Изобретение относится к машино- и приборостроению, а именно - к инструментам для поверхностного пластического деформирования наружных поверхностей.
Известно трехроликовое приспособление, охватывающее обрабатываемую деталь, в котором нагружающим элементом служит откидной пневмоцилиндр. При накатывании детали в контакте с ней находится одновременно три ролика [1].
Недостатки устройства:
низкая производительность, так как пятна контакта роликов с деталью, имеющие незначительную площадь, постепенно перемещаются по обрабатываемой поверхности;
ограниченные технологические возможности, так как невозможно обкатывать некруглые стержни.
Цель изобретения - повышение производительности и расширение технологических возможностей.
Это достигается тем, что в устройстве, содержащем корпус и размещенные в нем деформирующие и нагружающие элементы, деформирующий элемент выполнен в виде кольца или трубы. Внутренняя поверхность деформирующего элемента в продольном и поперечном сечениях соответствует профилю обрабатываемой поверхности (имеет негативный профиль по отношению к обрабатываемой поверхности). Деформирующий элемент разрезан на две или более частей, его наружная поверхность выполнена в виде одной или двух встречно расположенных конических поверхностей и сопряжена с ответными коническими поверхностями одного или двух нагружающих элементов. Каждый нагружающий элемент разрезан на две или более части. Нагружающие элементы выполнены из материала с памятью формы, прошедшего термомеханическую обработку на память формы таким образом, что при температуре прямого мартенситного превращения радиальные размеры нагружающего элемента минимальны, а при температуре обратного мартенситного превращения - максимальны.
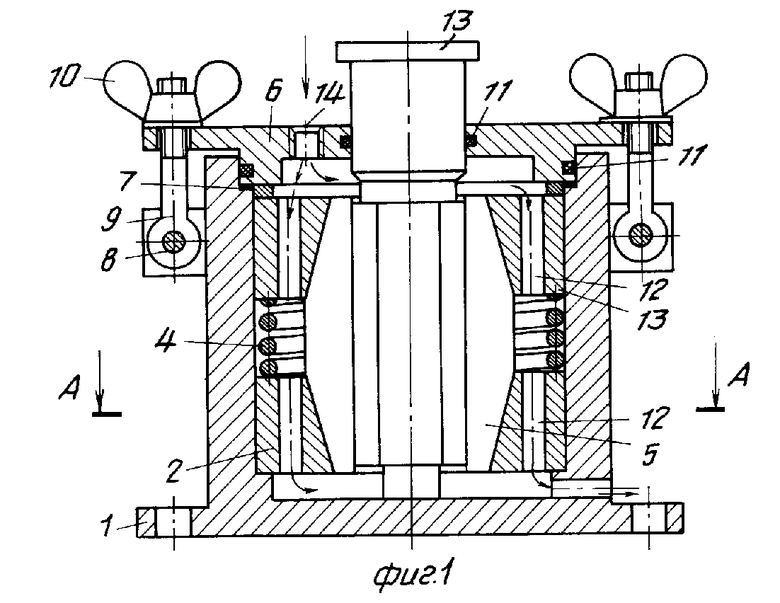
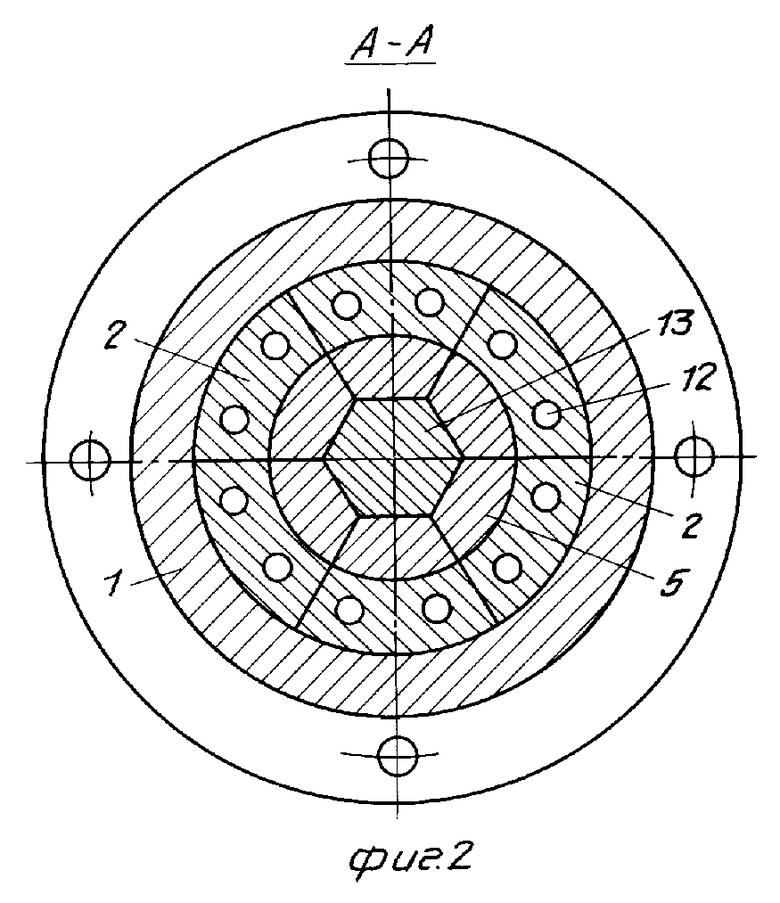
На фиг. 1 представлено устройство, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1.
