ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ | 1990 |
|
RU2023579C1 |
| Устройство для поверхностного пластического деформирования впадин и боковых поверхностей зубчатых профилей | 1988 |
|
SU1538975A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320470C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320471C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ МЕТОДОМ ДЕФОРМИРУЮЩЕГО ПРОТЯГИВАНИЯ | 2006 |
|
RU2320469C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
Устройство для поверхностно-пластической деформации внутренних поверхностей. Сущность изобретения: устройство включает деформирующие элементы (ДЭ), опирающиеся на нагружающие элементы (НЭ). ДЭ выполнены в виде трубы, наружная поверхность которой выполнена гладкой или с микрорельефом и имеет в поперечном сечений профиль обрабатываемого отверстия, ДЭ разрезаны вдоль образующих на Две или более, части. Внутренняя поверхность ДЭ выполнена в виде одного или двух встречно расположённых корпусных участков, сопряженных с ответными наружными конусами одного или двух НЭ, выполненных из материала с памятью формы. 2 з.п. ф-лы, 3 ил.
Изобретение относится к приборе-и машиностроению, а именно к инструментам для поверхностно-пластической деформации внутренних поверхностей.
Цель изобретения - уменьшение себе- стоимости обработки и расширение технологических возможностей устройства.
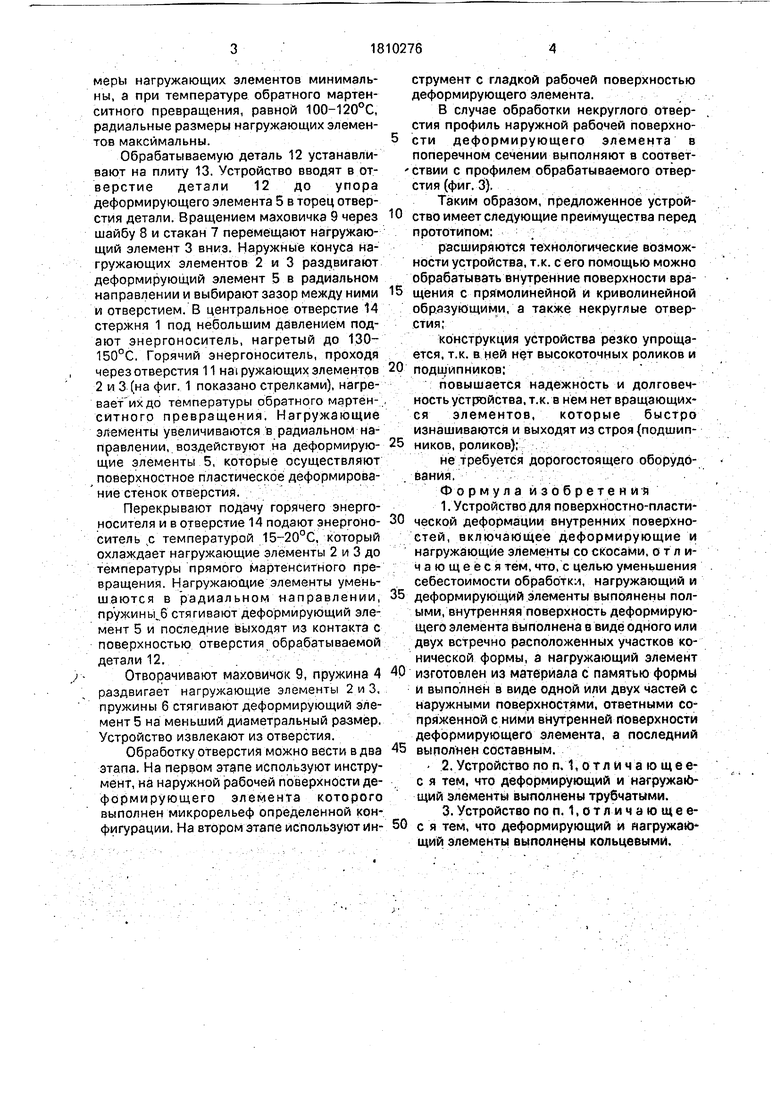
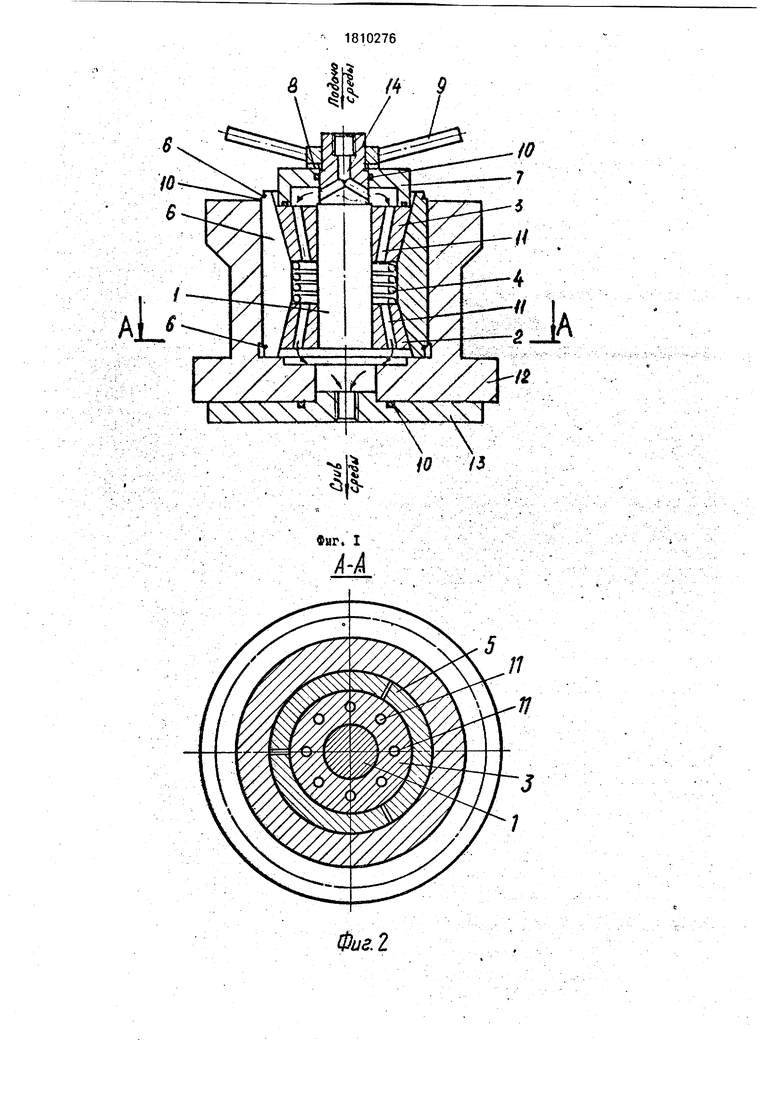
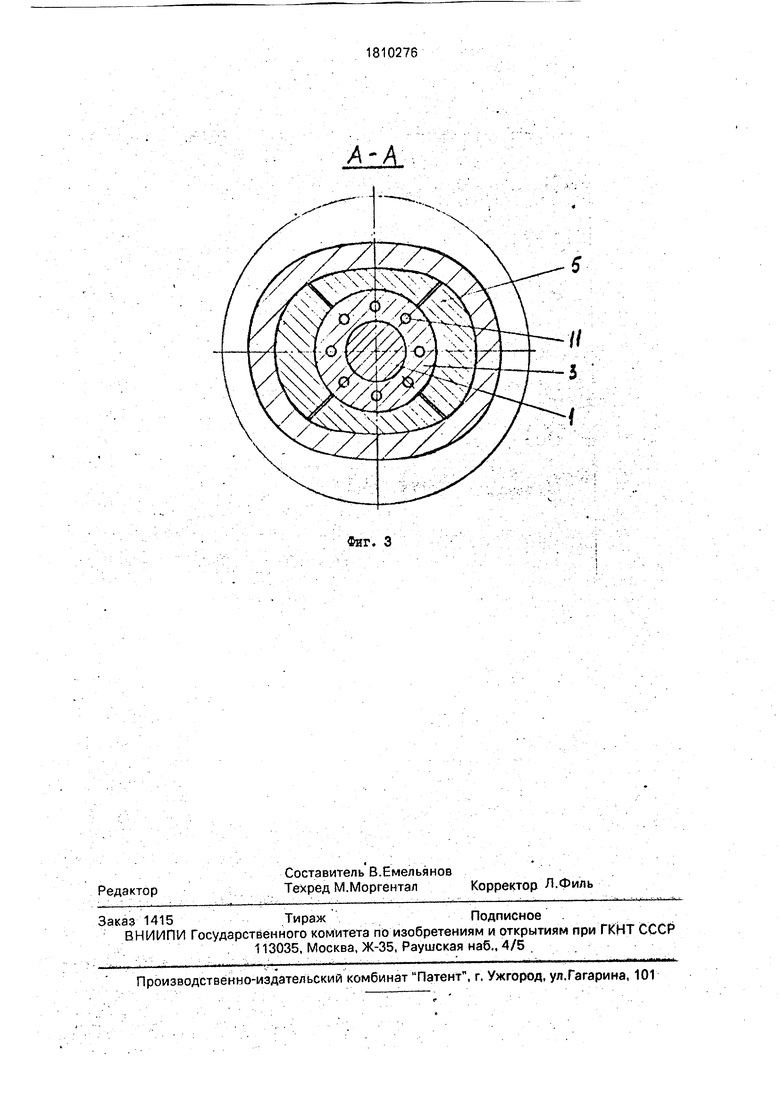
На фиг. 1 изображен осевой разрез устройства; на фиг. 2 - разрез А-А на фиг. 1 в случае обработки цилиндрического или конического отверстия; на фиг. 3 - разрез А-А на фиг. 1 при обработке некруглого отверстия,.
