Изобретение относится к машиностроению и может быть использовано для подачи деталей в форме колец, например резиновых колец, используемых в линиях для сборки крышек для консервирования.
Целью изобретения является повышение производительности и надежности устройства.. : . . .
На фиг. 1 изображена принципиальная схема устройства; на фиг. 2 - его сечение по захватным штифтам.
Устройство содержит бункер-питатель в виде чаши (не показан) и приводнрго барабана 1, свободно размещенного на обрези- ненных роликах 2, приводимых в движение ременной передачей 3 от привода технологической машины. На внутренней поверхности барабана 1 закреплены профилированные пластины 4, во впадинах между которыми расположены захваты 5. Пластины 4 служат для увеличения вероятности захвата деталей. В барабане 1 выполнены отверстия 6, расположенные рядом с захватами 5, при этом отверстия б служат для подвода рабочей среды при движение барабана 1 мимо сопл 7.
Устройство также содержит непрерывно движущийся транспортер 8, направление движения которого к пневматическому лотку 9, выполненному в виде закрытого прямоугольного короба с пазами на его боковой поверхности, расположенными со стороны транспортера 8 на уровне его рабочей поверхности, при этом на верхней плоскости лотка 9 смонтированы две группы разнонаправленныхсопл 10-12 для подачи рабочей среды.
Устройство снабжено датчиками 13-15, служащими при одновременном включении для реверсирования потока заготовок при переполнении лотка 9, и пневмораспреде- лители 16.
Внутри барабана 1 размещено вспомогательное устройство для выравнивания уровня деталей в чаше барабана 1, выполненное в виде цепного механизма 17, связанного с приводом 3.
Устройство работает следующим образом.
Загружаемые детали в форме кольца из упругого материала засыпаются в барабан 1 примерно на 1/7 часть его диаметра и свободно пересыпаются при его вращении от привода технологической машины, при этом часть деталей захватывается захватами 5 и выносится наверх. Если на одном
захвате 5 оказывается несколько деталей в виде колец или кольца, захваченных за наружную поверхность, они сбрасываются струей воздуха, проникаемой через отверстия б при проходе мимо сопл 7,
После того как захват 5 поднимается выше горизонтальной оси барабана 1 на 20...30°, деталь соскальзывает с него и падает на непрерывно движущийся транспортер 8. Поток воздуха, создаваемый соплами 11, захватывает детали с транспортера 8 и втягивает их в коробчатый лоток 9, а потот ком воздуха от непрерывно работающих сопл 10 детали перемещаются в правую сторону лотка 9, откуда они направляются на сборку.
При переполнении лотка 9 поступает команда от датчиков 13-15, одновременное срабатывание которых приводит к отключению сопл 11 и включению сопл 12, что приводит к реверсированию потока деталей в лотке 9, при этом детали направляются к левому торцу лотка 9 и возвращаются в барабан 1, а время реверсирования потока
деталей равно времени переключения пневмораспределителей 16.
Устройство обладает большей производительностью, благодаря достаточно высокому коэффициенту захвата деталей, и обеспечивает надежную работу с упругими деталями в форме колец.
Формула изобретения .
Устройство для загрузки деталей, со- держащее питатель в виде приводного барабана с захватами, размещенными на его внутренней боковой поверхности, и средйт- во для удаления деталей в виде лотка, отличающееся тем, что, с целью повыше
ния производительности и надежности, оно
снабжено пневмораспределителем с источ-. ником рабочей среды, транспортёром для подачи заготовок к лотку, установленным внутри барабана, профилированными пластинамй, закрепленными на внутренней поверхности барабана у захватов, двумя группами разнонаправленных сопл для подачи рабочей среды, смонтированных на верхней поверхности лотка, при этом лоток
выполнен в виде закрытого прямоугольного короба с пазами на его боковой поверхности, расположенными со стороны транспортера на уровне его рабочей поверхности, а на боковой поверхности барабана выполнены отверстия для подвода рабочей среды от пневмораспределителя к транспортеру.
