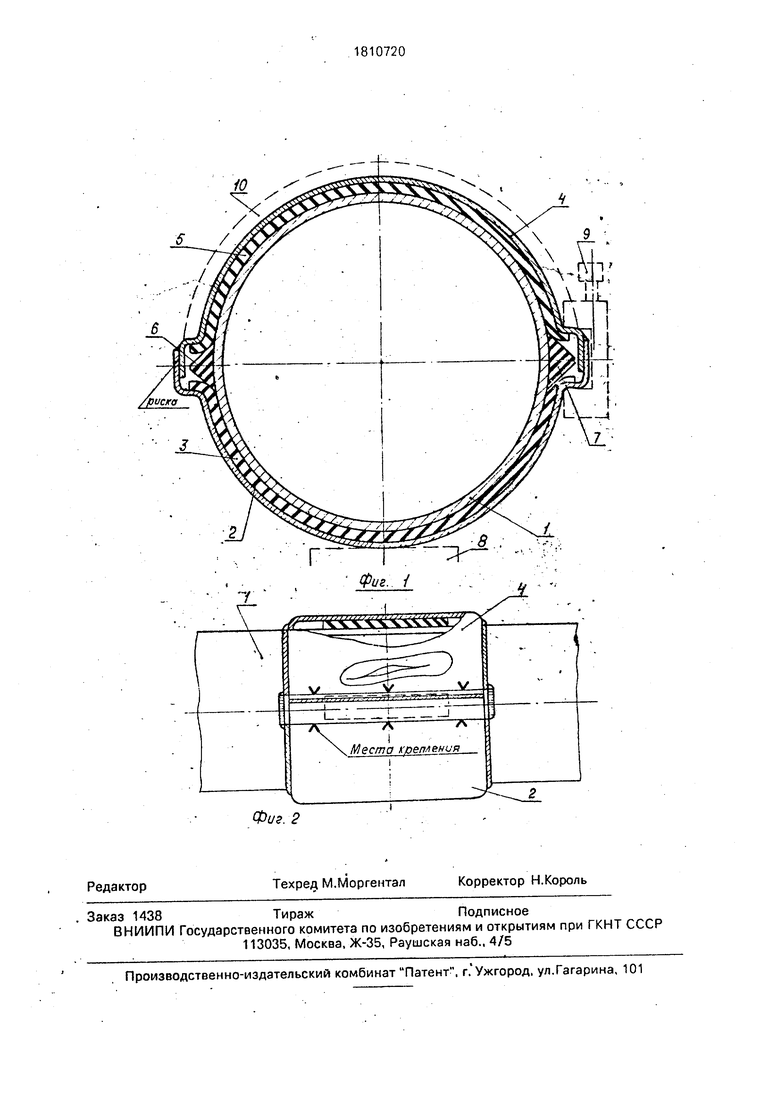
Ремонт трубопровода осуществляется следующим образом. Под трубопровод 1 на опоре 8 размещают полый полуцилиндрический короб 2, обеспечивая его плотное прилегание к образующей трубопровода 1 и устойчивое положение. Затем по обе стороны от трубопровода 1 вставляют резиновые прокладки 6 и 7 (см. фиг. 1). Затем сверху накладывают короб 4, вставляя его выступы в посадочное место короба 2 и стремясь не сдвинуть с места прокладки 6 и 7.
Если условия монтажа выдержаны, то коробы 2 и 4 совместятся друг с другом до установленной отметки.
Затем в места крепления (см. фиг. 2) помещают струбцины 9 и начинают подтягивать их винты последовательно и скрест- но. При движении коробов 2 и 4 навстречу друг другу происходит прижатие прокладок 3 и 5 к образующей трубопровода 1. Одновременно возрастают контактные давления на всех гранях прокладок 6 и 7, что обеспечивает полноту герметизации всей образующей трубопровода 1.
