускаемые отечественной промышленностью. Отходов при таком производстве нет.
Стоимость заявленного устройства ниже стоимости других известных устройств 0 аналогичного назначения за счет упрощения конструкции. Этим также покрываются затраты на оплату электроэнергии. Изделия получаются высококачественными, а высокая надежность устройства позволяет изго- 5 товить несколько сотен тысяч изделий до его первого отказа. В денежном выражении подсчитать экономическую эффективность не представляется возможным из-за отсутствия соответствующих показателей по ана- 0 логам.
Формула изобретения 1. Способ изготовления полых изделий из трубчатой термопластичн ой заготовки формованием ее торца путем пережима в 5 нагретом состоянии, отличающийся тем, что, с целью повышения производительности за счет обеспечения формования одновременно двух полых изделий из одной заготовки, нагрев заготовки осуществляют 0 горячим воздухом в ее средней части до вязкопластичного состоянии при непрерывном растяжении заготовки с одновременным вращением вокруг ее оси, а после удлинения заготовки на величину равную, 5 по меньшей мере ее наружному диаметру, осуществляют формование перекручиванием заготовки в средней части путем изменения направления вращения ее одного конца, не прекращая растяжения заготовки до отделения ее половин одна от другой, при
этом величину растягивающих усилий от начала процесса формования до его конца плавно уменьшают.
2. Устройство для изготовления полых изделий из трубчатой термопластичной заготовки, содержащее рабочую камеру для размещения заготовки при формовании и зажимы для заготовки,-о тличающееся тем, что оно снабжено-нагревателем воздуха, включающим компрессор и нагреватель- ный элемент, контактным датчиком температуры, механизмом вращения заготовки вокруг ее оси, выполненным в виде связанной с двигателем коробки передач-с двумя выходными валами в виде шестерен, связанных.с зажимами заготовки посредством закрепленных на них шестерен, механизмом растяжения заготовки, выполненным в виде двух кареток с колесными парами, установленными в направляющих, и пружин, причем каретки1 кинематически связаны с шестернями, закрепленными на зажимах заготовки, для обеспечения их перемещения вдоль шестерен выходных валов коробки передач, а пружины установлены в сжатом состоянии между рабочей камерой и зажимами с шестернями, при этом рабочая камера выполнена с входными отверстиями для поступления горячего воздуха и с отверстиями для выхода воздуха, а контактный датчик температуры выполнен из сплава с температурной памятью формы и установлен в рабочей камере.
3. Устройство по п.2,.о тличающее- с я тем, что оно снабжено блоком управления, при этом первый и второй входы коробки передач связаны кинематически соответственно с валом электродвигателя и выходом блока управления, первый вход которого подключен к электропитанию через контакты первого поляризованного реле, к
первой управляющей обмотке которого через первый вход первого элемента И подключена клемма приведения устройства в исходное состояние, сигнальный выход блока управления соединен с второй управляющей обмоткой первого поляризованного реле непосредственно, а с вторым входом первого элемента И - через элемент НЕ, второй вход блока управления соединен с
выходом первого формирователя импульсов через одновибратор, соединенного также с третьим входом блока управления, вход первого формирователя импульсов соединен с датчиком промежуточной остановки
вращения заготовки, четвертый вход блока управления и вход выключения электродвигателя соединены с выходом второго формирователя импульсов, своим входом соединенного с выходом первого элемента
ИЛИ, один из входов которого соединен с датчиком окончания процесса формования заготовки, а другой - с клеммой ручной остановки устройства, выход второго формирователя импульсов и клемма приведения
устройства в исходное состояние соединены с входами второго элемента ИЛИ, выход которого соединен с первой управляющей обмоткой второго поляризованного реле, через контакты которого к электропитанию
подключены компрессор непосредственно, а нагревательный элемент - через контактный датчик температуры, размещенный в рабочей камере, вторая управляющая обмотка второго поляризованного реле и вход
включения электродвигателя соединены с датчиками начального положения шестерен, третий вход второго элемента И соединен с сигнальным выходом блока управления и индикатором исходного состояния устройства, четвертый вход второго элемента И соединен с клеммой Пуск устройства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Формирователь сигналов о предельныхОТКлОНЕНияХ пАРАМЕТРОВ Об'ЕКТА | 1976 |
|
SU824220A1 |
| Стенд для диагностирования технического состояния агрегатов трансмиссии транспортных средств | 1985 |
|
SU1411603A1 |
| Система управления правильнымАгРЕгАТОМ | 1978 |
|
SU804070A2 |
| Система управления агрегатом правки цилиндрических изделий | 1981 |
|
SU1074621A1 |
| Устройство для индикации количества магнитной ленты в аппарате магнитной записи | 1981 |
|
SU1170505A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА ПОЛИВА | 1992 |
|
RU2044470C1 |
| Способ автоматического управления процессом гибки длинномерных цилиндрических деталей и устройство для его осуществления | 1986 |
|
SU1391768A1 |
| Поплавковый уровнемер | 1990 |
|
SU1783312A1 |
| Устройство для дистанционной установки положения датчиков | 1980 |
|
SU1013912A1 |
| Устройство для автоматического переключения нагрузки с одного источника переменного тока на другой | 1989 |
|
SU1654921A1 |
Использование: изготовление изделий трубчатой формы, в частности внутрипоч- венных оросителей. Сущность изобретения: нагрев заготовки осуществляют горячим воздухом в ее средней части до вязкопла- стичного состояния при непрерывном растяжении заготовки с одновременным вращением вокруг ее оси, а после удлинения заготовки на величину равную по меньшей мере ее наружному диаметру, осуществляют формование перекручиванием заготовки в средней части путем изменения направления вращения ее одного конца, не прекращая растяжения заготовки до отделения ее половин друг от друга, при этом величину растягивающих усилий от начала процесса формования его конца плавно уменьшают. Устройство для осуществления способа снабжено нагревателем воздуха, механизмом вращения заготовки вокруг ее оси, механизмом растяжения. Рабочая камера выполнена с входными отверстиями для поступления горячего воздуха и с отверстиями для выхода воздуха. 2 с.п., 1 з.п. ф-лы, 3 ил.
| Технология и оборудование для соединения изделий из полимерных материалов АН VCCP./Под ред | |||
| Г.Н.Кораб и др., Киев; ИЕС, 1983, с, 11 | |||
| Способ формования полых полимерных изделий | 1984 |
|
SU1191300A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