Фиг.2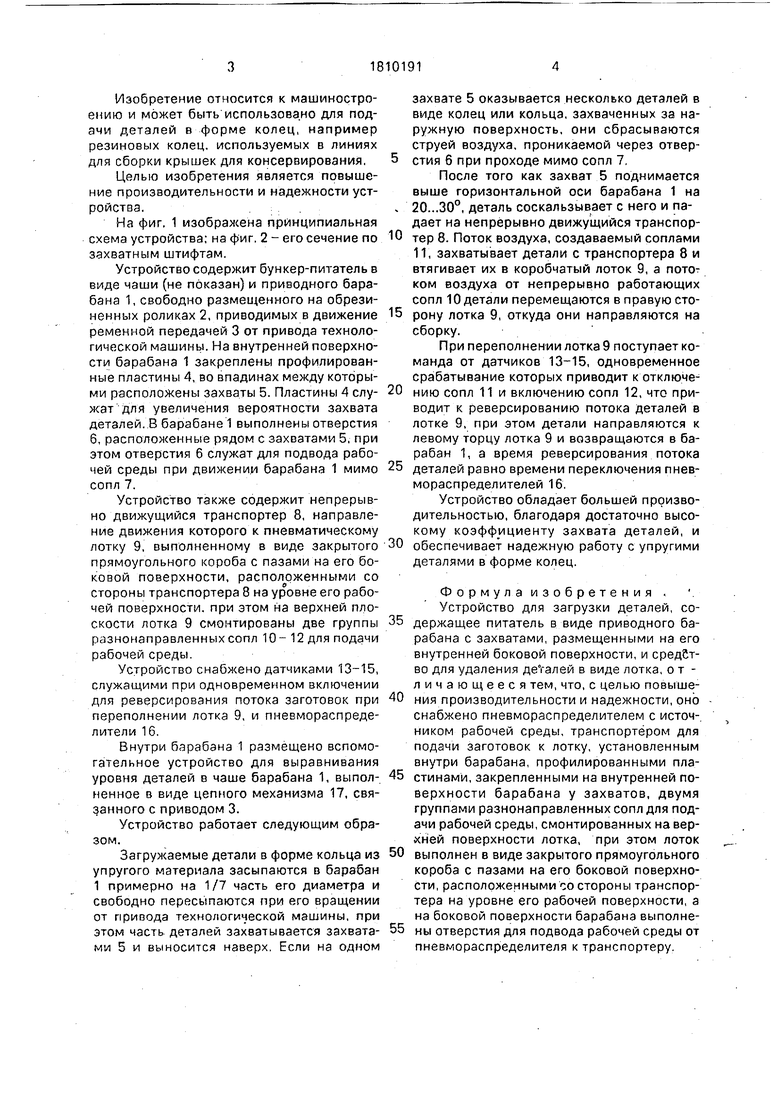
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 2002 |
|
RU2215680C1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041744C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2266439C2 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |
| УСТАНОВКА ДЛЯ ГИДРОПЕСКОСТРУЙНОЙ ОЧИСТКИ ДЕТАЛЕЙ | 1967 |
|
SU225028A1 |
Использование: в машиностроении и может быть использовано для подачи упругих уплотнительных колец в линиях сборки крышек для консервирования. Сущность изобретения: устройство содержит барабан 1, свободно лежащий на обрезиненных роликах 2, приводимых в движение ременной передачей 3, и чашу для колец (не показана). На внутренней поверхности барабана 1 закреплены профилированные пластины, во впадинах между которыми расположены захваты 5 в виде штифтов и выполнены отверстия для прохода струи воздуха от сопла. Устройство также содержит непрерывно движущийся транспортер 8 с направлением движения к пневматическому лотку 9, выполненному с возможностью реверсирования потока заготовок в виде закрытого прямоугольного короба и расположенного над транспортером 8. К верхней плоскости лотка 9 подвешены сопла 10-12, создающие поток воздуха. 2 ил. ё
| Прейс В.Ф | |||
| Автоматизация загрузки прессов штучными заготовками | |||
| -М.: Машиностроение, 1975, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