При этом дополнительные удобства обеспечиваются тем, что положение прокладок 3 и 5 определено стенкой короба, к которой они приклеены, не приходится их выравнивать, не приходится опасаться образования складок и пузырей, что ведет к появлению утечек и позволит судить о поло- .жении деформируемых элементов по положению недефррмируемых.
После сопряжения посадочных мест коробов 2 и 4 отбортованные их части приближаются к трубопроводу 1, что позволяет осуществлять их сварку (см. фиг. 2).
После выполнения сварочных работ ме-. стом негерметичности остаются плоскости сопряжения коробов 2 и 4 друг с другом. Сварка поперечного шва осуществлялась на расстоянии от торцов прокладок 3 и 5, но при сварке продольных швов это выполнить не удается. Для сохранения эластичности
резины на верхнюю образующую устройства помещают войлочный коврик 10, пропитанный водой и производят сварку продольных швов в условиях интенсивного теплоотвода, поливая коврик водой в случае необходимости. После выполнения продольных и поперечных швов трубопровод 1 оказывается помещенным в герметичную капсулу и эластичность уплотнения уже не оказывает заметного влияния на герметичность.
К числу преимуществ предлагаемого устройства следует отнести:
простоту конструкции, малую металло- и материалоёмкость;
обеспечение условий герметичности за счет сварного соединения;
минимальные габариты устройства высокая подготовленность к установке на мес- то;
возможность многократного использования крепежных элементов;
хорошую сохранность устройства на базе хранения при нанесении меловой защи- Ты на одну плоскость;
возможность манипулирования в условиях ограниченного пространства и нечувствительность к влажности и температуре.
Формула изобретен и я Устройство для ремонта стальных трубопроводов, содержащее два полуцилинд- оических короба, снабженных по разъему .уплотнением и зажимными элементами .отличаю щ.е е с я тем, что, с целью повыше- ния надежности устранения течи трубопровода при одновременном упрощении конструкции, полуцилиндрические короба дополнительно снабжены резиновыми прокладками, приклеенными к коробам по их образующей, с образованием зазоров от каждого торца короба, а по разъему установлены герметизирующие прокладкиДобраз- ного сечения, причем выступы .коробов заходят друг в друга.
Редактор
Техред М.Моргентал
Корректор Н.Король

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВРЕМЕННОГО УКРЫТИЯ ЗОНЫ ВЫПОЛНЕНИЯ РЕМОНТНЫХ ИЛИ СТРОИТЕЛЬНЫХ РАБОТ НА ТРУБОПРОВОДАХ (ВАРИАНТЫ) | 2004 |
|
RU2280808C2 |
| ПОДВОДНЫЙ КОМПЛЕКС ДЛЯ РЕМОНТА ПОДВОДНЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2481438C2 |
| СПОСОБ СБОРКИ РАЗЪЕМНОЙ МАНЖЕТЫ НА НЕРАЗРЕЗНОМ ТРУБОПРОВОДЕ ПЕРЕХОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2697084C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ РЕЗИНОВОЙ МАНЖЕТЫ ПЕРЕХОДОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2276753C1 |
| СПОСОБ ТЕПЛОВОЙ ИЗОЛЯЦИИ ЗАПОРНОЙ АРМАТУРЫ ТРУБОПРОВОДОВ НАДЗЕМНОЙ ПРОКЛАДКИ И ТЕПЛОИЗОЛЯЦИОННОЕ УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2014 |
|
RU2575534C2 |
| СПОСОБ РЕМОНТА УПЛОТНИТЕЛЬНЫХ КОЛЬЦЕВЫХ ПРОКЛАДОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2489260C1 |
| Фланцевое соединение | 2022 |
|
RU2788024C1 |
| ТЕРМОМЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ ТРУБ | 2007 |
|
RU2350822C1 |
| УЗЕЛ СОЕДИНЕНИЯ СТАТОРНЫХ ДЕТАЛЕЙ ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2166101C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И СВАРНАЯ МУФТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285192C2 |
. Заказ 1438Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
. Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