В отверстие корпуса 1 (фиг. 1) с возможностью осевого перемещения установлены нагружающие элементы 2 и 3, разрезанные вдоль образующих на шесть частей каждый (фиг. 2), между ними установлена пружина 4. Внутренние поверхности нагружающих элементов выполнены в виде двух встречно расположенных конических поверхностей, с которыми сопряжены наружные конические поверхности деформирующего элемента 5, разрезанного вдоль образующих на шесть частей (фиг. 2). Сверху в отверстии корпуса 1 установлена крышка 6, которая через кольцо 7 воздействует на торец нагружающего элемента 3. На осях 8 с возможностью поворота установлены откидные болты 9. На их резьбовые концы навернуты гайки 10, воздействующие на торец крышки 6. Уплотнения 11 создают герметичность конструкции.
Нагружающие элементы 2 и 3 выполнены из материала с памятью формы, например никелида титана ТН1. В них выполнены осевые отверстия 12 для прохождения энергоносителя. Нагружающие элементы 2 и 3 подвергнуты термомеханической обработки на память формы таким образом, что при температуре прямого мартенситного превращения равной 30-80о, радиальные размеры нагружающих элементов минимальны. При температуре обратного мартенситного превращения, равной 100-120о, радиальные размеры нагружающих элементов максимальны.
В нерабочем положении гайки 10 ослаблены, пружина 4 выталкивает нагружающие элементы 3 вместе с кольцом 7 и крышкой 6 вверх настолько, насколько это позволяют гайки 10.
Обрабатываемую деталь 13, имеющую в поперечном сечении некруглый профиль (например, шестигранника), вводят во внутреннюю полость деформирующего элемента 5 до упора в дно корпуса 1. Вращением гаек 10 перемещают нагружающий элемент 3 вниз. Конические поверхности нагружающих элементов 2 и 3 сдвигают деформирующий элемент 5 в радиальном направлении и выбирают зазоры между ними и деталью 13. В отверстие 14 крышки 6 под небольшим давлением подают энергоноситель, нагретый до 130...150оС. Горячий энергоноситель, проходя через отверстия 12 нагружающих элементов 2 и 3 (на фиг. 1 показано стрелками), нагревает их до температуры обратного мартенситного превращения. При этом у нагружающего элемента увеличиваются радиальные размеры, он воздействует на деформирующие элементы, которые и осуществляют поверхностное пластическое деформирование детали 13.
Прекращают подачу горячего энергоносителя и в отверстие 14 подают энергоноситель с температурой 15-20оС, охлаждая нагружающие элементы 2 и 3 до температуры прямого мартенситного превращения. Нагружающие элементы уменьшают радиальные размеры, пружина 4 отодвигает деформирующий элемент 3 вверх. Покачав деталь 13, раздвигают деформирующий элемент 5 и вынимают ее.
Обработку детали можно вести в два этапа. На первом этапе используют инструмент, на внутренней рабочей поверхности которого выполнен микрорельеф определенной конфигурации, на втором этапе используют инструмент с гладкой поверхностью деформирующего элемента.
Так как обработка поверхностным пластическим деформированием осуществляется сразу по всей поверхности, производительность обработки повышается.
Таким образом, предложенное устройство обеспечивает повышение производительности обработки, так как она осуществляется сразу по всей поверхности, подлежащей обработке; расширяются технологические возможности, так как можно обрабатывать некруглые поверхности с криволинейной образующей; для обработки не требуется сложного оборудования (токарного станка); повышается надежность и долговечность устройства, так как оно не содержит подшипников.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностно-пластической деформации внутренних поверхностей | 1990 |
|
SU1810276A1 |
| РОЛИКОВАЯ РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ СЛОЖНОЙ ФОРМЫ | 1990 |
|
RU2014986C1 |
| Устройство для поверхностного пластического деформирования впадин и боковых поверхностей зубчатых профилей | 1988 |
|
SU1538975A1 |
| Устройство для поверхностного пластического деформирования канавок на наружных поверхностях деталей | 1987 |
|
SU1668120A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| СПОСОБ ОБРАБОТКИ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2005 |
|
RU2283747C1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2012 |
|
RU2502829C1 |
| Способ обработки шлицевых отверстий | 1986 |
|
SU1324832A1 |
Сущность изобретения: устройство для обработки наружных поверхностей поверхностно-пластической деформацией включает в себя корпус и размещенные в нем деформирующий (ДЭ) и нагружающие элементы (НЭ). ДЭ выполнен в виде кольца или трубы. ДЭ и НЭ разрезаны вдоль образующих на две или более частей. Наружная поверхность ДЭ выполнена в виде одной или двух встречно расположенных конических поверхностей и сопряжена с ответными коническими поверхностями одного или двух НЭ, которые выполнены из материала с памятью формы. 2 з.п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Одинцов Л.Г | |||
| Упрочнение и отделка деталей поверхностно - пластической деформацией | |||
| Справочник | |||
| М.: Машиностроение, 1987, с.88. | |||