П р и м е р. На стержень 1 (фиг, 1) с возможностью осевого перемещения надеты нагружающие элементы 2 и 3, между которыми установлена пружина 4. Наружные поверхности нагружающих элементов выполнены а виде двух встречно расположенных конических, поверхностей, на которых
смонтированы деформирующие элементы 5. Деформирующие элементы 5 разрезаны вдоль образующих на несколько частей (фиг. 2), стянутых пружинами 6 (фиг. 1). На цилиндрический хвостовик стержня 1 с возможностью осевого перемещения установлен стакан 7, торец которого соприкасается с шайбой 8. На резьбовой хвостовик стержня 1 навернут маховичок 9, торец которого воздействует на торец шайбы 8. Уплотнения 10 создают герметичность конструкции.
Нагружающие элементы 2 и 3 выполнены из материала с памятью формы, например никелида титана ТН1, В них выполнены осевые отверстия 11 для прохождения энергоносителя. Нагружающие элементы 2 и 3 подвергают термрмеханической обработке на память формы таким образом, что при температуре прямого мартенситного превращения, раной 30-80°С, радиальные раз00
о
ю VI о
меру нагружающих элементов минимальны, а при температуре обратного мартен- ситного превращения, равной 100-120°С, радиальные размеры нагружающих элементов максимальны.
Обрабатываемую деталь 12 устанавливают на плиту 13. Устройство вводят в отверстие детали 12 до упора деформирующего элемента 5 в торец отверстия детали. Вращением маховичка 9 через шайбу 8 и стакан 7 перемещают нагружающий элемент 3 вниз. Наружные конуса нагружающих элементов 2 и 3 раздвигают деформирующий элемент 5 в радиальном направлении и выбирают зазор между ними и отверстием. В центральное отверстие 14 стержня 1 под небольшим давлением подают энергоноситель, нагретый до 130- 150°С. Горячий энергоноситель, проходя через отверстия 11 HBI ружающих элементов 2 и 3 (на фиг. 1 показано стрелками), нагревает их до температуры обратного мартен- ситного превращения. Нагружающие эл-ементы увеличиваются в радиальном направлении, воздействуют на деформирующие элементы 5, которые осуществляют поверхностное пластическое деформирование стенок отверстия.
Перекрывают подачу горячего энергоносителя и в отверстие 14 подают энергоноситель .с температурой 15-20°С, который охлаждает нагружающие элементы 2 и 3 до температуры прямого мартёнситного превращения. Нагружающие элементы уменьшаются в радиальном направлении, пружиньНЗ стягивают деформирующий элемент 5 и последние выходят из контакта с поверхностью отверстия обрабатываемой детали 12.
- Отворачивают маховичок 9, пружина 4 раздвигает нагружающие элементы 2 и 3, пружины 6 стягивают деформирующий элемент 5 на меньший диаметральный размер. Устройство извлекают из отверстия.
Обработку отверстия можно вести в два этапа. На первом этапе используют инструмент, на наружной рабочей поверхности де- формирующего элемента которого выполнен микрорельеф определенной кон- Фигурации. На втором этапе используют инструмент с гладкой рабочей поверхностью деформирующего элемента.
В случае обработки некруглого отверстия профиль наружной рабочей поверхно- сти деформирующего элемента в поперечном сечении выполняют в соответ- Ствии с профилем обрабатываемого отверстия (фиг. 3).
Таким образом, предложенное устрой- ство имеет следующие преимущества перед прототипом: :
расширяются технологические возможности устройства, т.к. с его помощью можно обрабатывать внутренние поверхности вра- щения с прямолинейной и криволинейной образующими, а также некруглые отверстия;
конструкция устройства резко упрощается, т.к. в ней нет высокоточных роликов и подшипников;
повышается надежность и долговечность устройства, т.к. в нем нет вращающихся элементов, которые быстро изнашиваются и выходят из строя (подшип- ников, роликов);
не требуется дорогостоящего оборудо- ванйя,v..
Ф о р м у л а и з о б р е те н и я 1. Устройство для поверхностно-пласти- ческой деформации внутренних поверхностей, включающее деформирующие и нагружающие элементы со скосами, о т л и- чающее с я тем, что, с целью уменьшения себестоимости обработки, нагружающий и деформирующий элементы выполнены полыми, внутренняя поверхность деформирующего элемента выполнена в виде одного или двух встречно расположенных участков конической формы, а нагружающий элемент изготовлен из материала с памятью формы и выполнен в виде одной или двух частей с наружными поверхностями, ответными сопряженной с ними внутренней поверхности деформирующего элемента, а последний выполнен составным.
- 2. Устройство по п,1,отлич а ющее- с я тем, что деформирующий и нагружающий элементы выполнены трубчатыми.
Фнг, I
Л-А
Фиг. 2
А-А .
Фиг. 3
| Одинцов Л.Г | |||
| Упрочнение и отделка деталей поверхностно-пластической деформации | |||
| Справочник-M.: Машиностроение, 1987, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Инструмент для упрочняющей обработки внутренних цилиндрических поверхностей | 1977 |
|
SU645825A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
